TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042157
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149004
出願日
2023-09-14
発明の名称
ウエーハの処理方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
37/005 20120101AFI20250319BHJP(研削;研磨)
要約
【課題】一種類のスラリーを利用して研磨と酸化膜形成との両方の処理を実現することができるウエーハの処理方法を提供する。
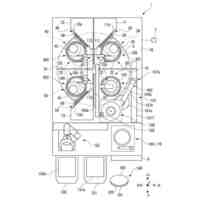
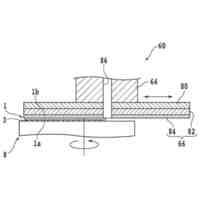
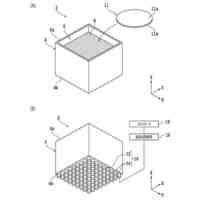
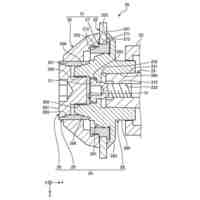
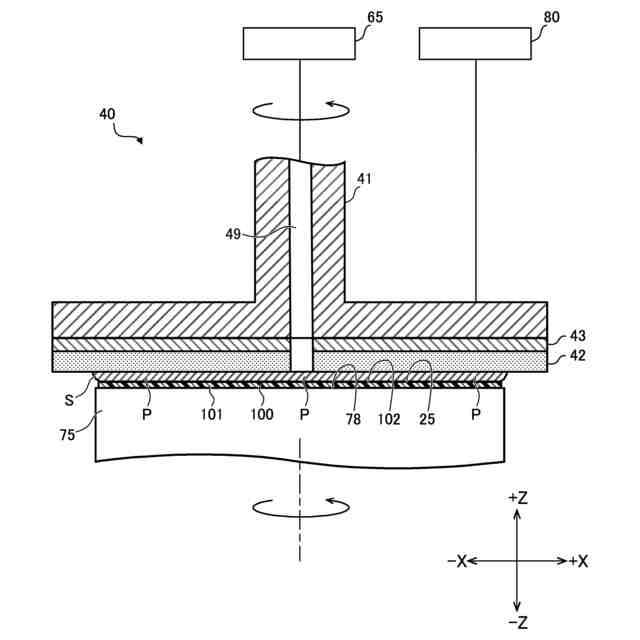
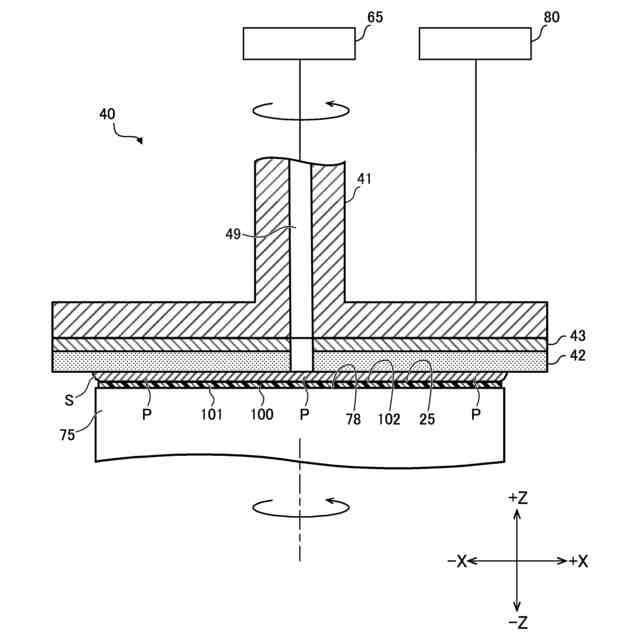
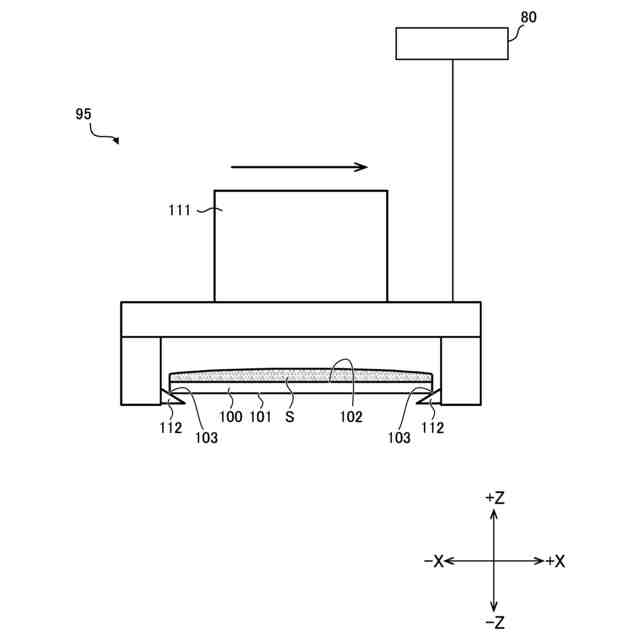
【解決手段】ウエーハ100の処理方法であって、アルカリ性溶液と、砥粒と、過酸化水素水と、を含むスラリーSを加工点Pに供給しつつ、回転する研磨パッド42をウエーハ100に対して第一の圧力で相対的に押圧して研磨する研磨ステップと、スラリーSを加工点Pに供給しつつ、回転する研磨パッド42をウエーハ100に対して第一の圧力より小さい第二の圧力で押圧してウエーハ100の研磨面に酸化膜を形成する酸化膜形成ステップと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ウエーハの処理方法であって、
アルカリ性溶液と、砥粒と、過酸化水素水と、を含むスラリーを加工点に供給しつつ、
回転する研磨パッドをウエーハに対して第一の圧力で相対的に押圧して研磨する
研磨ステップと、
該スラリーを該加工点に供給しつつ、
回転する該研磨パッドをウエーハに対して該第一の圧力より小さい第二の圧力で押圧して
ウエーハの研磨面に酸化膜を形成する
酸化膜形成ステップと、
を備えることを特徴とするウエーハの処理方法。
続きを表示(約 370 文字)
【請求項2】
該過酸化水素水は、該スラリーの全質量に対して、
0.15質量%から0.30質量%である
ことを特徴とする請求項1に記載のウエーハの処理方法。
【請求項3】
該酸化膜形成ステップの後に、
ウエーハを洗浄する洗浄ステップをさらに備える
ことを特徴とする請求項1または2に記載のウエーハの処理方法。
【請求項4】
該酸化膜形成ステップで形成された該酸化膜を残存させた状態で、
該酸化膜の上に成膜する成膜ステップを実施する
ことを特徴とする請求項1または2に記載のウエーハの処理方法。
【請求項5】
該研磨パッドは砥粒を含まない不織布またはポリウレタンである
ことを特徴とする請求項1または2に記載のウエーハの処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウエーハの処理方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
Siにより形成されたウエーハ(以下「Siウエーハ」とも呼ぶ)の研磨面は疎水性になるため、研磨後のウエーハが洗浄前に乾燥してしまい、異物の固着やスラリーの痕が生じるという問題があった。そのためウエーハの研磨後直ちに、研磨用のスラリーから、セルロースなどの有機物を含む親水性付与用のスラリーに切り替えてセルロースをウエーハ表面に付着させ親水化し、その後にセルロースを除去し酸化膜を形成するために専用の洗浄液で洗浄するのが一般的である。
【0003】
また、ウエーハを研磨する研磨処理、およびセルロースなどの有機物を含む親水化処理液をウエーハに供給して親水化する処理を行った後、洗浄液を使用して研磨処理で発生した研磨屑を除去する洗浄処理が行われるウエーハの加工方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2013-004910号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の技術においては、研磨処理において研磨用のスラリーと親水性付与用のスラリーの二種類のスラリーを使用するためコストが増大するとともに、洗浄処理で酸化膜を形成する際に追加の工数が発生するという問題があった。したがって、ウエーハの処理において、コストを削減するとともに工数を削減する、という解決すべき課題がある。
【0006】
本発明は係る点に鑑みてなされたものであり、一種類のスラリーを利用して研磨と酸化膜形成との両方の処理を実現することができるウエーハの処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のウエーハの処理方法は、アルカリ性溶液と、砥粒と、過酸化水素水と、を含むスラリーを加工点に供給しつつ、回転する研磨パッドをウエーハに対して第一の圧力で相対的に押圧して研磨する研磨ステップと、該スラリーを該加工点に供給しつつ、回転する該研磨パッドをウエーハに対して該第一の圧力より小さい第二の圧力で押圧してウエーハの研磨面に酸化膜を形成する酸化膜形成ステップと、を備える。
【0008】
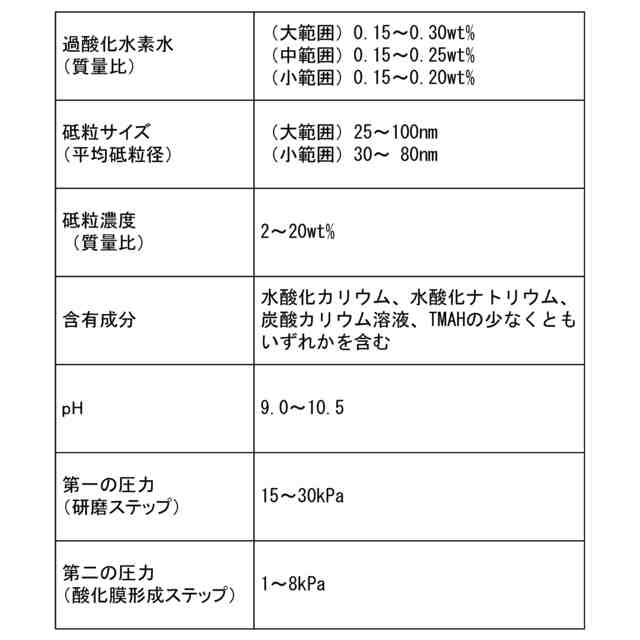
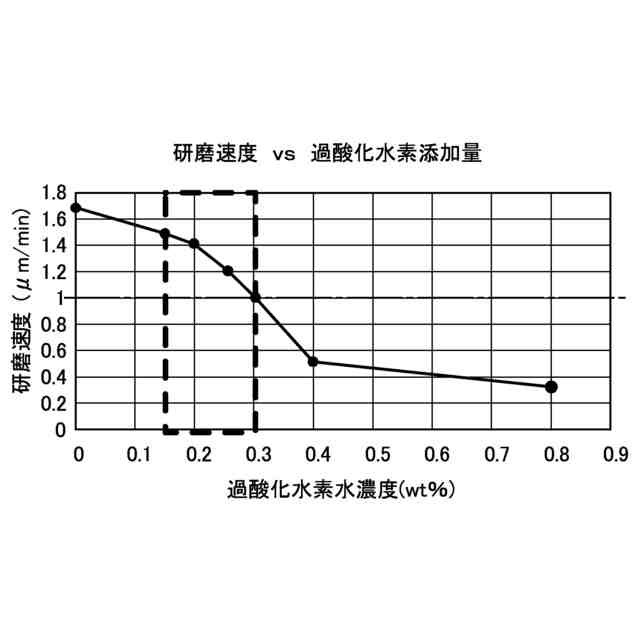
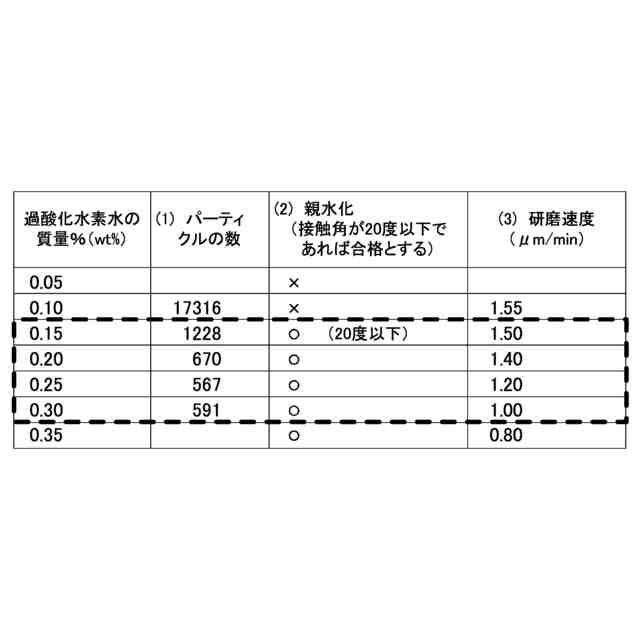
また、本発明のウエーハの処理方法の該過酸化水素水は、該スラリーの全質量に対して、0.15質量%から0.30質量%であってもよい。
【0009】
また、本発明のウエーハの処理方法は、該酸化膜形成ステップの後に、ウエーハを洗浄する洗浄ステップをさらに備えてもよい。
【0010】
また、本発明のウエーハの処理方法は、該酸化膜形成ステップで形成された該酸化膜を残存させた状態で、該酸化膜の上に成膜する成膜ステップを実施してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
被覆装置
10日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
貼着方法
10日前
株式会社ディスコ
切削装置
10日前
株式会社ディスコ
研削装置
11日前
株式会社ディスコ
湾曲矯正方法
12日前
株式会社ディスコ
板状物の加工方法
10日前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社ディスコ
被加工物の加工方法
11日前
株式会社ディスコ
洗浄機及び洗浄方法
12日前
株式会社ディスコ
研磨装置及び研磨方法
10日前
株式会社ディスコ
試験装置及び試験方法
12日前
株式会社ディスコ
加工方法、及び、切削装置
11日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
5日前
株式会社ディスコ
フランジ機構、切削装置及び切削ブレード
10日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
3日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
11日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
10日前
株式会社ディスコ
エッジトリミング方法及びエッジトリミング装置
11日前
株式会社ディスコ
レーザ加工方法、基板の製造方法及びレーザ加工装置
11日前
株式会社ディスコ
保護膜形成方法
3日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
23日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
20日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社精工技研
研磨装置および研磨方法
19日前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
11日前
NTN株式会社
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
日本特殊研砥株式会社
超弾性砥石
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ