TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056610
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023166191
出願日
2023-09-27
発明の名称
ガラス基板の製造方法
出願人
日本電気硝子株式会社
代理人
弁理士法人矢野内外国特許事務所
主分類
B24B
9/10 20060101AFI20250401BHJP(研削;研磨)
要約
【課題】円盤形状のガラス基板の周縁端部に端面加工を施す工程を備えた、ガラス基板の製造方法であって、設備コストの増加を伴うことなく、高精度な端面加工の加工精度を長期間に亘って維持することができる、ガラス基板の製造方法を提供する。
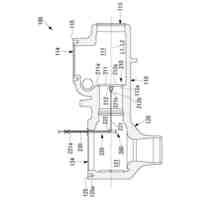
【解決手段】定盤2の上面22aに円盤形状のガラス基板Gを載置して保持する保持工程S01と、定盤2によって保持されたガラス基板Gを、当該定盤2とともに軸心Z1を中心にして回転させる回転工程S02と、回転するガラス基板Gの端面Gaに研削ツール3を押し当て、ガラス基板Gの端面加工を施す端面加工工程S03とを備え、保持工程S01において、定盤2は、金属製の部材からなる第1定盤21と、ガラス製の部材からなり、第1定盤21の上面21aにおいて、着脱可能に積層配置される第2定盤22とを有する。
【選択図】図2
特許請求の範囲
【請求項1】
円盤形状のガラス基板の製造方法であって、
定盤の上面に円盤形状のガラス基板を載置して保持する保持工程と、
前記定盤によって保持された前記ガラス基板を、当該定盤とともに軸心を中心にして回転させる回転工程と、
回転する前記ガラス基板の端面に加工具を押し当て、前記ガラス基板の端面加工を施す端面加工工程とを備え、
前記保持工程において、
前記定盤は、
金属製の部材からなる第1定盤と、
ガラス製の部材からなり、前記第1定盤における前記ガラス基板側の主面において、着脱可能に積層配置される第2定盤とを有する、
ことを特徴とするガラス基板の製造方法。
続きを表示(約 480 文字)
【請求項2】
前記第2定盤において、
前記第1定盤側との反対側の主面における平坦度(TTV)は、3μm以下である、
ことを特徴とする、請求項1に記載のガラス基板の製造方法。
【請求項3】
前記第2定盤のビッカース硬さ(HV1)は、前記ガラス基板のビッカース硬さ(HV2)以下である、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の製造方法。
【請求項4】
前記第1定盤における前記ガラス基板側の主面は、円形状に形成され、
前記第2定盤は、円盤形状に形成され、
前記第2定盤の直径をL2、前記第1定盤における当該主面の直径をL1とすると、L1≦L2である、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の製造方法。
【請求項5】
前記第1定盤は、
前記ガラス基板側の主面において、
前記第2定盤を吸着可能な吸着手段を有する、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、円盤形状のガラス基板の端面加工を施す工程を備えた、ガラス基板の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
近年、例えば半導体ウエハーのバックグラインド工程において、半導体ウエハーを支持する支持体の一例として、円盤形状のガラス基板からなる支持体が知られている(例えば、「特許文献1」を参照)。このような円盤形状のガラス基板の製造工程においては、作製されたガラス基板の周縁端部に対して、R面取りやC面取り等に代表される面取り加工(端面加工)を施すのが一般的である。
【0003】
ここで、上記端面加工については、従来より、以下の手順に従い実行されている。即ち、先ず始めに、円盤形状のガラス基板を、水平姿勢の状態で定盤上に載置して固定し、当該定盤とともに軸心を中心として回転させる。次に、同じく軸心を中心にして回転する略円筒形状の研削ツールの外周面を、上記ガラス基板の端面に押し当てる。これにより、上記研削ツールの外周面に形成されている溝部の形状が、ガラス基板の周縁端部に転写され、当該周縁端部に所定の端面加工が施される。
【先行技術文献】
【特許文献】
【0004】
国際公開第2016/047210号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、端面加工が施されたガラス基板の周縁端部の形状が十分に安定していないと、例えば半導体ウエハーの製造工程において、当該ガラス基板からなる支持体に半導体ウエハーを取付けるデボンド作業を精度良く行うことができず、その後実行される各プロセスにおいて不良を誘発する可能性が高まることから、ガラス基板の周縁端部に施される端面加工の要求精度については、近年増々高精度になっている。
【0006】
ここで、前述した従来の端面加工の手法においては、定盤の載置面の平面精度(平坦度等)が、上記端面加工の加工精度に大きく寄与するため、当該載置面の平面精度をより高精度に仕上げることが重要である。即ち、定盤の載置面の平面精度が十分でない場合、当該載置面に載置されたガラス基板は、周縁端部がやや波打つように軸心を中心として回転されることとなる。その結果、研削ツールの外周面を押し当てることで形成される、ガラス基板の周縁端部の形状は、周方向において加工精度のばらつきが大きくなることから、定盤の載置面における平面精度を、より高精度に仕上げることが重要である。
【0007】
一方、一般的に定盤は、例えばアルミニウムやステンレス鋼等の金属製部材からなるため、載置面の平面精度を高精度に仕上げるためには加工コストが嵩むこと、また精度に限界があるという問題があった。また、このような金属製部材からなる定盤においては、たとえ載置面の平面精度を高精度に仕上げたとしても、載置面の形状の経年変化によって平面精度の劣化が進むため、長期間に亘って載置面の平面精度を高精度に維持することが困難であるという問題があった。
【0008】
本発明は、以上に示した現状の問題点に鑑みてなされたものであり、円盤形状のガラス基板の周縁端部に端面加工を施す工程を備えた、ガラス基板の製造方法であって、設備コストの増加を伴うことなく、高精度な端面加工の加工精度を長期間に亘って維持することができる、ガラス基板の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
即ち、本発明の態様1に係るガラス基板の製法方法は、円盤形状のガラス基板の製造方法であって、定盤の上面に円盤形状のガラス基板を載置して保持する保持工程と、前記定盤によって保持された前記ガラス基板を、当該定盤とともに軸心を中心にして回転させる回転工程と、回転する前記ガラス基板の端面に加工具を押し当て、前記ガラス基板の端面加工を施す端面加工工程とを備え、前記保持工程において、前記定盤は、金属製の部材からなる第1定盤と、ガラス製の部材からなり、前記第1定盤における前記ガラス基板側の主面において、着脱可能に積層配置される第2定盤とを有することを特徴とする。このように、本発明に係るガラス基板の製造方法においては、研磨加工を施すことで、高精度な平面精度(平坦度等)を実現可能なガラス製の部材によって、被加工物である円盤形状のガラス基板を定盤上に載置する際に直接接触する第2定盤を形成することから、設備コストの大幅な増加を伴うことなく、当該ガラス基板の周縁端部に対して、高精度な端面加工を行うことができる。また、本発明に係るガラス基板の製造方法によれば、比較的製造コストの低廉なガラス製の部材からなる第2定盤を消耗品として取り扱い、比較的短期間の一定周期毎に、新たな第2定盤に逐次更新することにより、高精度な端面加工の加工精度を、長期間に亘って維持することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
10日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
7日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
6日前
キヤノン電子株式会社
加工工具、及び、加工装置
17日前
トヨタ自動車株式会社
バリ取り装置
18日前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
日本特殊研砥株式会社
超弾性砥石
今日
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
6日前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
1か月前
富士紡ホールディングス株式会社
研磨パッド
7日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
5日前
富士紡ホールディングス株式会社
研磨パッド
5日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
13日前
株式会社ディスコ
研削装置
1か月前
学校法人 中央大学
表面処理方法
3か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研磨装置
3か月前
三菱重工業株式会社
加工器具及び加工方法
1か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ