TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039262
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023146219
出願日
2023-09-08
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
41/047 20060101AFI20250313BHJP(研削;研磨)
要約
【課題】被加工物の研削に伴ってホイール基台に生じる反力が大きくなる場合であっても、所望の形状になるように被加工物を研削しやすい研削装置を提供する。
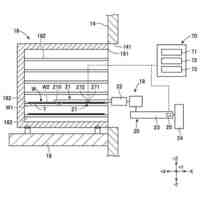
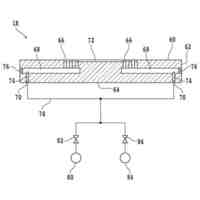
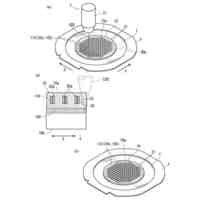
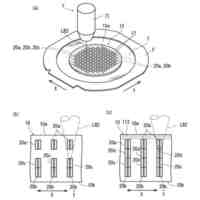
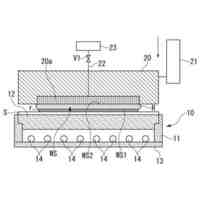
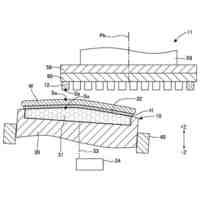
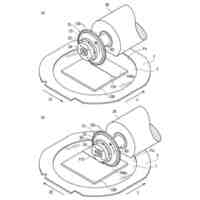
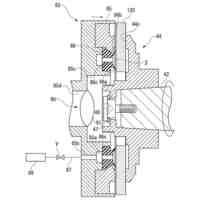
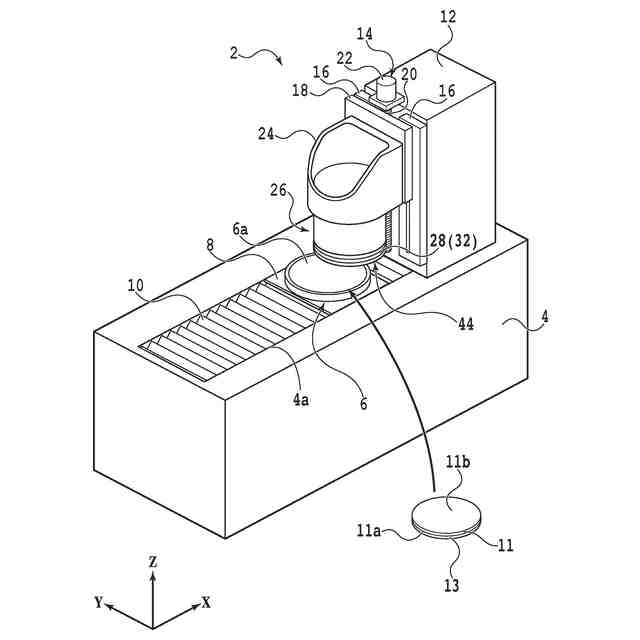
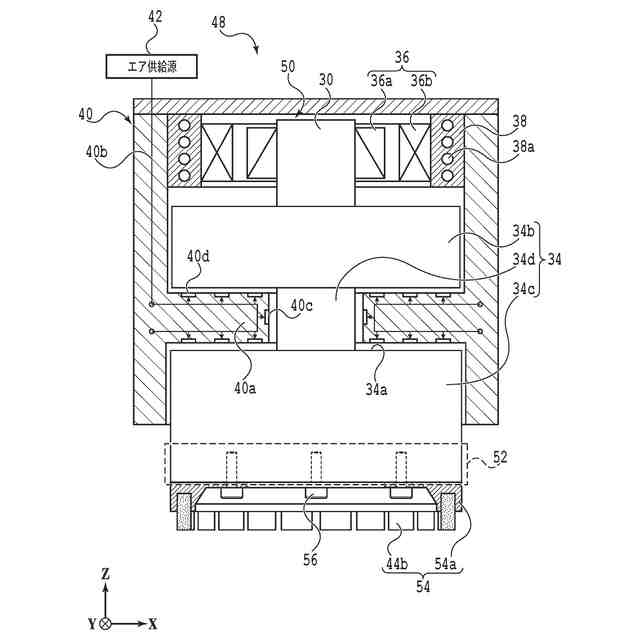
【解決手段】被加工物を研削する研削装置であって、保持面において被加工物を保持するチャックテーブルと、複数の研削砥石を含む研削ホイールが装着されている先端部と凹部が形成されている中間部とを有するスピンドルと、凹部の内側に位置する凸部を有するケーシングと、を備える。凸部の天面にはラジアル荷重を支える第1エアベアリングを形成するために凹部の底面に向けてエアを噴射するための第1エア噴射口が形成され、また、その側面にはスラスト荷重を支える第2エアベアリングを形成するために凹部の側面に向けてエアを噴射するための第2エア噴射口が形成されている。スピンドルを回転させた時の複数の研削砥石の軌跡は、スピンドルの回転軸に沿った方向において第2エアベアリングと重なる。
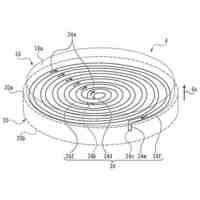
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を研削する研削装置であって、
保持面において該被加工物を保持するチャックテーブルと、
周囲にモータが設けられている基端部と、ホイール基台と該ホイール基台の一面において環状に離散して設けられている複数の研削砥石とを有する研削ホイールが装着されている先端部と、該基端部及び該先端部の間に位置し、かつ、凹部が形成されている中間部と、を有するスピンドルと、
該凹部の内側に位置する凸部を有するケーシングと、を備え、
該凸部の天面には、該スピンドルを回転させるように該モータを動作させる際に生じるラジアル荷重を支える第1エアベアリングを形成するために該凹部の底面に向けてエアを噴射するための第1エア噴射口が形成され、
該凸部の側面には、該スピンドルを回転させるように該モータを動作させる際に生じるスラスト荷重を支える第2エアベアリングを形成するために該凹部の側面に向けてエアを噴射するための第2エア噴射口が形成され、
該スピンドルを回転させた時の該複数の研削砥石の軌跡は、該スピンドルの回転軸に沿った方向において該第2エアベアリングと重なる研削装置。
続きを表示(約 170 文字)
【請求項2】
該研削ホイールは、該スピンドルの回転軸に沿った方向において該第2エアベアリングと重ならない固定具を利用して該先端部と該ホイール基台とを連結させることによって該先端部に装着されている請求項1に記載の研削装置。
【請求項3】
該軌跡の外径は、該保持面の半径よりも大きい請求項1又は2に記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
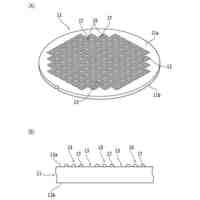
IC(Integrated Circuit)等のデバイスのチップは、携帯電話及びパーソナルコンピュータ等の各種電子機器において不可欠の構成要素である。このようなチップは、例えば、表面側に複数のデバイスが形成されているウェーハ等の被加工物を薄化してから個々のデバイスを含む領域毎に分割することで製造される。
【0003】
被加工物を薄化する方法としては、例えば、研削装置における被加工物の裏面側の研削が挙げられる。研削装置は、一般的に、保持面において被加工物を保持するチャックテーブルと、その他の部分よりも幅広な先端部を有し、この先端部をマウントとして研削ホイールが装着されるスピンドルと、を備える(例えば、特許文献1及び2参照)。
【0004】
また、この研削ホイールは、円環状のホイール基台と、このホイール基台の一面において環状に離散して設けられている複数の研削砥石と、を有する。そして、この研削装置においては、スピンドルとともに研削ホイールに含まれる複数の研削砥石をチャックテーブルの保持面において保持されている被加工物に押し付けることによって被加工物が研削される。
【先行技術文献】
【特許文献】
【0005】
特開2011-29331号公報
特開2011-40631号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
複数の研削砥石が被加工物に押し付けられると、複数の研削砥石を介してホイール基台に反力(端的には、スピンドルの回転軸に沿った方向における荷重)が加わる。そして、この反力が大きくなるとホイール基台が撓み、複数の研削砥石によって被加工物を所望の形状に研削することが困難になるおそれがある。
【0007】
この点に鑑み、本発明の目的は、被加工物の研削に伴ってホイール基台に生じる反力が大きくなる場合であっても、所望の形状になるように被加工物を研削しやすい研削装置を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、被加工物を研削する研削装置であって、保持面において該被加工物を保持するチャックテーブルと、周囲にモータが設けられている基端部と、ホイール基台と該ホイール基台の一面において環状に離散して設けられている複数の研削砥石とを有する研削ホイールが装着されている先端部と、該基端部及び該先端部の間に位置し、かつ、凹部が形成されている中間部と、を有するスピンドルと、該凹部の内側に位置する凸部を有するケーシングと、を備え、該凸部の天面には、該スピンドルを回転させるように該モータを動作させる際に生じるラジアル荷重を支える第1エアベアリングを形成するために該凹部の底面に向けてエアを噴射するための第1エア噴射口が形成され、該凸部の側面には、該スピンドルを回転させるように該モータを動作させる際に生じるスラスト荷重を支える第2エアベアリングを形成するために該凹部の側面に向けてエアを噴射するための第2エア噴射口が形成され、該スピンドルを回転させた時の該複数の研削砥石の軌跡は、該スピンドルの回転軸に沿った方向において該第2エアベアリングと重なる研削装置が提供される。
【0009】
また、好ましくは、該研削ホイールは、該スピンドルの回転軸に沿った方向において該第2エアベアリングと重ならない固定具を利用して該先端部と該ホイール基台とを連結させることによって該先端部に装着されている。さらに、好ましくは、該軌跡の外径は、該保持面の半径よりも大きい。
【発明の効果】
【0010】
本発明においては、スピンドルを回転させた時の複数の研削砥石の軌跡がスピンドルの回転軸に沿った方向においてスラスト荷重を支える第2エアベアリングと重なる。この場合、反力が加えられたホイール基台を第2エアベアリングによって支えることができる。そのため、本発明においては、ホイール基台の撓みが抑制されて複数の研削砥石によって被加工物を所望の形状に研削しやすくなる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送装置
2日前
株式会社ディスコ
調整方法
4日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
温度制御装置
2日前
株式会社ディスコ
機能水供給装置
6日前
株式会社ディスコ
基板の製造方法
6日前
株式会社ディスコ
保護部材形成装置
9日前
株式会社ディスコ
チップの製造方法
13日前
株式会社ディスコ
板状物の搬送方法
4日前
株式会社ディスコ
位置合わせ時治具
5日前
株式会社ディスコ
チャックテーブル
6日前
株式会社ディスコ
保護部材の固定方法
12日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
保護部材の形成方法
23日前
株式会社ディスコ
ウェーハの研削方法
9日前
株式会社ディスコ
積層ウエーハの加工方法
6日前
株式会社ディスコ
バリ除去装置、バリ除去方法
9日前
株式会社ディスコ
チャックテーブルの洗浄方法
5日前
株式会社ディスコ
鋸ブレードのドレッシング方法
2日前
株式会社ディスコ
チャックテーブル及び加工装置
9日前
株式会社ディスコ
システム、制御方法、及び、プログラム
23日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
13日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
10日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
10日前
株式会社ディスコ
レーザー加工装置の検査方法及びレーザー加工方法
4日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
12日前
個人
両軸回転ヤスリ
4か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
12日前
トヨタ自動車株式会社
外径測定方法
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
13日前
株式会社リブラ
ブラスト加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ