TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165880
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082451
出願日
2023-05-18
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
B24B
53/00 20060101AFI20241121BHJP(研削;研磨)
要約
【課題】振動センサが異常となる交換時期を判断することが可能となる加工装置を提供する。
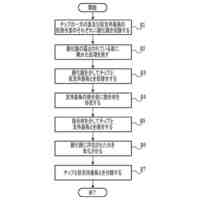
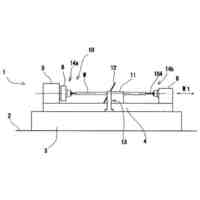
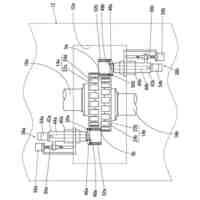
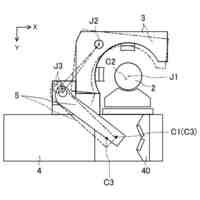
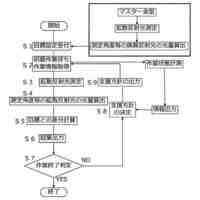
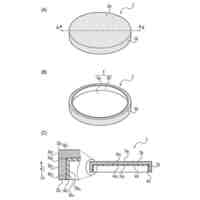
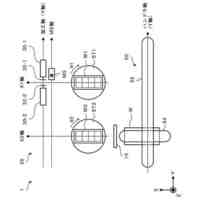
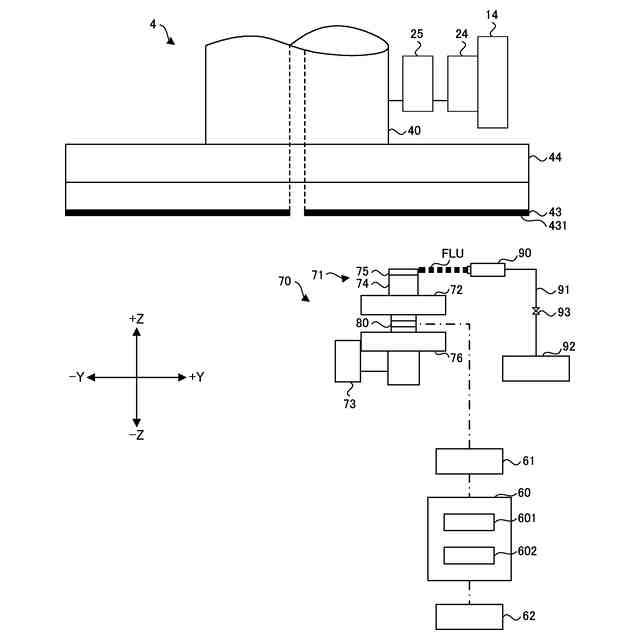
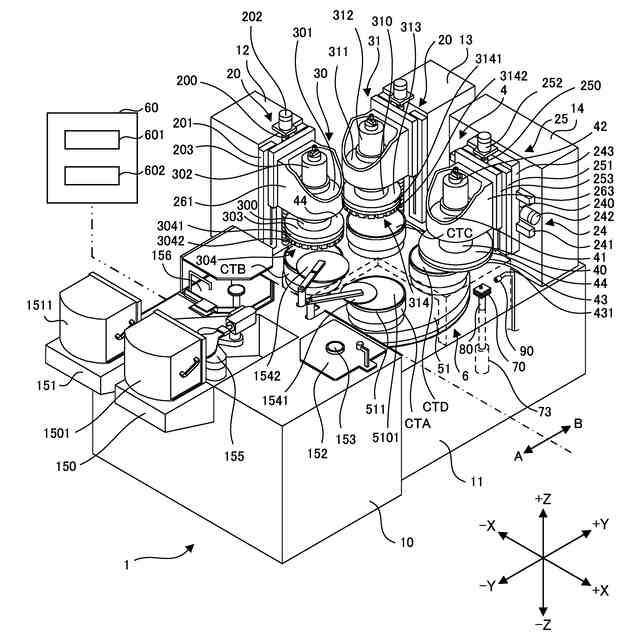
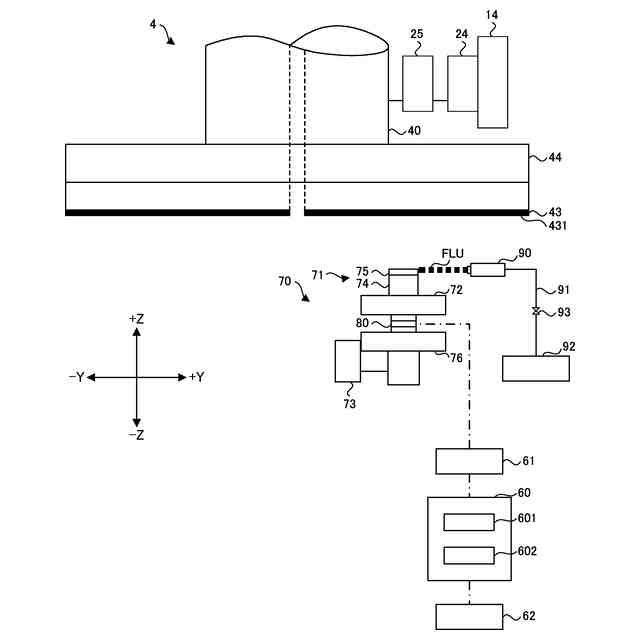
【解決手段】研磨パッド43でワークを加工する加工装置1であって、ワークを保持するチャックテーブルと、研磨パッド43の研磨面431でワークを加工する研磨機構4と、研磨機構4を昇降させる昇降機構25と、研磨パッド43の研磨面431をドレッシングするドレス砥石75を備えるドレスユニット70と、ドレス砥石75の上端面に研磨パッド43の研磨面431が接触した際の弾性波を検出する振動センサ80と、ドレス砥石75に流体FLUを噴射するノズルと、流体FLUがドレス砥石75に当たったことにより振動センサ80が検出した出力電圧Vaが、予め設定した閾値Vt以上であったら振動センサ80が正常、閾値Vt未満であったら振動センサ80が異常と判断する制御部601と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
加工具でワークを加工する加工装置であって、
該ワークを保持するチャックテーブルと、該加工具の下面で該ワークを加工する加工機構と、該加工機構を昇降させる昇降機構と、該加工具の下面をドレッシングするドレス砥石を備えるドレスユニットと、該ドレス砥石の上端面に該加工具の下面が接触した際の弾性波を検出する振動センサと、該ドレス砥石に流体を噴射するノズルと、
該流体が該ドレス砥石に当たったことにより該振動センサが検出した値が、予め設定した許容範囲に入っていたら該振動センサが正常、許容範囲外であったら該振動センサが異常と判断する判断部と、を備える加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工具でワークを加工する加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
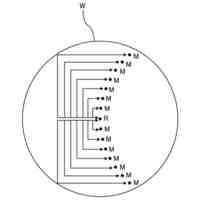
加工具でワークを加工する加工装置として、特許文献1-3に開示のように、研磨パッドの下面などの研磨面でウェーハなどのワークを研磨する研磨装置が知られている。従来の研磨装置においては、研磨パッドによる研磨レートを維持させるために、複数枚のウェーハを研磨するごとに、回転する研磨パッドの研磨面にドレス砥石を接触させて、研磨面のドレッシングを行う。そして、ドレッシングが行われた後の研磨パッドの量は、特許文献4に開示の研磨装置のように物理的に算出されている。
【0003】
ドレス砥石を配置したドレッシングユニットには、ドレス砥石を研磨面に接触させたときに発生する弾性波を検出するAE(Acoustic Emission)センサなどの振動センサが配置されている。ドレス砥石に研磨面を接触させた際に振動センサから出力される出力信号は、アンプユニットで出力電圧に変換され、その出力電圧の大きさが所定の値以上になった時の研磨面高さで、研磨パッドを水平方向に移動させドレッシングが行われる。
【先行技術文献】
【特許文献】
【0004】
特開2018-192541号公報
特開2017-154238号公報
特開2017-100254号公報
特開2022-135442号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の技術においては、ドレス砥石に研磨面を押し付ける強さを一定にするために、振動センサを利用しているものの、この振動センサは、経年劣化により出力電圧が小さくなるという特性がある。このため、振動センサが経年劣化すると、小さくなった出力電圧に対応する大きさ分だけドレス砥石に研磨面を強く押し付けてしまうという異常が発生することとなる。その結果、研磨面を必要以上に大きくドレッシングしてしまい研磨パッドの消耗が大きくなるという問題がある。
【0006】
従来の技術においては、振動センサの経年劣化に対する対策として、定期的に振動センサが交換されているが、未だ使用可能な状態の振動センサであるにも関わらず交換されていることがあり、不経済である。したがって、ワークを加工する加工装置においては、振動センサが異常となる交換時期を判断するという解決すべき課題がある。
【0007】
本発明はかかる点に鑑みてなされたものであり、振動センサが異常となる交換時期を判断することが可能となる加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の加工装置は、加工具でワークを加工する加工装置であって、該ワークを保持するチャックテーブルと、該加工具の下面で該ワークを加工する加工機構と、該加工機構を昇降させる昇降機構と、該加工具の下面をドレッシングするドレス砥石を備えるドレスユニットと、該ドレス砥石の上端面に該加工具の下面が接触した際の弾性波を検出する振動センサと、該ドレス砥石に流体を噴射するノズルと、該流体が該ドレス砥石に当たったことにより該振動センサが検出した値が、予め設定した許容範囲に入っていたら該振動センサが正常、許容範囲外であったら該振動センサが異常と判断する判断部と、を備える。
【発明の効果】
【0009】
本発明によれば、振動センサが異常となる交換時期を判断することが可能となり、異常の時に交換時期をオペレータに通知することができる。
【図面の簡単な説明】
【0010】
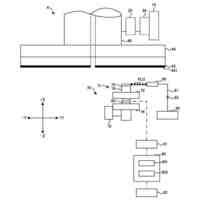
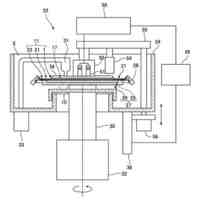
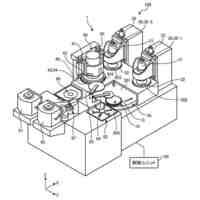
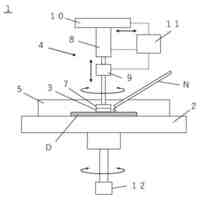
加工装置の一例を示す斜視図である。
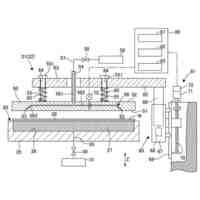
振動センサ判断時の研削機構とドレスユニットとの関係を示す概略断面図である。
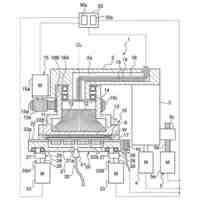
ドレッシング時の研削機構とドレスユニットとの関係を示す概略断面図である。
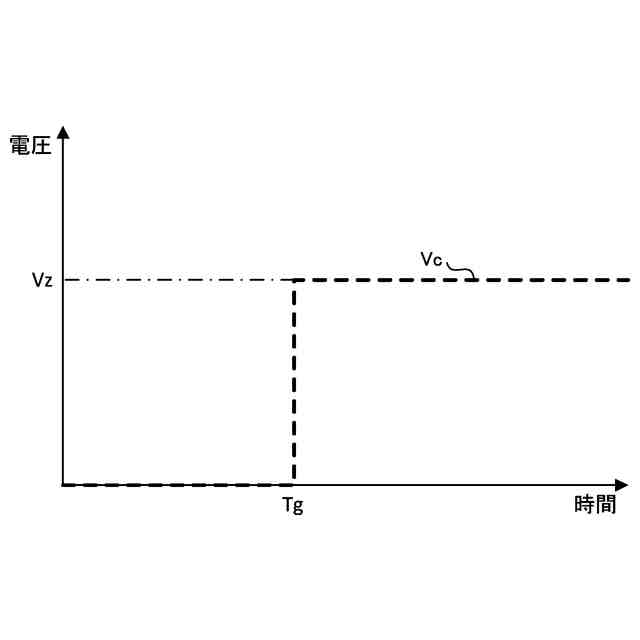
振動センサ判断時の出力電圧と時間との関係を示す図である。
ドレッシング時の出力電圧と時間との関係を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
今日
株式会社ディスコ
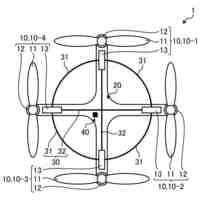
ドローン
今日
株式会社ディスコ
加工装置
今日
株式会社ディスコ
バリ除去装置
今日
株式会社ディスコ
積層体の製造方法
今日
株式会社ディスコ
ウエーハの加工方法
今日
株式会社ディスコ
基板の加工方法、切削ブレードの製造方法及び切削ブレード
今日
個人
研削盤のワーク支持装置
今日
日清工業株式会社
両頭平面研削盤
13日前
株式会社土橋製作所
研磨装置
今日
株式会社ディスコ
加工工具
今日
株式会社ディスコ
研磨装置
20日前
信越半導体株式会社
研磨装置および研磨方法
今日
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
今日
トーヨーエイテック株式会社
立形研削盤
7日前
株式会社ディスコ
被加工物の研削方法
1日前
株式会社荏原製作所
研磨装置および研磨方法
7日前
株式会社荏原製作所
研磨方法および研磨装置
14日前
ニューエイジア カンパニー リミテッド
パイプ内面研磨装置
6日前
パナソニックIPマネジメント株式会社
研磨状態評価システムおよびプログラム
今日
株式会社ディスコ
ドレッシング部材及びドレッシング方法
7日前
株式会社ディスコ
基板の加工方法、切削ブレードの製造方法及び切削ブレード
今日
株式会社東京精密
アライメント装置及び方法
13日前
株式会社荏原製作所
研磨方法、コンピュータを動作させるためのプログラム、および研磨装置
20日前
Primetals Technologies Japan株式会社
接合装置用ブラシロール、接合装置および接合方法
今日
シチズン時計株式会社
工業油循環再生管理方法、工業油循環再生管理システム、および、再生工業油組成物製造方法
7日前
サムソナイト アイピー ホールディングス エス.エー.アール.エル.
前後の主要面に沿って分割された荷物用品
15日前
株式会社JUNTEN BIO
免疫寛容を誘導する抗体、誘導されたリンパ球、また誘導されたリンパ球を用いる細胞治療剤治療法
15日前
他の特許を見る


 特許ウォッチ
特許ウォッチ