TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040118
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2023146834
出願日
2023-09-11
発明の名称
切削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/18 20060101AFI20250314BHJP(研削;研磨)
要約
【課題】モータカバー内に配置されたモータが故障する可能性を低減する。
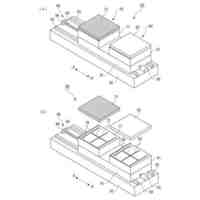
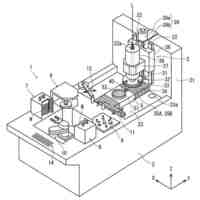
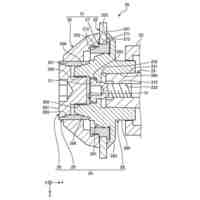
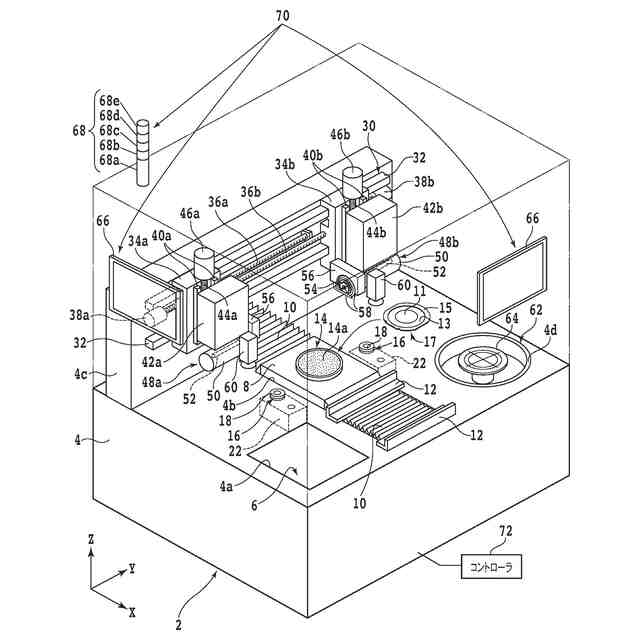
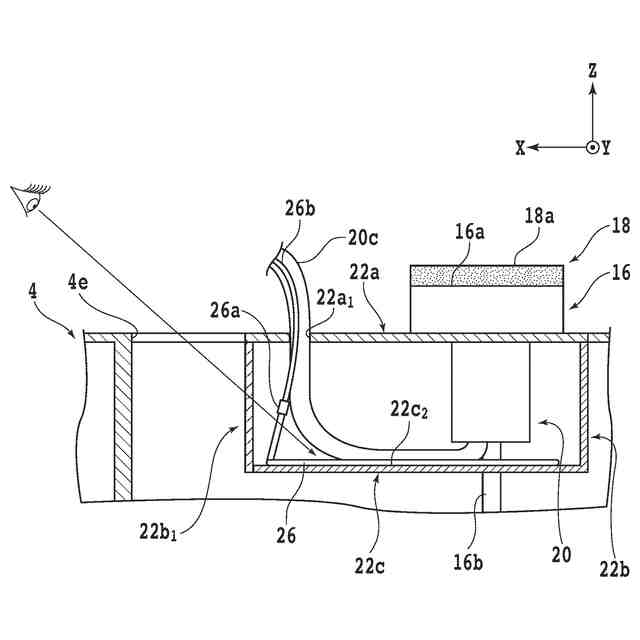
【解決手段】切削装置であって、被加工物を保持するチャックテーブルと、スピンドルと、切削水供給ノズルと、を有し、チャックテーブルで保持された被加工物を、スピンドルに装着された切削ブレードで切削可能な切削ユニットと、ドレス部材を保持するためのドレステーブルと、ドレステーブルの下部に設けられ、ドレステーブルを回転させるためのモータと、モータの上方、側方及び下方を覆うモータカバーと、モータカバー内に設けられ、モータカバー内における水の存在を検知可能な水検知センサと、水検知センサを利用して水の存在が検知された場合に、音、光及び画像の少なくとも一つにより警報を発する警報ユニットと、を備える切削装置を提供する。
【選択図】図2
特許請求の範囲
【請求項1】
切削装置であって、
被加工物を保持するチャックテーブルと、
スピンドルと、切削水供給ノズルと、を有し、該チャックテーブルで保持された該被加工物を、該スピンドルに装着された切削ブレードで切削可能な切削ユニットと、
ドレス部材を保持するためのドレステーブルと、
該ドレステーブルの下部に設けられ、該ドレステーブルを回転させるためのモータと、
該モータの上方、側方及び下方を覆うモータカバーと、
該モータカバー内に設けられ、該モータカバー内における水の存在を検知可能な水検知センサと、
該水検知センサを利用して水の存在が検知された場合に、音、光及び画像の少なくとも一つにより警報を発する警報ユニットと、
を備えることを特徴とする切削装置。
続きを表示(約 550 文字)
【請求項2】
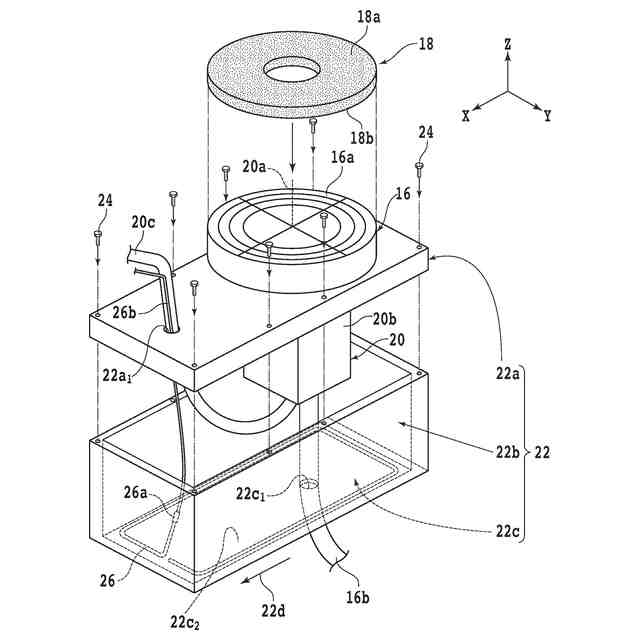
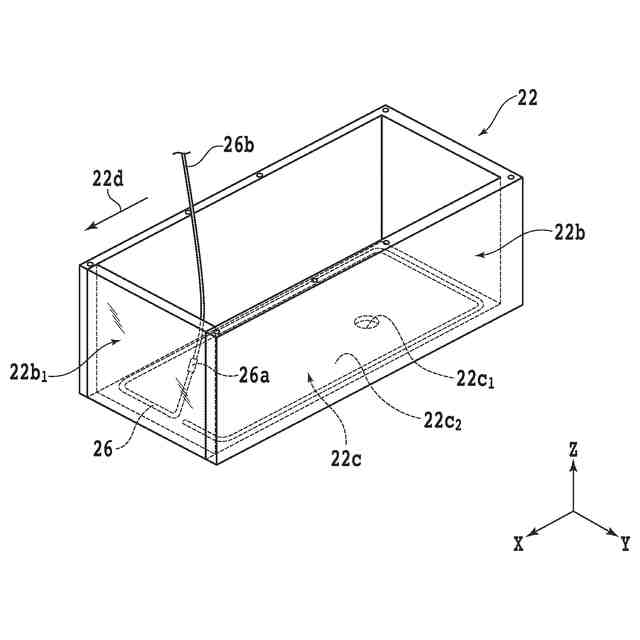
該モータカバーは、
該モータの頂部を覆う頂部カバーと、
該モータの側方を覆う側部カバーと、
該モータの底部を覆う底部カバーと、
を含み、
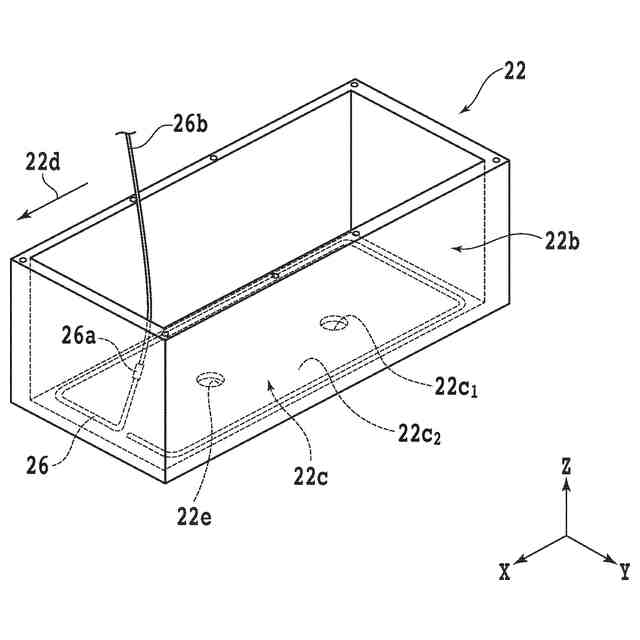
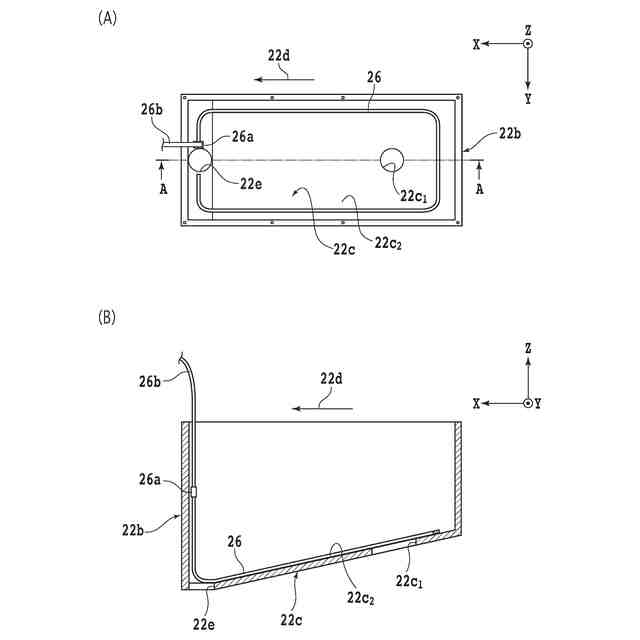
該底部カバーは、排水口を有することを特徴とする請求項1に記載の切削装置。
【請求項3】
該底部カバーのうち該頂部カバーに対面する内面は、重力方向に対して直交する水平面に対して傾斜しており、
該排水口は、傾斜している該底部カバーの該内面の最下部に位置することを特徴とする請求項2に記載の切削装置。
【請求項4】
該水検知センサの少なくとも一部は、該底部カバーの内面に固定されていることを特徴とする請求項2に記載の切削装置。
【請求項5】
該水検知センサは、ケーブル形状又はリボン形状を有し、該底部カバーの該内面において該内面の外周端部よりも内側を周回する様に配置されていることを特徴とする請求項4に記載の切削装置。
【請求項6】
該側部カバーの一部は、可視光に対して透明な材料で構成されており、該モータカバーの外部から該モータカバーの内部を作業者が視認可能な窓であることを特徴とする請求項2から5のいずれかに記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドレス部材を保持するためのドレステーブルと、ドレステーブルを回転させるためのモータと、を備える切削装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
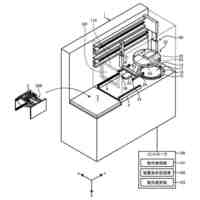
まず、切削装置について簡単に説明する。切削装置は、通常、加工送り方向(X軸方向)に沿って移動可能に構成された円盤状のチャックテーブルと、チャックテーブルで吸引保持された被加工物を切削する切削ユニットと、を備える。切削ユニットは、スピンドルハウジングを有する。
【0003】
スピンドルハウジングには、円柱状のスピンドルの一部が回転可能に収容されている。スピンドルは、その長手方向が割り出し送り方向(Y軸方向)と略平行に配置されている。スピンドルの先端部には、切削ブレードが装着される。切削ブレードは、砥粒と、砥粒を固定するためのボンド材と、を含む円環状の切り刃を有する。
【0004】
スピンドルハウジングの先端部には、切削ブレードの切り刃に純水等の切削水を供給するための切削水供給ノズルが設けられている。また、スピンドルハウジングは、通常、割り出し送り方向(Y軸方向)及び切り込み送り方向(Z軸方向)に沿って移動可能に構成されている。なお、X軸、Y軸及びZ軸は互いに直交する。
【0005】
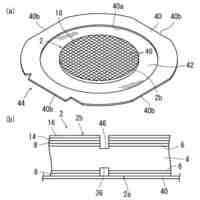
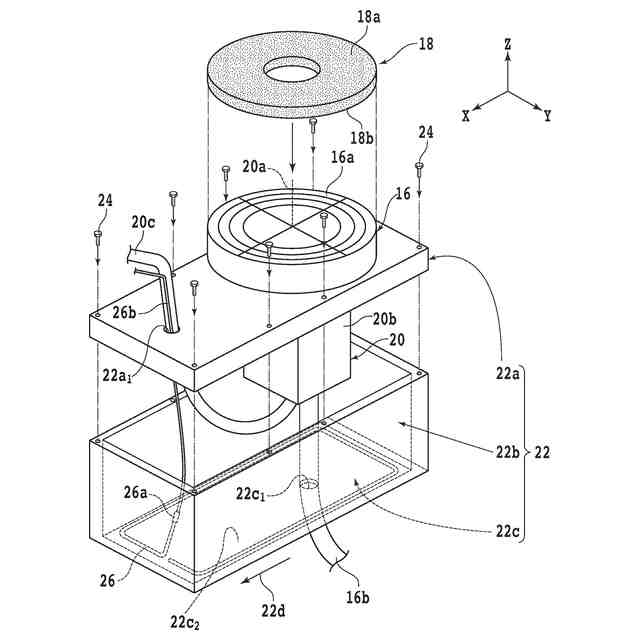
チャックテーブルの近傍には、円盤状のドレステーブルが設けられている。ドレステーブルには、切り刃のツルーイング又はドレッシングに使用する円環状のドレス部材(ドレッシング部材とも称される)が吸引保持されている(例えば、特許文献1参照)。
【0006】
ツルーイング又はドレッシングを行う際には、スピンドルを回転軸として切削ブレードを高速回転させた状態で、ドレス部材の上面と切削ブレードの下端部とを接触させると共に、切削ユニットを割り出し送り方向(Y軸方向)に沿って移動させる。
【0007】
この様にして、例えば、切削開始前には、切り刃の外形が回転軸に対して略真円となる様に切り刃に対してツルーイングが行われる。また、例えば、被加工物の切削に伴い、目こぼれ、目詰まり、目潰れ等が切り刃に生じた場合、ボンド材から砥粒を適切に突出させるために、切り刃に対してドレッシングが行われる。
【0008】
切削ユニットをY軸方向に沿って移動させると、ドレス部材には、Y軸方向に沿う溝が形成される。しかし、ドレス部材を一度使用しただけで廃棄するのは不経済である。そこで、ドレス部材の摩耗の程度に応じて、ドレステーブルを任意の角度だけ回転させる。これにより、ドレス部材の未使用の領域が、切削ブレードの直下に配置される。
【0009】
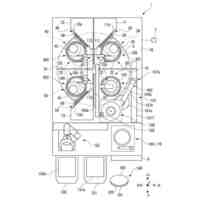
ドレステーブルを回転させるために、ドレステーブルの下部にはモータが設けられている。ツルーイング又はドレッシングを行う際には切削水供給ノズルから切削水を供給するので、切削水によりモータに不具合が生じない様に、モータの略全体はモータカバーで覆われている。
【0010】
しかし、防水対策が不完全な状態でモータカバーが取り付けられている等のモータカバーの取り付け状態によっては、ツルーイング又はドレッシングを行う際に切削水がモータカバー内に入り込む可能性がある。切削水がモータカバー内に入り込んだ状態で放置されると、モータが故障する恐れがある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
貼着方法
10日前
株式会社ディスコ
切削装置
10日前
株式会社ディスコ
被覆装置
10日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
板状物の加工方法
10日前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社ディスコ
加工方法、及び、切削装置
11日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
5日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
3日前
株式会社ディスコ
フランジ機構、切削装置及び切削ブレード
10日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
10日前
株式会社ディスコ
保護膜形成方法
3日前
個人
バレル研磨用メディア材
23日前
株式会社リブラ
ブラスト加工装置
20日前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
19日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
11日前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
日本特殊研砥株式会社
超弾性砥石
13日前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
19日前
株式会社荏原製作所
研磨装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
18日前
富士紡ホールディングス株式会社
研磨パッド
18日前
富士紡ホールディングス株式会社
研磨パッド
20日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ