TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042797
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149940
出願日
2023-09-15
発明の名称
板状ワークの加工装置及び加工方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
41/06 20120101AFI20250321BHJP(研削;研磨)
要約
【課題】形状が異なる板状ワークを、チャックテーブルを交換することなく効率よく加工すること。
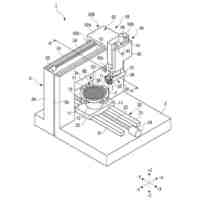
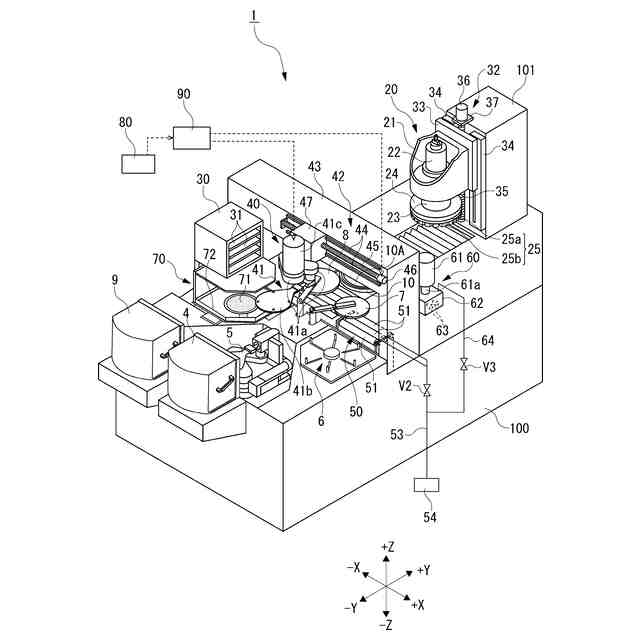
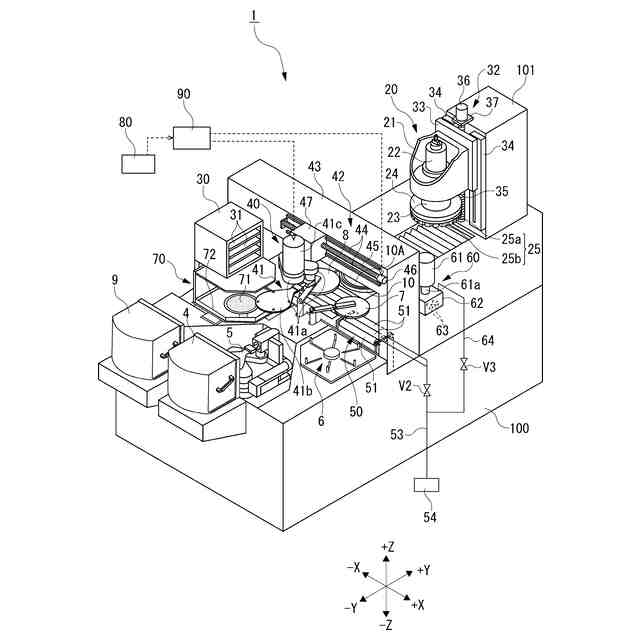
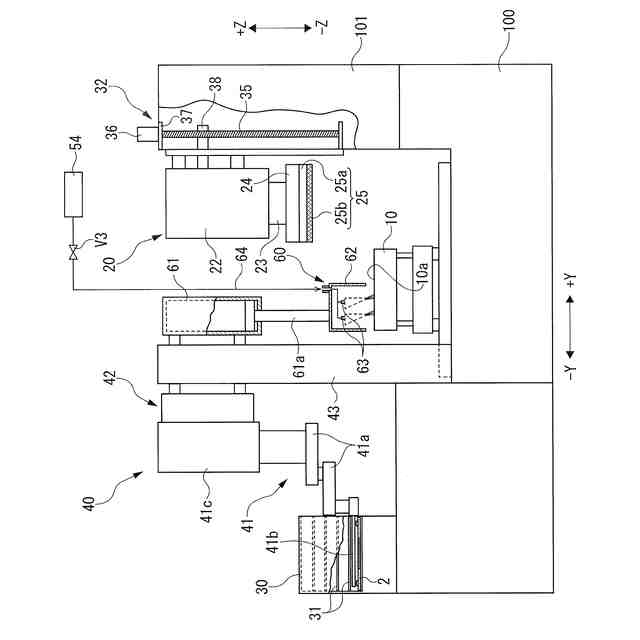
【解決手段】加工装置1は、非円形ワーク(第2ワーク)W1を吸引保持するプレート2を格納するプレート格納部30と、プレート2をチャックテーブル10へと搬送する搬送機構40と、チャックテーブル10に吸引保持すべき板状ワークを設定するワーク設定部80と、板状ワークが非円形ワークW1であると搬送機構40を駆動制御してプレート2をチャックテーブル10へと搬送する制御部90を備える。また、板状ワークの加工方法は、ワーク認識工程と、プレート配置工程と、チャックテーブル10の第1保持面10aに配置されたプレート2に非円形ワークW1を吸引保持させる保持工程と、プレート2に吸引保持された非円形ワークW1を加工する加工工程とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
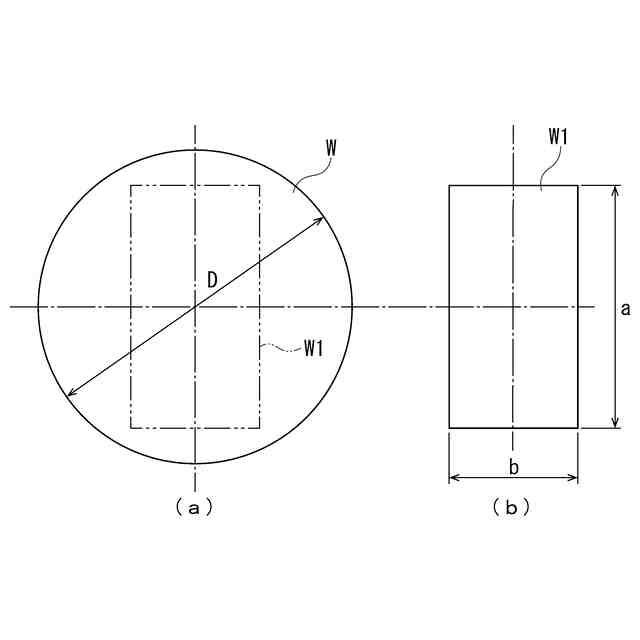
板状ワークである第1ワークの下面全面を吸引保持する大きさの第1保持面によって前記第1ワークまたは平面視で該第1ワーク内に収まる大きさの板状ワークである第2ワークを吸引保持するチャックテーブルと、該チャックテーブルに吸引保持された前記第1ワークまたは前記第2ワークを加工する加工機構と、を備える板状ワークの加工装置であって、
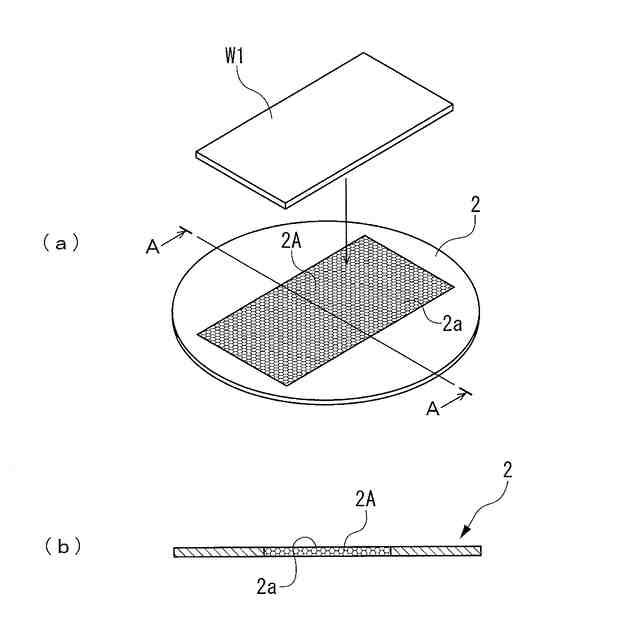
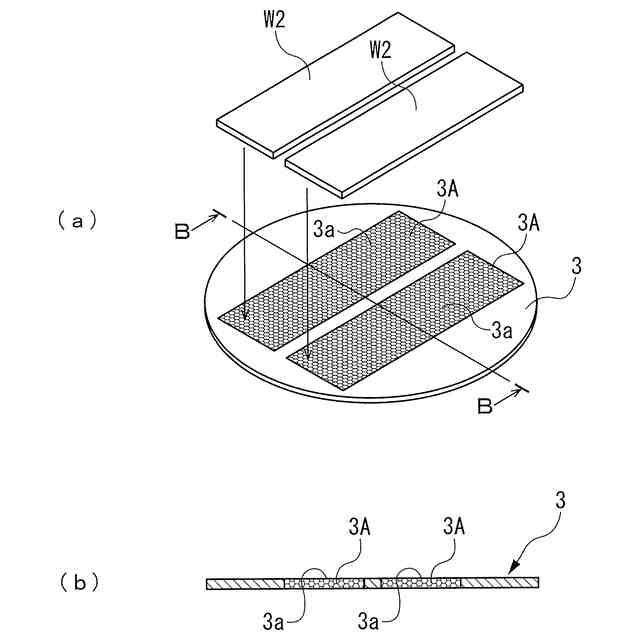
前記第2ワークの下面全面を吸引保持する大きさの第2保持面と、該第2保持面とその反対面とに連通する連通孔とを備え、前記第1保持面以上の大きさで前記第1保持面に対して着脱可能なプレートを格納するプレート格納部と、
該プレート格納部に格納された前記プレートを保持して前記チャックテーブルへ搬送する搬送機構と、
前記チャックテーブルに吸引保持すべき板状ワークが前記第1ワークであるか前記第2ワークであるかを設定するワーク設定部と、
該ワーク設定部によって設定された板状ワークが前記第2ワークであると前記搬送機構を駆動制御して前記プレートを前記チャックテーブルへと搬送する制御部と、
を備え、
前記ワーク設定部に設定された板状ワークが前記第1ワークのときは前記第1保持面で該第1ワークを吸引保持し、前記ワーク設定部に設定された板状ワークが前記第2ワークのときは前記第1保持面に前記プレートを介して該第2ワークを前記第2保持面で吸引保持することを特徴とする板状ワークの加工装置。
続きを表示(約 510 文字)
【請求項2】
請求項1記載の加工装置によって板状ワークを研削する板状ワークの加工方法であって、
前記ワーク設定部によって設定された板状ワークが前記第1ワークであるか前記第2ワークであるかを認識するワーク認識工程と、
該ワーク認識工程において前記第1ワークが認識されると、前記チャックテーブルの前記第1保持面に前記第1ワークを吸引保持させる保持工程と、
前記ワーク認識工程において前記第2ワークが認識されると、前記搬送機構によって前記プレートを前記プレート格納部から取り出して前記チャックテーブルへと搬送して該チャックテーブルの前記第1保持面に配置するプレート配置工程と、
該プレート配置工程の後、前記チャックテーブルの前記第1保持面に配置された前記プレートの前記保持面に前記非円形ワークを吸引保持させる保持工程と、
前記円形プレートの前記第2保持面に前記第2ワークを吸引保持させる第2保持工程と、
前記第1保持工程または前記第2保持工程によって保持された板状ワークを前記加工機構で加工する加工工程と、
を含むことを特徴とする板状ワークの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、形状が異なる板状ワークである第1ワークまたは第2ワークをチャックテーブルによって保持して加工するための板状ワークの加工装置及び加工方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
例えば、各種電子機器に用いられるICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削装置によって研削されて該ウェーハが所定の厚みになるまで薄化されている。ここで、ウェーハとしては、一般的には、単結晶のシリコン母材で構成された薄い円板状のものが専ら使用されており、この円板状のウェーハが円板状のチャックテーブルの円形の保持面上に吸引保持された状態で、チャックテーブルがウェーハと共に所定の回転速度で回転駆動され、所定の速度で回転する研削砥石によってウェーハが所定の均一な厚みになるように研削されている。
【0003】
ところで、研削装置によって研削されるウェーハは、円形のものだけに限らず、例えば、長方形などの非円形のウェーハがチャックテーブルに保持されて研削される場合もある(特許文献1参照)。このような非円形のワークを研削する場合には、円形の保持面を有するチャックテーブルを、非円形のワークの形状と同形状の保持面を有する他のチャックテーブルに変更し、このチャックテーブルの非円形の保持面で非円形のウェーハを保持してこれを研削している。
【0004】
また、研削される円形のウェーハには、外径が異なるものもあり、このような外径が異なる円形のウェーハを、チャックテーブルを交換することなく、1つのチャックテーブルの保持面上で保持することができるユニバーチャックテーブルが特許文献2において提案されている。このユニバーサルチャックテーブルは、ウェーハのサイズに対応する複数の保持面が仕切りによって仕切られており、ウェーハを保持面で吸引保持する場合には、該ワークのサイズに対応する吸引路を開き、吸引源による吸引力が作用する保持面の径を変更するようにしている。
【先行技術文献】
【特許文献】
【0005】
特開2020-055080号公報
特開2017-074628号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、従来のように研削すべき対象が円形のウェーハから非円形のウェーハに変更され、或いは非円形のウェーハから円形のウェーハに変更されるたびにチャックテーブルを交換する作業には、多大な時間と手間を要し、研削までに要する時間が長くなって効率が悪いという問題があった。
【0007】
また、特許文献2において提案されているユニバーサルチャックテーブルは、加工対象が円形ワークに限定されるばかりか、それぞれの吸引路を開閉する複数のバルブが必要であり、そのバルブの開閉制御が複雑であるという問題がある。
【0008】
本発明は、上記問題に鑑みてなされたもので、その目的は、形状が異なる板状ワークを、チャックテーブルを交換することなく効率よく加工することができる板状ワークの加工装置及び加工方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明は、板状ワークである第1ワークの下面全面を吸引保持する大きさの第1保持面によって前記第1ワークまたは平面視で該第1ワーク内に収まる大きさの板状ワークである第2ワークを吸引保持するチャックテーブルと、該チャックテーブルに吸引保持された前記第1ワークまたは前記第2ワークを加工する加工機構と、を備える板状ワークの加工装置であって、前記第2ワークの下面全面を吸引保持する大きさの第2保持面と、該第2保持面とその反対面とに連通する連通孔とを備え、前記第1保持面以上の大きさで前記第1保持面に対して着脱可能なプレートを格納するプレート格納部と、該プレート格納部に格納された前記プレートを保持して前記チャックテーブルへ搬送する搬送機構と、前記チャックテーブルに吸引保持すべき板状ワークが前記第1ワークであるか前記第2ワークであるかを設定するワーク設定部と、該ワーク設定部によって設定された板状ワークが前記第2ワークであると前記搬送機構を駆動制御して前記プレートを前記チャックテーブルへと搬送する制御部と、を備え、前記ワーク設定部に設定された板状ワークが前記第1ワークのときは前記第1保持面で該第1ワークを吸引保持し、前記ワーク設定部に設定された板状ワークが前記第2ワークのときは前記第1保持面に前記プレートを介して該第2ワークを前記第2保持面で吸引保持することを特徴とする。
【0010】
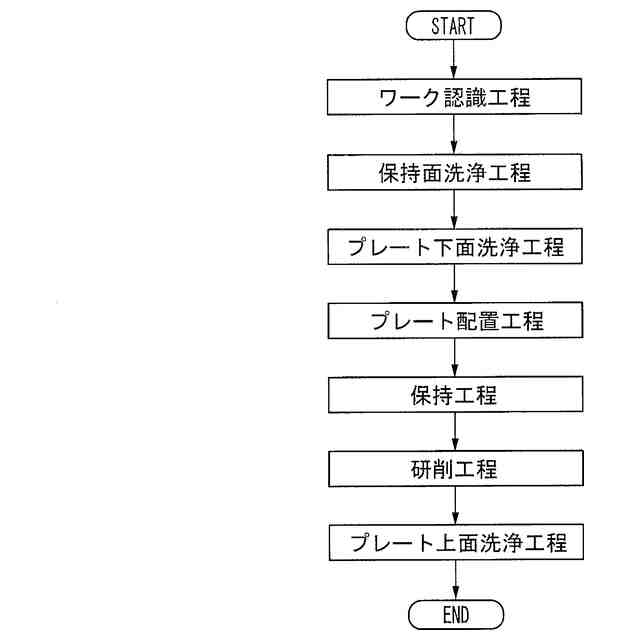
また、本発明は、前記加工装置によって板状ワークを加工する板状ワークの加工方法であって、前記ワーク設定部によって設定された板状ワークが前記第1ワークであるか前記第2ワークであるかを認識するワーク認識工程と、該ワーク認識工程において前記第1ワークが認識されると、前記チャックテーブルの前記第1保持面に前記第1ワークを吸引保持させる保持工程と、前記ワーク認識工程において前記第2ワークが認識されると、前記搬送機構によって前記プレートを前記プレート格納部から取り出して前記チャックテーブルへと搬送して該チャックテーブルの前記第1保持面に配置するプレート配置工程と、該プレート配置工程の後、前記チャックテーブルの前記第1保持面に配置された前記プレートの前記保持面に前記非円形ワークを吸引保持させる保持工程と、前記円形プレートの前記第2保持面に前記第2ワークを吸引保持させる第2保持工程と、前記第1保持工程または前記第2保持工程によって保持された板状ワークを前記加工機構で加工する加工工程と、
を含むことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
6日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
3日前
トヨタ自動車株式会社
バリ取り装置
14日前
キヤノン電子株式会社
加工工具、及び、加工装置
13日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
2日前
信越半導体株式会社
洗浄処理装置
2か月前
NTN株式会社
加工装置
28日前
株式会社ディスコ
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
2日前
株式会社マキタ
サンダ
28日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
1日前
富士紡ホールディングス株式会社
研磨パッド
1日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
3日前
株式会社ディスコ
加工方法
9日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
27日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研磨装置
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
加工装置
13日前
三菱重工業株式会社
加工器具及び加工方法
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ