TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063572
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172905
出願日
2023-10-04
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
37/013 20120101AFI20250409BHJP(研削;研磨)
要約
【課題】厚みが均一な薄化された被加工物を得る。
【解決手段】チャックテーブルと、被加工物の被加工面を研削加工する研削ホイールを備えた研削ユニットと、該被加工面を研磨加工する研磨パッドを備えた研磨ユニットと、該被加工物の厚みを測定する測定ユニットと、を用いて該被加工物を加工する被加工物の加工方法であって、該被加工物を該被加工面から該研削ユニットで研削する研削ステップと、該研削ステップの後、該被加工物の複数の測定箇所における厚みを該測定ユニットで測定して該被加工物の厚み分布に関する情報を得る測定ステップと、該被加工物を該被加工面から該研磨ユニットで研磨する研磨ステップと、を含み、該研磨ステップでは、該測定ステップで得られた該被加工物の該厚み分布に関する情報に基づいて研磨条件を決定して該被加工物の研磨を実施する。
【選択図】図9
特許請求の範囲
【請求項1】
チャックテーブルと、該チャックテーブルで保持された被加工物の被加工面を研削加工する研削ホイールを備えた研削ユニットと、該チャックテーブルで保持された該被加工物の該被加工面を研削後に研磨加工する研磨パッドを備えた研磨ユニットと、該チャックテーブルで保持された該被加工物の厚みを測定する測定ユニットと、を用いて該被加工物を加工する被加工物の加工方法であって、
該被加工物を該被加工面から該研削ユニットで研削する研削ステップと、
該研削ステップの後、該被加工物の複数の測定箇所における厚みを該測定ユニットで測定して該被加工物の厚み分布に関する情報を得る測定ステップと、
該被加工物を該被加工面から該研磨ユニットで研磨する研磨ステップと、を含み、
該研磨ステップでは、該測定ステップで得られた該被加工物の該厚み分布に関する情報に基づいて研磨条件を決定して該被加工物の研磨を実施することを特徴とする被加工物の加工方法。
続きを表示(約 650 文字)
【請求項2】
複数の種類の該研磨条件が登録された記憶部を有し、該研磨ユニットを制御するコントローラをさらに用いて該被加工物を加工する請求項1に記載の被加工物の加工方法であって、
該研磨ステップでは、該コントローラは、該測定ステップで得られた該被加工物の該厚み分布に関する情報に基づいて該記憶部に登録された複数の種類の該研磨条件のうち該被加工物の厚みを均一化に有利な該研磨条件を読み出し、読み出された該研磨条件に従って該被加工物の研磨を進行させることを特徴とする被加工物の加工方法。
【請求項3】
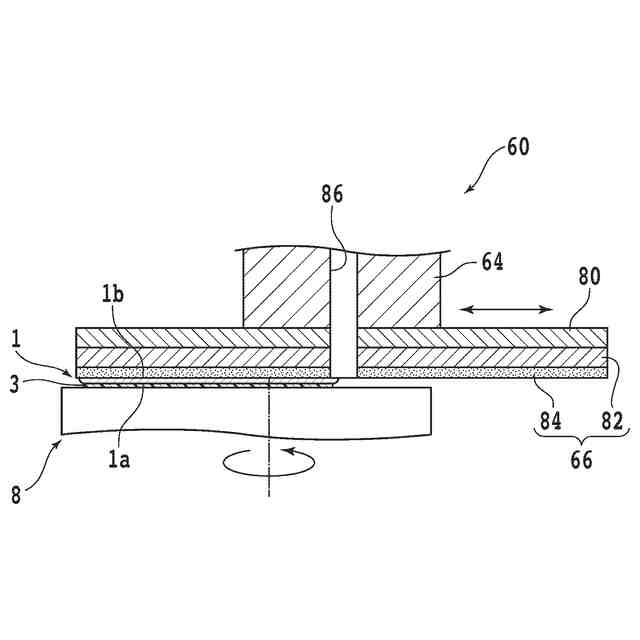
該研磨ユニットの該研磨パッドは、該被加工物の外径よりも大きい外径を有し、
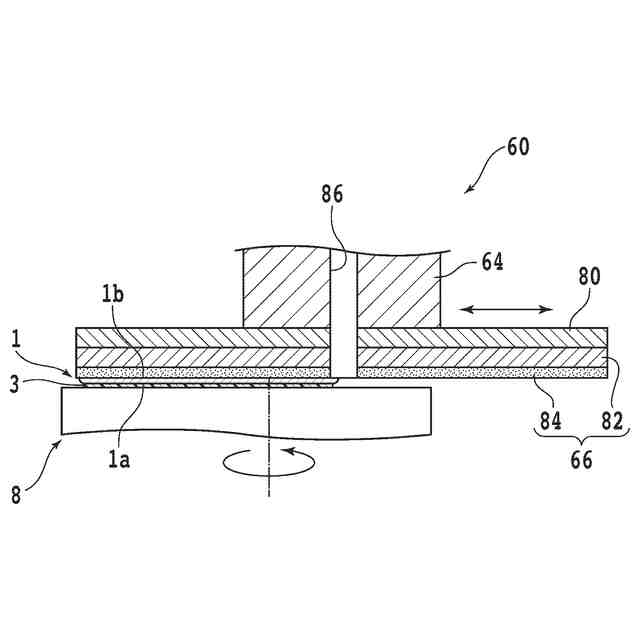
該研磨ステップでは、該被加工物を保持する該チャックテーブルと、該研磨パッドと、を該被加工物の該被加工面に平行な方向に沿った相対的な揺動を実施しながら該研磨パッドで該被加工物を研磨し、
該研磨ステップでは、該記憶部から読み出された該研磨条件により該揺動の量と、該揺動の中心位置と、が定められることを特徴とする請求項2に記載の被加工物の加工方法。
【請求項4】
該記憶部に登録された該研磨条件には、該被加工物の該被加工面において該研磨パッドの外周に該被加工物の外周が内接するときの該研磨パッド及び該被加工物の相対位置を基準位置とした場合における該基準位置と、該揺動の該中心位置と、の距離が含まれるとともに、該揺動の量が含まれることを特徴とする請求項3に記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状の被加工物を研削及び研磨して所定の厚さに薄化する被加工物の加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
携帯電話機やパーソナルコンピュータに代表される電子機器では、電子回路等のデバイスを備えるデバイスチップが必須の構成要素になっている。デバイスチップは、例えば、シリコン等の半導体材料でなるウェーハを分割予定ライン(ストリート)で複数の領域に区画し、各領域にデバイスを形成した後、このウェーハを分割予定ラインで分割することにより得られる。そして、ウェーハを分割する前にウェーハを薄化しておくと、最終的に薄型のデバイスチップを製造できる。
【0003】
ウェーハ等の板状の被加工物の薄化は、砥粒を含む研削砥石が固定された円環状の研削ホイールが使用されて実施される(特許文献1参照)。一般的に、被加工物を研削すると被加工面に加工痕や加工歪み等の微小な凹凸形状が残される。そのため、被加工面から凹凸形状を除去する等の目的で、研削後の被加工物にはCMP(Chemical Mechanical Polishing)等の研磨処理がされる(特許文献2参照)。
【0004】
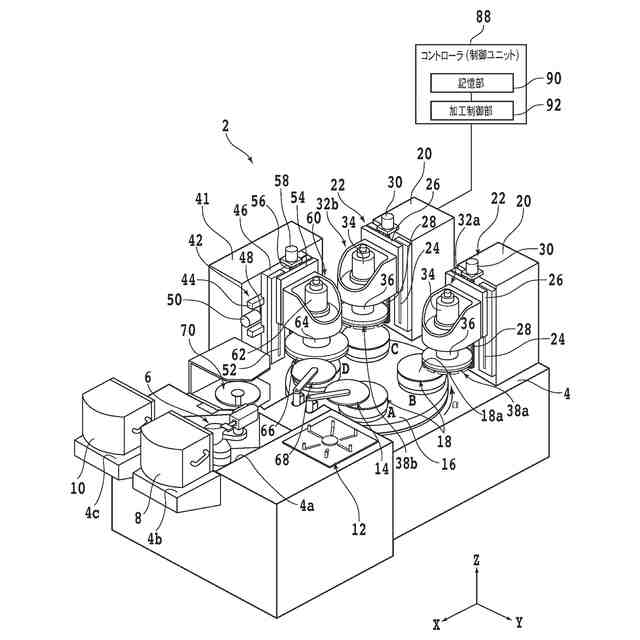
この一連の被加工物の加工には、研削ユニットと、研磨ユニットと、を備える研削研磨装置が使用される(特許文献3参照)。研削研磨装置は、被加工物の特定の領域において厚みを監視しながら被加工物を研削し、被加工物が所定の厚さになったことが確認されたときに、被加工物の研削を終了する。その後、研削された被加工物を所定の条件で研磨する。
【先行技術文献】
【特許文献】
【0005】
特開2000-288881号公報
特開平8-99265号公報
特開2002-283243号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、チップが搭載される電子機器の小型化、高機能化の傾向が著しく、これに伴い量産されるチップの品質の安定性が重要視されている。例えば、チップの品質の安定化のために、薄化されたウェーハにおいてウェーハ全体の高い厚みの均一性(TTV:Total Thickness Variation)が求められている。
【0007】
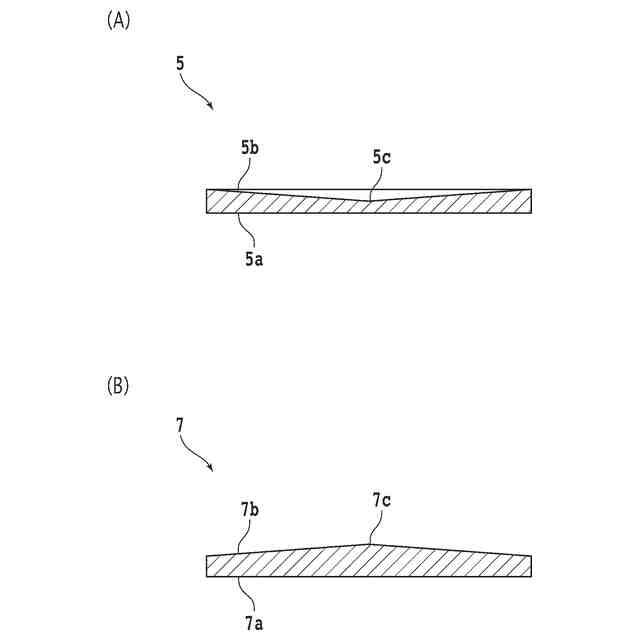
しかしながら、研削研磨装置で被加工物を所定の条件で研削すると、被加工物自身の厚みのばらつきや研削研磨装置の状態等の影響により、研削された被加工物の被加工面が平坦にならない場合がある。すなわち、被加工物の被加工面の各所で高さのばらつきが生じることがある。そして、被加工面の高さが均一でない被加工物を単に所定の条件で研磨すると、研磨後の被加工面の高さも不均一となる。
【0008】
そこで、被加工物の厚みを均一にできる被加工物の加工方法が求められる。ただし、各被加工物の被加工面の高さのばらつきは一様ではなく、同種の被加工物を同じ研削研磨装置で同じ加工条件で加工した場合にも各被加工物で異なるばらつきが発生する。そのため、被加工物を厚みが均一となるように加工するのは容易ではない。
【0009】
本発明はかかる問題点に鑑みてなされたものであり、その目的とするところは、被加工物を加工して厚みが均一な薄化された被加工物を得る被加工物の加工方法を提供することである。
【課題を解決するための手段】
【0010】
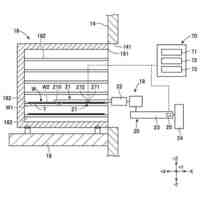
本発明の一態様によれば、チャックテーブルと、該チャックテーブルで保持された被加工物の被加工面を研削加工する研削ホイールを備えた研削ユニットと、該チャックテーブルで保持された該被加工物の該被加工面を研削後に研磨加工する研磨パッドを備えた研磨ユニットと、該チャックテーブルで保持された該被加工物の厚みを測定する測定ユニットと、を用いて該被加工物を加工する被加工物の加工方法であって、該被加工物を該被加工面から該研削ユニットで研削する研削ステップと、該研削ステップの後、該被加工物の複数の測定箇所における厚みを該測定ユニットで測定して該被加工物の厚み分布に関する情報を得る測定ステップと、該被加工物を該被加工面から該研磨ユニットで研磨する研磨ステップと、を含み、該研磨ステップでは、該測定ステップで得られた該被加工物の該厚み分布に関する情報に基づいて研磨条件を決定して該被加工物の研磨を実施することを特徴とする被加工物の加工方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
保護部材形成装置
2日前
株式会社ディスコ
ウェーハの研削方法
2日前
株式会社ディスコ
バリ除去装置、バリ除去方法
2日前
株式会社ディスコ
チャックテーブル及び加工装置
2日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
3日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
5日前
トヨタ自動車株式会社
外径測定方法
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
6日前
株式会社リブラ
ブラスト加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
1か月前
株式会社ディスコ
加工装置
2か月前
NTN株式会社
加工装置
2か月前
株式会社東京精密
ワーク加工装置
5日前
株式会社東京精密
ワーク加工装置
5日前
日本特殊研砥株式会社
超弾性砥石
1か月前
信越半導体株式会社
洗浄処理装置
3か月前
リックス株式会社
ドライアイス噴射装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
5日前
株式会社マキタ
サンダ
2か月前
株式会社荏原製作所
研磨装置
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
18日前
株式会社荏原製作所
研磨装置
10日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社プロテリアル
焼結磁石の製造方法
1か月前
株式会社ディスコ
加工具
4か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ