TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130627
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023040459
出願日
2023-03-15
発明の名称
加工方法、加工装置
出願人
日立Astemo株式会社
代理人
個人
主分類
B24B
5/04 20060101AFI20240920BHJP(研削;研磨)
要約
【課題】ワークに生じる圧痕を抑制することができる技術を提供する。
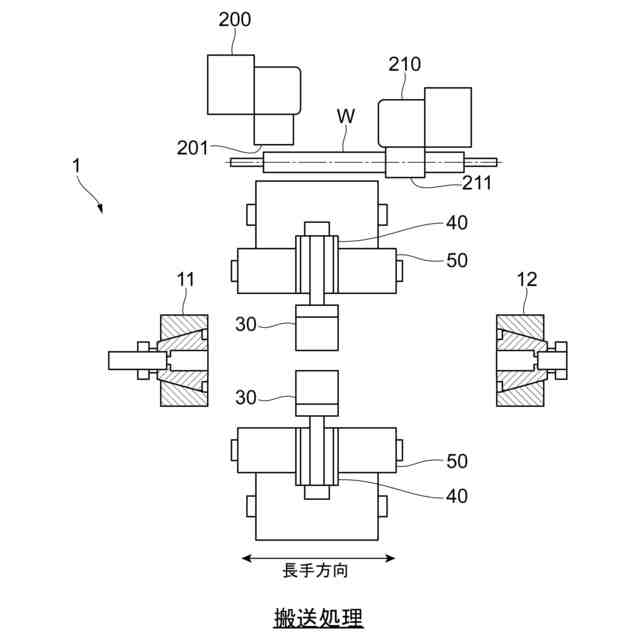
【解決手段】加工方法は、棒状のワークWの表面を加工する加工方法であって、ワークWの長手方向の両端部を支持した状態で、ワークWを回転させ、ワークWを挟んで対向するように配置した複数の砥石30を用いてワークWの表面を加工する。
【選択図】図1
特許請求の範囲
【請求項1】
棒状のワークの表面を加工する加工方法であって、
前記ワークの長手方向の両端部を支持した状態で、前記ワークを回転させ、前記ワークを挟んで対向するように配置した複数の砥石を用いて前記ワークの表面を加工する、
加工方法。
続きを表示(約 810 文字)
【請求項2】
前記複数の砥石の内の、前記ワークの一方側に配置された砥石群は、前記長手方向に列をなして並べられている、
請求項1に記載の加工方法。
【請求項3】
前記複数の砥石それぞれを保持して前記砥石を前記ワークに押し付ける保持装置を複数備え、複数の前記保持装置の内の、前記ワークの一方側に配置された保持装置群は、前記長手方向に列をなして並べられている、
請求項2に記載の加工方法。
【請求項4】
前記ワークは、水平に保持される、
請求項1に記載の加工方法。
【請求項5】
前記ワークの長手方向の両端部それぞれは、チャックにて支持される、
請求項1に記載の加工方法。
【請求項6】
前記砥石を前記長手方向に高速微振動させることで前記ワークの表面をプラトー構造表面に仕上げる、
請求項1に記載の加工方法。
【請求項7】
前記ワークは、メッキ処理が施された後に研磨処理が施されたロッドである、
請求項6に記載の加工方法。
【請求項8】
棒状のワークの長手方向の両端部を支持する支持部と、
前記支持部を回転させる駆動部と、
前記ワークを挟んで対向する位置に配置された複数の砥石と、
前記砥石を前記ワークの表面に押し付ける押付部と、
前記複数の砥石を前記長手方向に振動させる振動部と、
を備える加工装置。
【請求項9】
前記押付部による押し付け力と、前記振動部による振動の周波数とを別個独立に制御可能な制御装置をさらに備える、
請求項8に記載の加工装置。
【請求項10】
前記制御装置は、前記支持部の回転速度を、前記押し付け力及び前記周波数と別個独立に制御可能である、
請求項9に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法及び加工装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
例えば、特許文献1の装置は、砥石保持装置と、一対のローラと、オシレーション(高速振動)装置と、往復移動装置と、制御装置とを備える。一対のローラは、回転軸が互いに平行にかつ水平に並んで配される。一対のローラの外形は、ワークが円柱ころの場合には、同一形状大きさの高さが低い円柱である。ローラは、一方が駆動されまたは両方が同一回転数で駆動され、研磨処理時には同一方向に回転する。ローラは、研磨時に互いの間にワークを支持して回転させる。
【先行技術文献】
【特許文献】
【0003】
特許6085661号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の装置においては、一対のローラの間にワークを支持するので、脱落した砥粒がワークとローラとの間に挟まる。そして、脱落した砥粒によりワークに圧痕が生じるおそれがある。砥石から砥粒が脱落するのは制御できないため、圧痕の発生量も制御できない。
本発明は、ワークに生じる圧痕を抑制することができる加工方法等を提供することを目的とする。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、棒状のワークの表面を加工する加工方法であって、前記ワークの長手方向の両端部を支持した状態で、前記ワークを回転させ、前記ワークを挟んで対向するように配置した複数の砥石を用いて前記ワークの表面を加工する、加工方法である。
ここで、前記複数の砥石の内の、前記ワークの一方側に配置された砥石群は、前記長手方向に列をなして並べられていても良い。
また、前記複数の砥石それぞれを保持して前記砥石を前記ワークに押し付ける保持装置を複数備え、複数の前記保持装置の内の、前記ワークの一方側に配置された保持装置群は、前記長手方向に列をなして並べられていても良い。
また、前記ワークは、水平に保持されても良い。
また、前記ワークの長手方向の両端部それぞれは、チャックにて支持されていても良い。
また、前記砥石を前記長手方向に高速微振動させることで前記ワークの表面をプラトー構造表面に仕上げても良い。
また、前記ワークは、メッキ処理が施された後に研磨処理が施されたロッドであっても良い。
他の観点から捉えると、本発明は、棒状のワークの長手方向の両端部を支持する支持部と、前記支持部を回転させる駆動部と、前記ワークを挟んで対向する位置に配置された複数の砥石と、前記砥石を前記ワークの表面に押し付ける押付部と、前記複数の砥石を前記長手方向に振動させる振動部と、を備える加工装置である。
ここで、前記押付部による押し付け力と、前記振動部による振動の周波数とを別個独立に制御可能な制御装置をさらに備えても良い。
また、前記制御装置は、前記支持部の回転速度を、前記押し付け力及び前記周波数と別個独立に制御可能であっても良い。
【発明の効果】
【0006】
本発明によれば、ワークに生じる圧痕を抑制することができる加工方法等を提供することができる。
【図面の簡単な説明】
【0007】
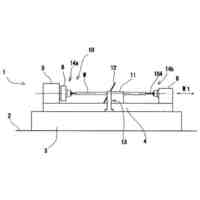
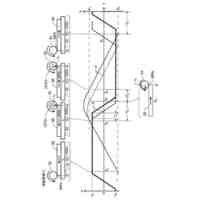
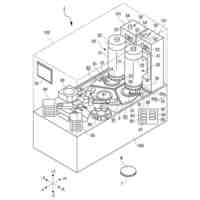
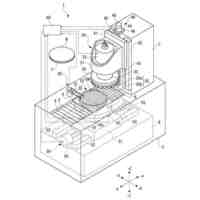
第1実施形態に係る加工装置の概略構成の一例を示す斜視図である。
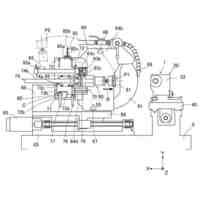
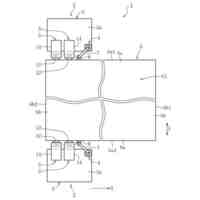
第1実施形態に係る加工装置を鉛直上方から見た図の一例である。
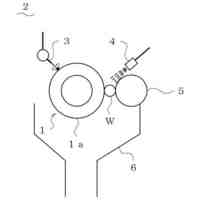
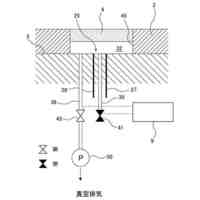
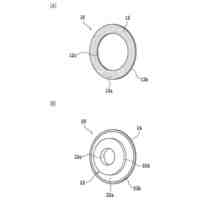
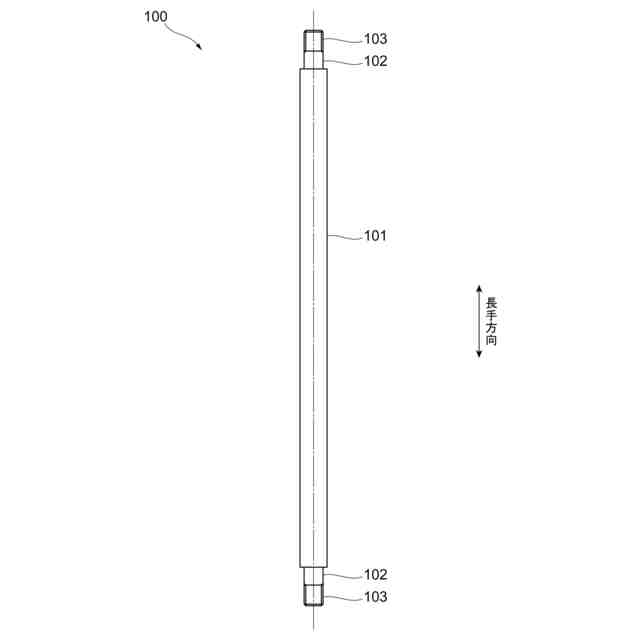
乗用自動車等の車両のサスペンションに用いられるロッドの概略図である。
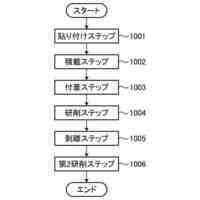
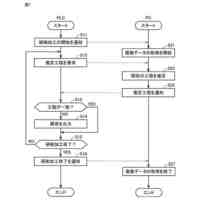
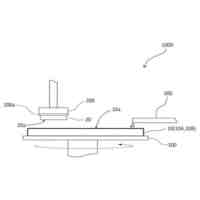
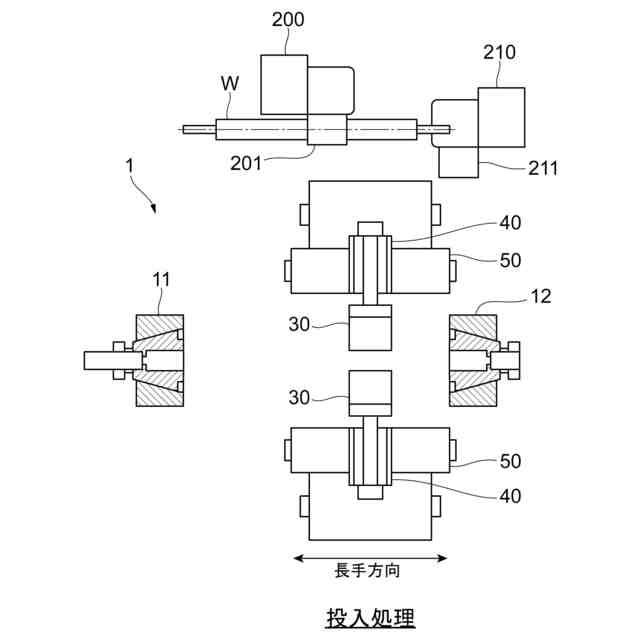
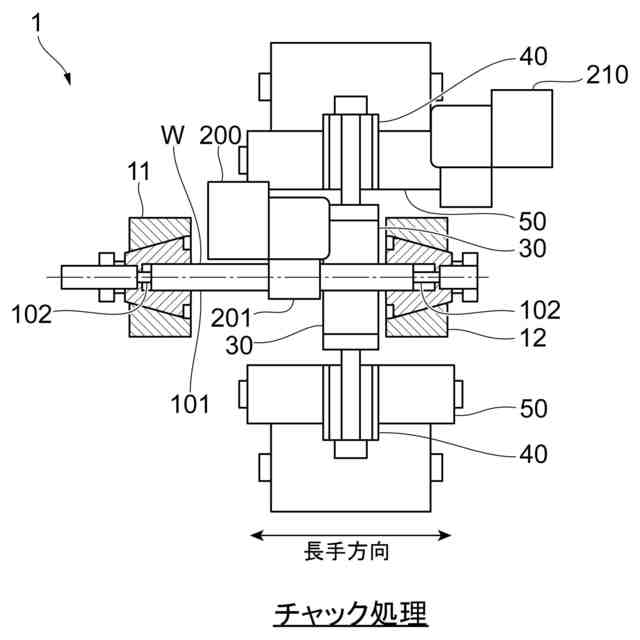
ロッドを製造する工程の一例を示す図である。
ロッドを製造する工程の一例を示す図である。
ロッドを製造する工程の一例を示す図である。
ロッドを製造する工程の一例を示す図である。
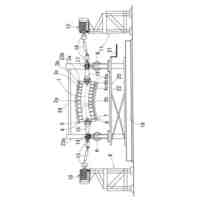
第2実施形態に係る加工装置を鉛直上方から見た図の一例である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施形態について詳細に説明する。
<第1実施形態>
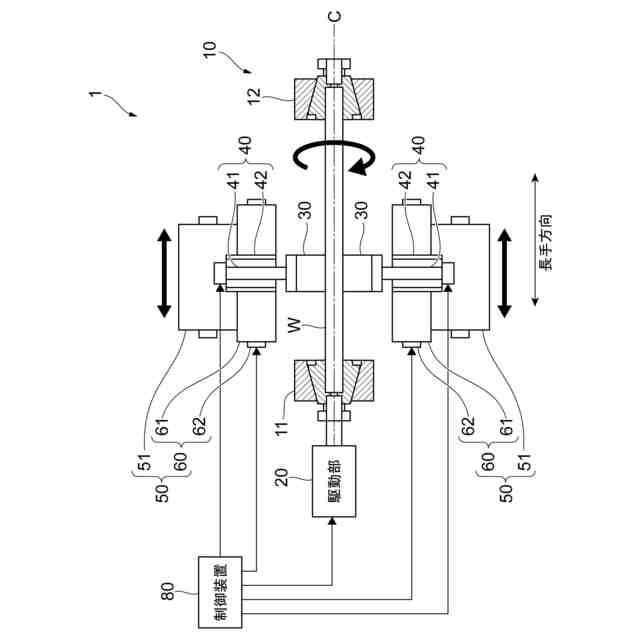
図1は、第1実施形態に係る加工装置1の概略構成の一例を示す斜視図である。
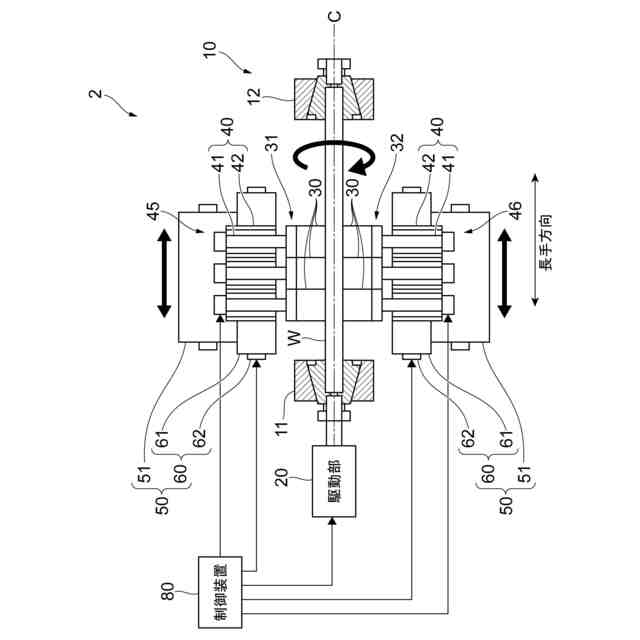
図2は、第1実施形態に係る加工装置1を鉛直上方から見た図の一例である。
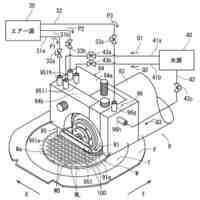
加工装置1は、棒状のワークWの長手方向の両端部を支持する支持部10と、支持部10を回転させる駆動部20とを備える。以下では、ワークWの長手方向を、単に「長手方向」と称する場合がある。また、加工装置1は、ワークWを挟んで対向するように配置された複数の砥石30と、砥石30を保持する砥石保持装置40とを備える。また、加工装置1は、砥石保持装置40を保持するとともに、砥石保持装置40を長手方向に高速微振動(オシレーション)させるオシレーション装置50と、支持部10を長手方向に往復移動させる移動装置(不図示)とを備える。また、加工装置1は、駆動部20、砥石保持装置40、オシレーション装置50、移動装置等の駆動を制御する制御装置80を備える。
【0009】
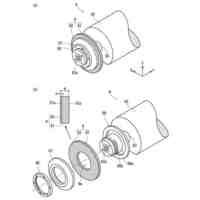
支持部10は、ワークWの長手方向の一方の端部を支持する第1支持部材11と、ワークWの長手方向の他方の端部を支持する第2支持部材12とを有する。第1支持部材11、第2支持部材12は、それぞれ、周知のスピンドルチャックであることを例示することができる。つまり、第1支持部材11、第2支持部材12は、ワークWの端部を保持する機能と、ワークWを回転させる機能とを有する。第1支持部材11と第2支持部材12とは、長手方向に垂直な面に対して面対称となるように配置されている。また、第1支持部材11、第2支持部材12は、ワークWが水平方向となるようにワークWを支持する。
【0010】
駆動部20は、回転駆動するモータであることを例示することができる。駆動部20は、回転軸が第1支持部材11に連結されており、駆動部20が回転することで第1支持部材11を回転させ、第2支持部材12とともにワークWを回転させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
1か月前
個人
研削盤のワーク支持装置
3か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社IHI
ブラストガン
5日前
株式会社土橋製作所
研磨装置
3か月前
リックス株式会社
ドライアイス噴射装置
19日前
信越半導体株式会社
洗浄処理装置
19日前
株式会社ツガミ
円筒研削盤
2か月前
株式会社荏原製作所
研磨装置
12日前
株式会社荏原製作所
研磨装置
9日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
5日前
株式会社ディスコ
加工具
1か月前
株式会社トクピ製作所
研削方法
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社ディスコ
研削装置
27日前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
21日前
株式会社ディスコ
研削装置
20日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
2か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
加工工具
3か月前
株式会社ディスコ
研削装置
13日前
学校法人 中央大学
表面処理方法
1か月前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
NTN株式会社
異常検知システム
2か月前
株式会社荏原製作所
透明液充填方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
砥石
2か月前
株式会社ディスコ
研削装置
2か月前
ニッタ・デュポン株式会社
研磨布
5日前
株式会社尼崎工作所
研磨ブラシ
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ