TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024161941
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077017
出願日
2023-05-09
発明の名称
ドレッシング部材及びドレッシング方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
53/02 20120101AFI20241114BHJP(研削;研磨)
要約
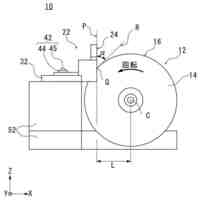
【課題】ドレッシング部材の反りを解消可能な構造を有し、且つ、複数の研削砥石の外周側面に対してドレッシングを施すこともできるドレッシング部材を提供する。
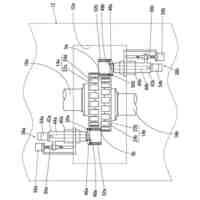
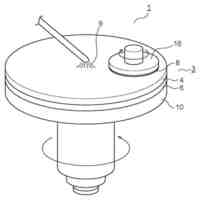
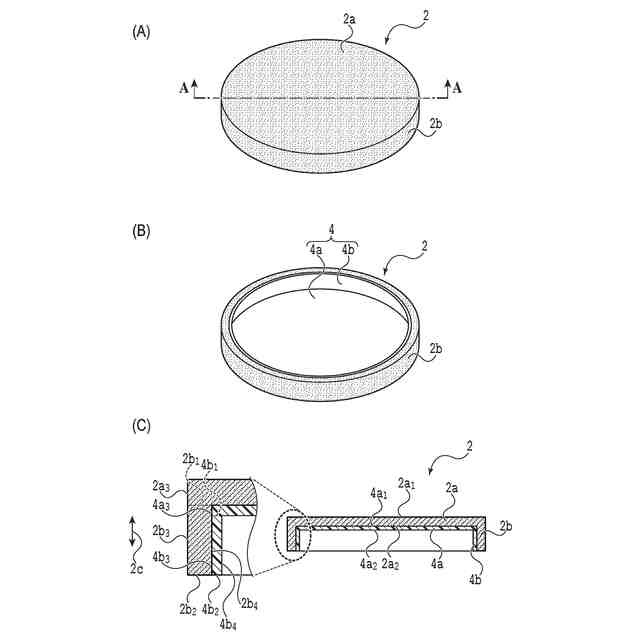
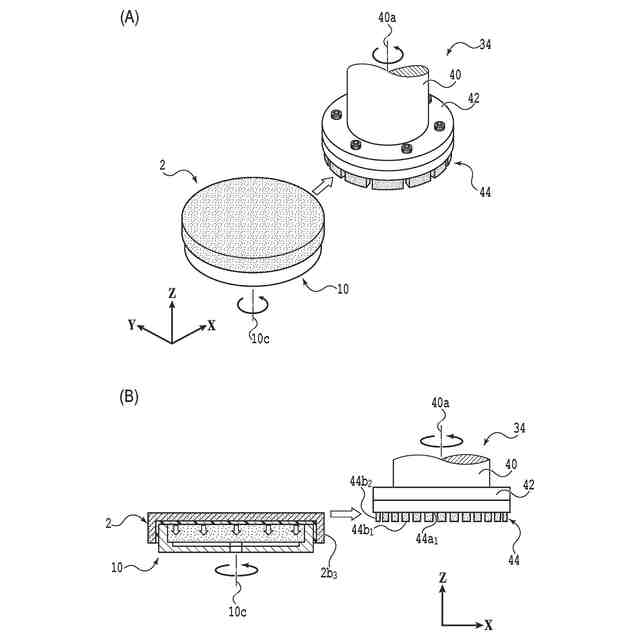
【解決手段】円盤状のチャックテーブルの保持面で保持された被加工物を研削ホイールで研削する研削装置において使用されるドレッシング部材であって、ドレッシング部材は、有頂円筒状であり、砥粒とボンド材とを含み外形が円形の頂部と、砥粒とボンド材とを含み、頂部の外周部に位置し、頂部の厚さ方向において頂部よりも突出する円筒状の側部と、を備え、頂部でチャックテーブルの保持面を覆い且つ側部でチャックテーブルの側面を少なくとも部分的に覆うことが可能であるドレッシング部材を提供する。
【選択図】図1
特許請求の範囲
【請求項1】
円盤状のチャックテーブルの保持面で保持された被加工物を研削ホイールで研削する研削装置において使用されるドレッシング部材であって、
該ドレッシング部材は、有頂円筒状であり、
砥粒とボンド材とを含み外形が円形の頂部と、
該砥粒と該ボンド材とを含み、該頂部の外周部に位置し、該頂部の厚さ方向において該頂部よりも突出する円筒状の側部と、
を備え、
該頂部で該チャックテーブルの該保持面を覆い且つ該側部で該チャックテーブルの側面を少なくとも部分的に覆うことが可能であることを特徴とするドレッシング部材。
続きを表示(約 930 文字)
【請求項2】
該砥粒を含まず該頂部の底面に固定された頂部支持部と、該砥粒を含まず該側部の内周側面に固定された側部支持部と、を有する有頂円筒状の支持部材を更に備えることを特徴とする請求項1記載のドレッシング部材。
【請求項3】
ドレッシング部材を用いて研削ホイールの該複数の研削砥石に対してドレッシングを施すドレッシング方法であって、
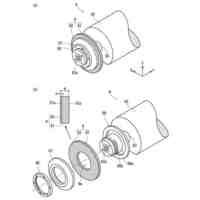
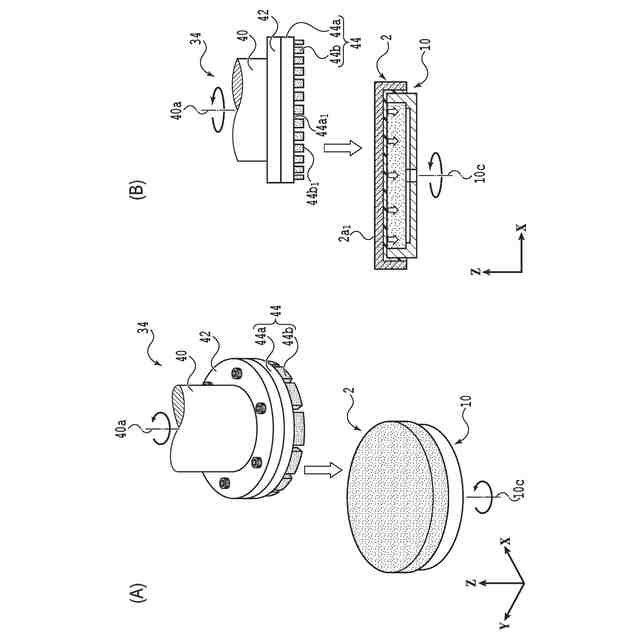
該研削ホイールは、環状の基台と、該基台の一面側において該基台の周方向に沿って設けられた該複数の研削砥石と、を有し、
該ドレッシング部材は、有頂円筒状であり、砥粒とボンド材とを含み外形が円形の頂部と、該砥粒と該ボンド材とを含み、該頂部の外周部に位置し該頂部の厚さ方向において該頂部よりも突出する円筒状の側部と、を有し、
該ドレッシング方法は、
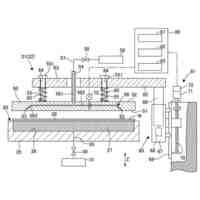
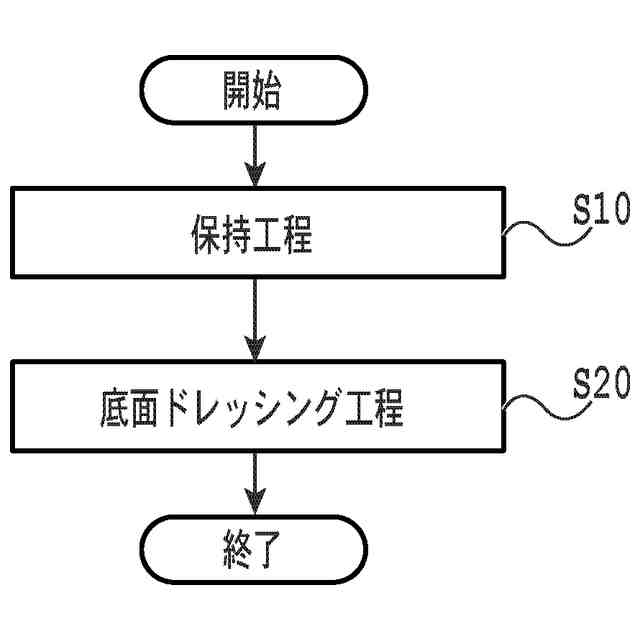
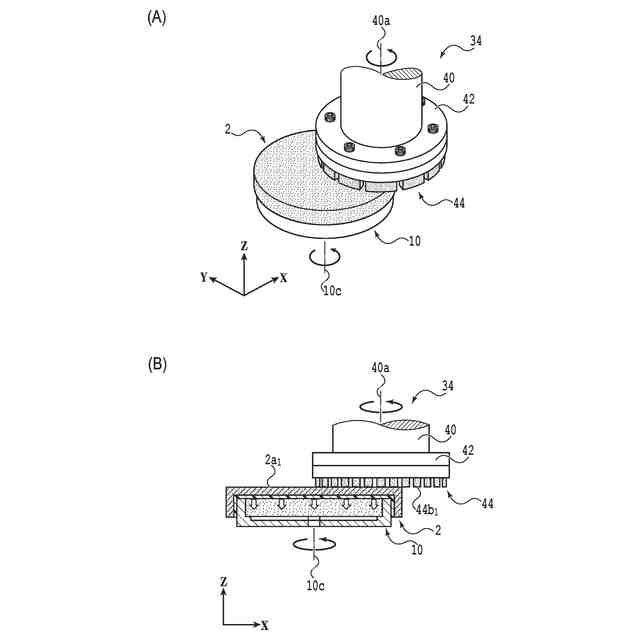
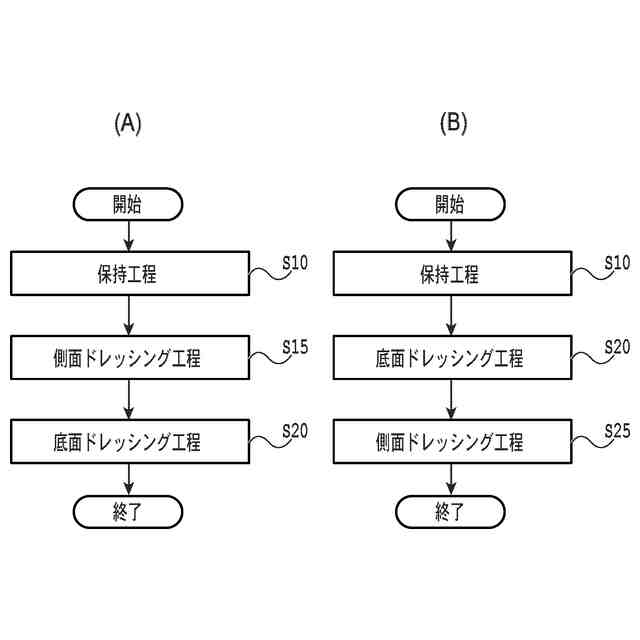
該頂部でチャックテーブルの保持面を覆い且つ該側部で該チャックテーブルの側面を少なくとも部分的に覆った状態で、該頂部の底面側を該保持面で吸引保持する保持工程と、
保持工程後、該研削ホイールと該チャックテーブルとをそれぞれ回転させた状態で、該研削ホイールと該チャックテーブルとを該研削ホイールの回転軸と平行な第1方向に相対的に沿って接近させ、該複数の研削砥石の底面側に対してドレッシングを施す底面ドレッシング工程と、
を備えることを特徴とするドレッシング方法。
【請求項4】
保持工程後、該研削ホイールと該チャックテーブルとをそれぞれ回転させた状態で、該研削ホイールと該チャックテーブルとを該第1方向と直交する第2方向に沿って相対的に接近させ、該複数の研削砥石の外周側面に対してドレッシングを施す側面ドレッシング工程を更に備えることを特徴とする請求項3に記載のドレッシング方法。
【請求項5】
該ドレッシング部材は、該砥粒を含まず該頂部の底面に固定された頂部支持部と、該砥粒を含まず該側部の内周側面に固定された側部支持部と、を有する有頂円筒状の支持部材を更に備え、
該保持工程では、該頂部支持部の底面を該保持面で吸引保持することを特徴とする請求項3又は4に記載のドレッシング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置において使用されるドレッシング部材と、研削ホイールの複数の研削砥石をドレッシング部材でドレッシングするドレッシング方法と、に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
携帯電話、PC(Personal Computer)等の電子機器には、IC(Integrated Circuit)等のデバイスチップが搭載されている。デバイスチップは、例えば、表面側に複数のデバイスが形成されているシリコンウェーハ(以下、単にウェーハ)の裏面側を研削して薄化した後、ウェーハをデバイス単位に分割することで形成される。
【0003】
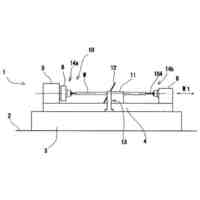
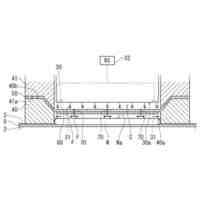
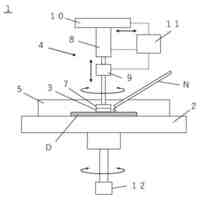
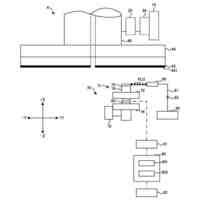
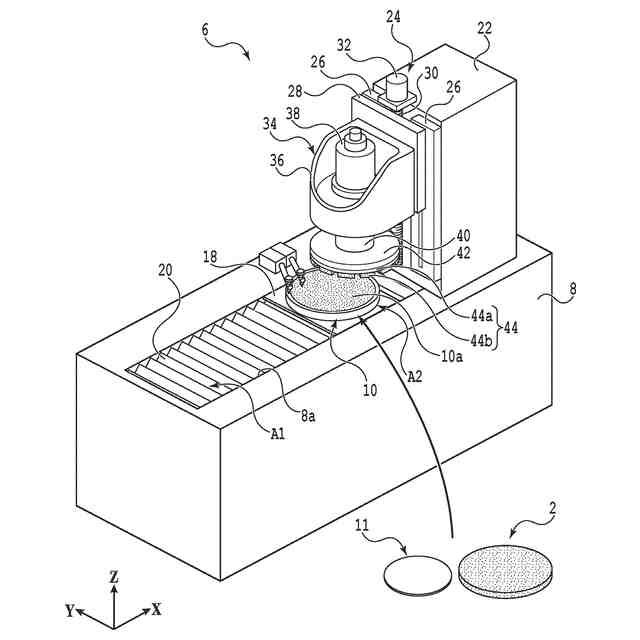
ウェーハの研削には、研削装置が使用される。研削装置は、円盤状のチャックテーブルを備える。チャックテーブルは、ウェーハを吸引保持した状態で所定の回転軸の周りに回転可能である。チャックテーブルの保持面で吸引保持されたウェーハは、研削ユニットで研削される。
【0004】
研削ユニットは、研削装置の高さ方向に沿って移動可能に構成されている。研削ユニットは、円柱状のスピンドルを有し、スピンドルの下端部には、円盤状のマウントを介して円環状の研削ホイールが装着されている。研削ホイールは、円環状の基台と、基台の周方向に沿って基台の底面側に配置された複数の研削砥石と、を有する。
【0005】
ウェーハに対してインフィード研削を施す際には、ウェーハを吸引保持したチャックテーブルを所定の回転軸の周りに回転させると共に、純水等の研削水をウェーハの被研削領域へ供給しながら、スピンドルの周りに回転している研削ホイールを保持面の上方の位置から保持面へ所定の速度で研削送りする。
【0006】
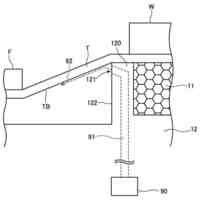
ウェーハの研削を進めると、研削砥石に目詰まり等が生じ、ウェーハを適切に研削できなくなることがある。この場合、研削ホイールでドレッシングボードを研削することで、研削砥石の研削能力を回復させる(例えば、特許文献1及び2参照)。
【0007】
具体的には、まず、ウェーハに代えてドレッシングボードをチャックテーブルで吸引保持する。次いで、ドレッシングボードの被研削領域に研削水を供給しながら、複数の研削砥石でドレッシングボードを研削する。
【0008】
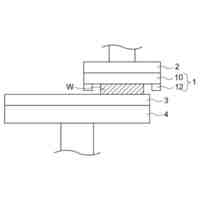
ドレッシングボードは、樹脂で形成された円盤状の支持プレートを有する。支持プレートの上面には、支持プレートよりも小さいサイズを有する平板状のドレッシング部材が接着剤等で固定されている。つまり、ドレッシングボードは、支持プレートとドレッシング部材との積層構造を有する。
【0009】
研削砥石にドレッシングを施すと、ドレッシング部材が消耗して薄くなる。ドレッシング部材が薄くなると、ドレッシングボードに反りが発生する。例えば、ドレッシングボードは、外周部に比べて中央部が凹む様に反る。この様な反りが生じると、チャックテーブルでドレッシングボードを吸引保持し難くなる。
【0010】
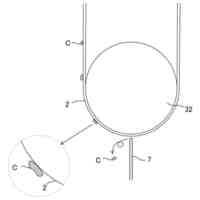
ところで、研削ホイールの径方向の中心が、スピンドルの回転中心からずれてマウントに装着されている場合、スピンドルの長手方向と直交する平面内でスピンドルの回転中に研削ホイールの振れが生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研削盤のワーク支持装置
今日
株式会社東京精密
CMP装置
1か月前
株式会社ノンアス
湿潤集塵装置
1か月前
三重電子株式会社
タイヤ研磨装置
1か月前
日清工業株式会社
両頭平面研削盤
13日前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社ナノテム
砥石
1か月前
株式会社ナノテム
砥石
21日前
株式会社土橋製作所
研磨装置
今日
山九株式会社
水切り装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
リテーナリングの組立方法
1か月前
日立Astemo株式会社
加工方法、加工装置
1か月前
トヨタ自動車株式会社
ラッピング加工装置
20日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
信越半導体株式会社
研磨布の洗浄方法
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
20日前
ファクトリーファイブ株式会社
破損検出機構
21日前
株式会社ディスコ
加工工具
今日
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研磨装置
20日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
1か月前
信越半導体株式会社
研磨装置および研磨方法
今日
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
株式会社ディスコ
加工装置
今日
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
株式会社ディスコ
加工装置
今日
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
株式会社ディスコ
加工装置
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ