TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042226
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149105
出願日
2023-09-14
発明の名称
ドレッシングボードおよびドレッシング方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
53/12 20060101AFI20250319BHJP(研削;研磨)
要約
【課題】ドレッシング直後の研削砥石によって研削されたウェーハの被研削面が粗くなることを抑制する。
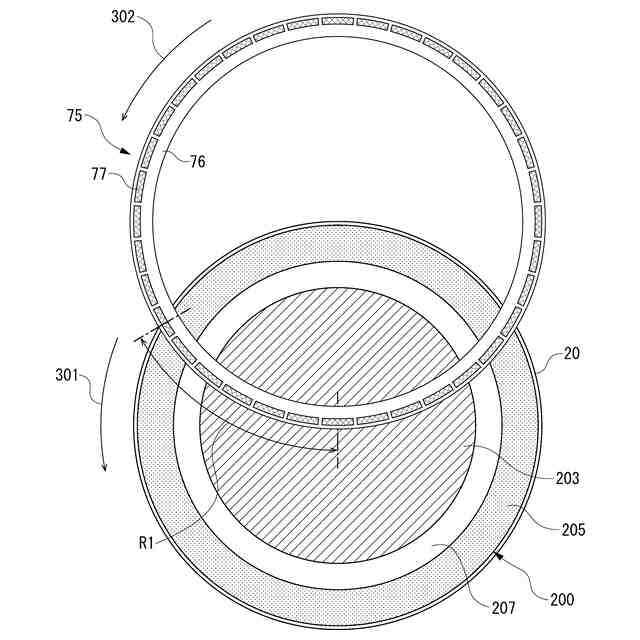
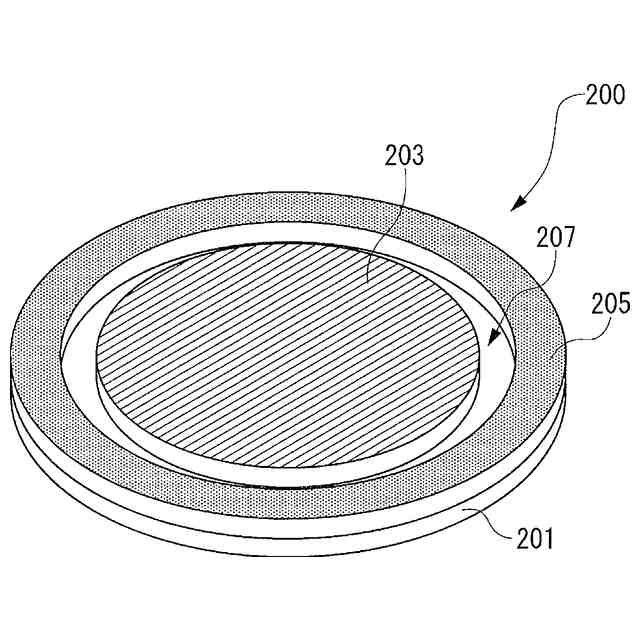
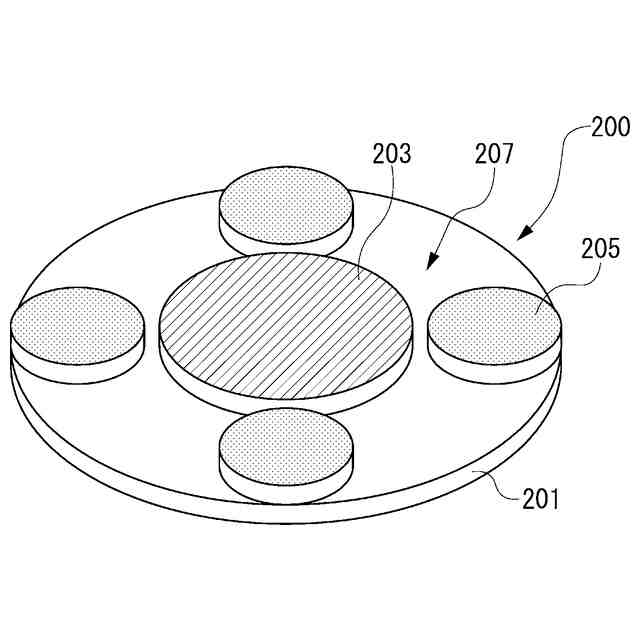
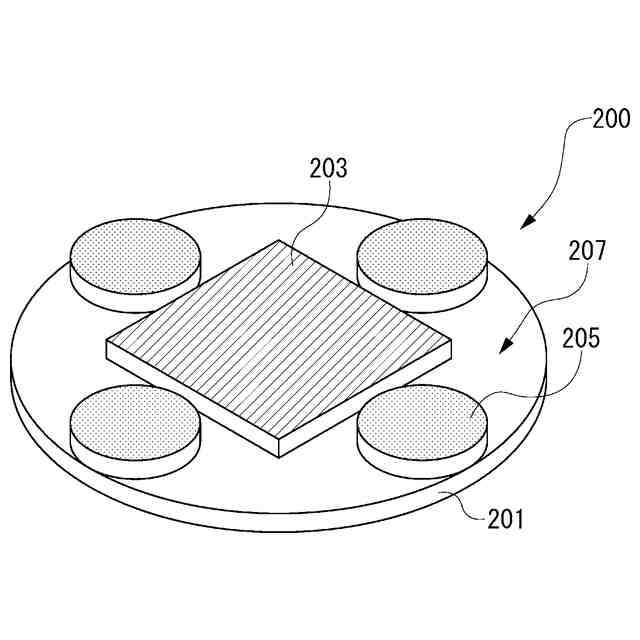
【解決手段】ドレッシングボード200では、ドレス砥石205が、整形ワーク203の外側に配置されている。これにより、ドレッシング工程では、各研削砥石77の下面が、ドレス砥石205、整形ワーク203の順にこれらに接触する。したがって、ドレス砥石205への接触によって研削砥石77の下面に新たな砥粒を突出させた後、この研削砥石77の下面を整形ワーク203に接触させることによって、新たに突出した砥粒の先端形状を整えることができる。このため、ドレッシング工程後の研削砥石77の下面を良好な状態とすることができる。これにより、ドレッシング直後の研削砥石77によって、ウェーハを、その被研削面を粗くすることを抑制しながら、良好に研削することができる。
【選択図】図5
特許請求の範囲
【請求項1】
研削ホイールにリング状に配置された研削砥石の下面をドレッシングするドレッシングボードであって、
円板状の基台と、
該基台の中央に配置され、該研削砥石のドレッシング後に研削される被加工物と同じ材質からなる整形ワークと、
前記基台における前記整形ワークの外側に配置され、ボンド剤で固定された砥粒を含むドレス砥石と、を備え、
前記整形ワークの上面と前記ドレス砥石の上面とが、互いに面一となるように形成されている、
ドレッシングボード。
続きを表示(約 590 文字)
【請求項2】
前記整形ワークと前記ドレス砥石とが、隙間が形成されるように前記基台に配置されている、
請求項1記載のドレッシングボード。
【請求項3】
請求項1または2記載のドレッシングボードを用いて、前記研削砥石の下面をドレッシングするドレッシング方法であって、
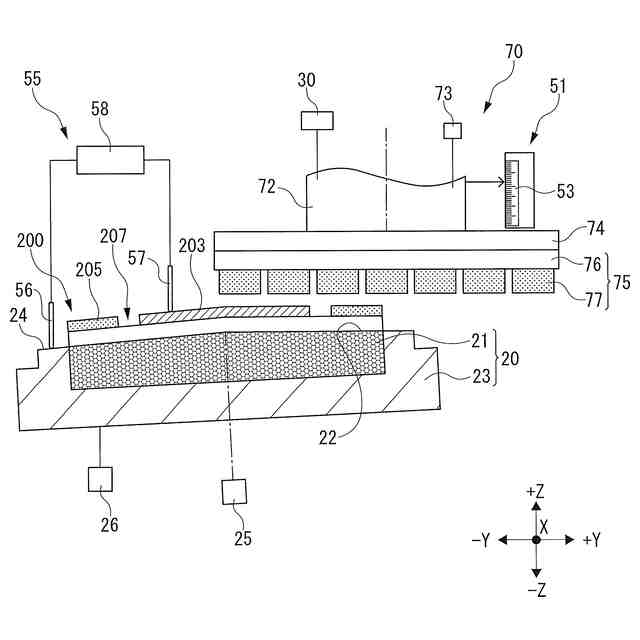
チャックテーブルの保持面によって、前記基台を介して前記ドレッシングボードを保持する保持工程と、
該保持工程で保持した前記ドレッシングボードの前記整形ワークの上面高さと、前記保持面の高さとを測定し、前記ドレッシングボードの厚みを算出する厚み算出工程と、
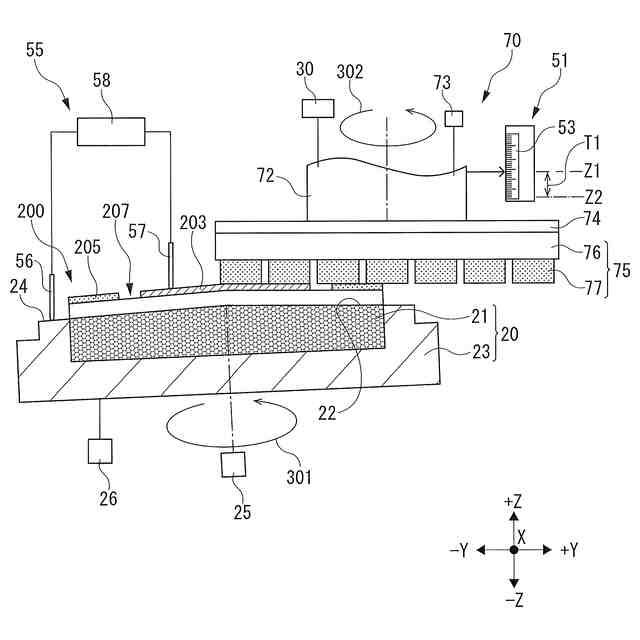
前記研削砥石を備えた研削機構を下降させ、前記ドレッシングボードの前記ドレス砥石と前記整形ワークとに前記研削砥石の下面を接触させることにより、該研削砥石の下面の目立てを行うドレッシング工程と、
該ドレッシング工程後の前記ドレッシングボードの厚みを算出するドレッシング後厚み算出工程と、
前記ドレッシング工程終了時の前記研削機構の高さ位置から、前記ドレッシング後厚み算出工程で算出された前記ドレッシングボードの厚み分だけ下がった前記研削機構の高さ位置を、前記保持面に前記研削砥石の下面が接触する前記研削機構の原点高さ位置として記憶するセットアップ工程と、
を含む、ドレッシング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドレッシングボードおよびドレッシング方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体ウェーハ等の製品ウェーハを研削して所望の厚さに薄化する研削加工では、研削砥石を環状に配設した研削ホイールを回転させ、製品ウェーハに研削砥石を当接させて、研削を行っている。そして、研削加工を遂行していくと、製品ウェーハが硬い材質であったら、研削砥石の研削面に露出している砥粒が摩滅して、研削砥石の研削能力が低下する。一方、製品ウェーハが軟らかい材質であったら、研削砥石の研削面に研削屑が詰まり砥粒の露出および自生発刃を妨げ、研削砥石の研削能力が低下する。
【0003】
そこで、研削砥石によってドレッシングボードを定期的に研削することによって、研削砥石の研削面に新たに砥粒を露出させ、研削面の研削能力を復活させる技術がある。このようなドレッシングボードは、グリーンカーボナイト(GC)またはホワイトアランダム(WA)の砥粒をボンド剤で結合しており、所定の形状に成形されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-217935号公報
特開2019-141949号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されているような従来のドレッシングボードを用いる場合、ドレッシング直後の研削砥石によって製品ウェーハを研削すると、製品ウェーハの被研削面が粗くなることがある。そこで、製品ウェーハの被研削面の粗さを抑えるために、ドレッシング直後に、製品ウェーハでない被研削物(ダミーウェーハ等)を研削砥石で研削することによって、研削面から突出した砥粒の先端形状を整える必要がある。しかし、このことは、ウェーハ研削におけるスループット低下の要因となっていた。
【0006】
そこで、ドレッシングボードを用いたドレッシングの直後の研削砥石で製品ウェーハを研削しても被研削面が粗くなることを抑制するために、特許文献2に開示のドレッシングボードでは、中央にドレス砥石を配置し、ドレス砥石の外側に、ウェーハと同じ材料からなるリング状の被研削物を配置している。
【0007】
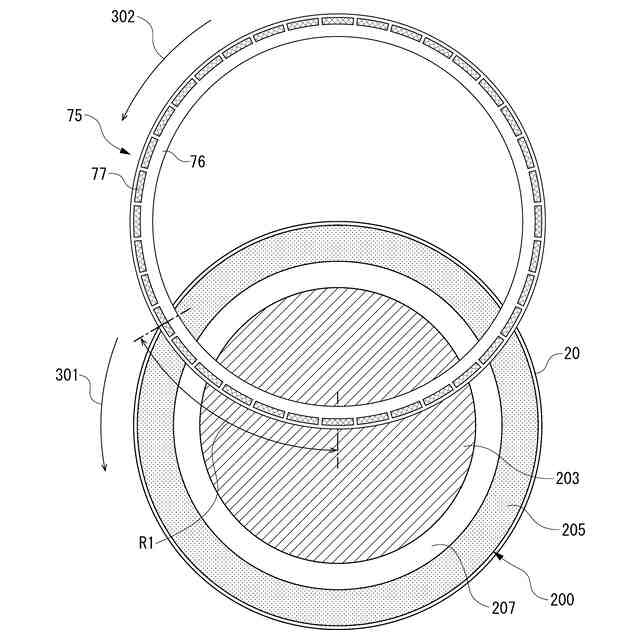
しかし、インフィード研削においては、ドレッシングボードの半径部分に研削砥石の下面を円弧状に接触させ、ドレッシングボードの外周から中心に向かって研削を実施する。このため、インフィード研削においては、研削砥石が、中央のドレス砥石を研削した直後にドレッシングボードから離れることになる。このため、特に製品ウェーハの研削量が小さい場合には、製品ウェーハの被研削面が粗くなってしまう。
【0008】
したがって、本発明の目的は、ドレッシング直後の研削砥石によって製品ウェーハを研削した場合に、製品ウェーハの被研削面が粗くなることを抑制することにある。
【課題を解決するための手段】
【0009】
本発明のドレッシングボード(本ドレッシングボード)は、研削ホイールにリング状に配置された研削砥石の下面をドレッシングするドレッシングボードであって、円板状の基台と、該基台の中央に配置され、該研削砥石のドレッシング後に研削される被加工物と同じ材質からなる整形ワークと、前記基台における前記整形ワークの外側に配置され、ボンド剤で固定された砥粒を含むドレス砥石と、を備え、前記整形ワークの上面と前記ドレス砥石の上面とが、互いに面一となるように形成されている。
【0010】
本ドレッシングボードでは、前記整形ワークと前記ドレス砥石とが、隙間が形成されるように前記基台に配置されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
9日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
6日前
キヤノン電子株式会社
加工工具、及び、加工装置
16日前
株式会社IHI
ブラストガン
1か月前
トヨタ自動車株式会社
バリ取り装置
17日前
株式会社精工技研
研磨装置および研磨方法
5日前
株式会社ディスコ
加工装置
1か月前
NTN株式会社
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
5日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
4日前
富士紡ホールディングス株式会社
研磨パッド
6日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
1か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
12日前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
2か月前
三菱重工業株式会社
加工器具及び加工方法
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社荏原製作所
透明液充填方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ