TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139003
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023049762
出願日
2023-03-27
発明の名称
タイヤ研磨装置
出願人
三重電子株式会社
代理人
個人
主分類
B24B
55/08 20060101AFI20241002BHJP(研削;研磨)
要約
【課題】 研磨カスの飛散が抑制され、作業後の清掃が容易なタイヤ研磨装置を提供する。
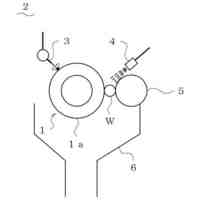
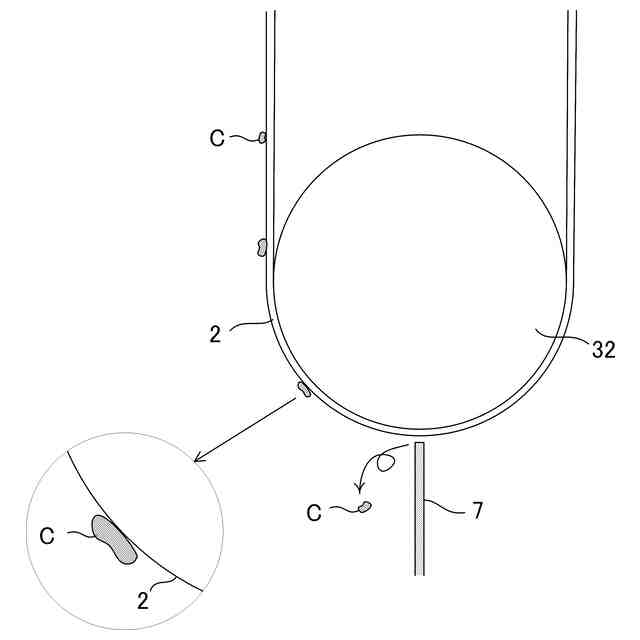
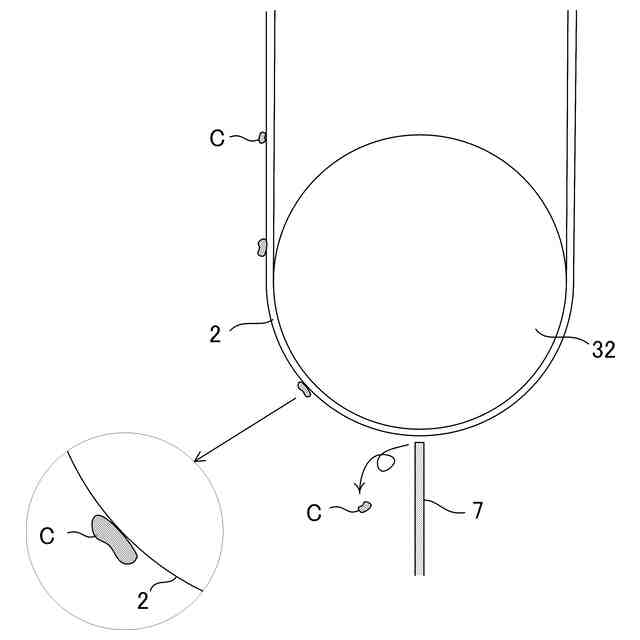
【解決手段】 タイヤTが組み込まれたホイールWが装着された水平な姿勢のシャフト1がタイヤ用回転駆動源により回転し、上下に配された一対のプーリ31,32に張架された研磨ベルト2がベルト用回転駆動源により回転しながらタイヤTに接触してタイヤTが研磨される。下プーリ32の下方には、スクレーパー7が設けられていて先端が研磨ベルト2に接近しており、研磨ベルト2に付着している研磨カスCを落下させて周囲に飛散しないようにする。
【選択図】 図5
特許請求の範囲
【請求項1】
ホイールに組み込まれたされたタイヤの表面を研磨するタイヤ研磨装置であって、
タイヤが組み込まれたホイールが装着される水平な姿勢のシャフトと、
シャフトを回転させるタイヤ用回転駆動源と、
上下に配され、シャフトと平行な回転軸の周りに回転可能な一対のベルトプーリと、
一対のベルトプーリに張架されて上下方向に長い周回軌道に沿って周回する無終端の研磨ベルトと、
少なくとも一方のベルトプールを駆動して研磨ベルトを周回させるベルト用回転駆動源と、
ベルト用回転駆動源によって周回するベルトが、タイヤ用回転駆動源によって回転しているタイヤに接触した状態とするためのベルト制御機構と
を備えており、
周回する研磨ベルトが回転しているタイヤに接触することで研磨ベルトに付着したタイヤの破片を研磨ベルトから剥離させるスクレーパーが設けられており、
スクレーパーは、周回する研磨ベルトに先端が接近した状態となるよう取り付けられた板状の部材であり、
スクレーパーは、下側のベルトプーリの下方位置で先端が研磨ベルトに接近するよう取り付けられていることを特徴とするタイヤ研磨装置。
続きを表示(約 390 文字)
【請求項2】
前記研磨ベルトの周回の向きにおける前記スクレーパーの背後の空間からの研磨カスの飛散を防止する横板が設けられており、
横板は、前記スクレーパーの側端部から前記背後の空間の側に向けて延設された部材であることを特徴とする請求項1記載のタイヤ研磨装置。
【請求項3】
前記スクレーパーの先端が前記研磨ベルトに接近する位置は、前記研磨ベルトの周回軌道の最下点の直下の位置であることを特徴とする請求項1又は2記載のベルト研磨装置。
【請求項4】
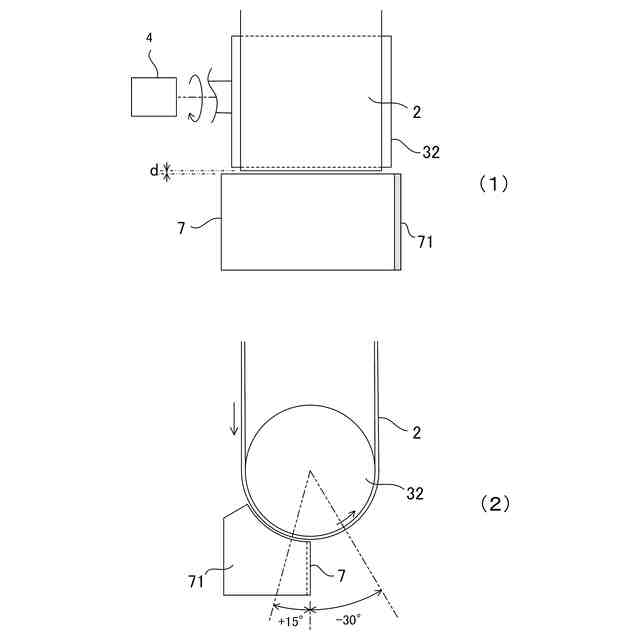
前記スクレーパーの先端が前記研磨ベルトに接近する位置は、前記下側のベルトプーリの回転軸を中心としてその直下の方向を0度とし、タイヤが位置する側を-、これとは反対側を+とした場合、-15度から+30度の角度の範囲内の位置であることを特徴とする請求項1又は2記載のベルト研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本願の発明は、タイヤを研磨する技術に関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
幾つかの異なる目的で、タイヤの表面を意図的に研磨することが必要になる場合があり、特許文献1に示されたようなタイヤ研磨装置が知られている。タイヤ研磨の目的としては、例えばスタッドレスタイヤのグリップ力回復の目的が挙げられる。スタッドレスタイヤについては、使用により表面の粗さが低下し、まだ十分に溝が残っているにも関わらずグリップ力が低下し、廃棄をせざるを得ない場合がある。このような場合でも、表面を粗く研磨すればグリップ力が回復できるので、タイヤ研磨装置が使用される。
また、別の目的として、タイヤ研磨装置は、タイヤの性能評価の目的でも使用される。新品のタイヤについて、長距離走行後のタイヤの状態を再現するため、タイヤ研磨装置を使用してタイヤを研磨し、例えば残存溝深さ2mmという状態を再現し、その上で、タイヤのグリップ力等の各性能を評価する試験が行われている。
【0003】
尚、スタッドレスタイヤのグリップ力を回復させる装置は、タイヤを粗くするベルトを使用するものであり、厳密には「研磨」とはいえないが、広く解釈してタイヤ研磨装置と称している。また、タイヤの性能評価のための装置は、タイヤを削ってトレッドの溝深さを浅くする装置であり、「研削」と表現できるものであるが、この明細書においてはタイヤ研磨装置と称する。
【先行技術文献】
【特許文献】
【0004】
特開2007-196347号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示されたようなタイヤ研磨装置では、研磨中のタイヤから放出されるタイヤの形成材料(ゴムの粉末や破片)が放出される。以下、この放出物を研磨カスと呼ぶ。
研磨カスは四方八方に飛散するため、研磨量が多くなると、作業終了後の清掃が非常に面倒になる。タイヤから直接放出される研磨カスは、研磨ベルトとタイヤとの接触箇所の真下付近に放出されるが、いったん研磨ベルトに付着した研磨カスは、研磨ベルトの移動(周回)に伴って移動し、ランダムな位置でランダムな方向に放出され易い。
本願の発明は、このような課題を解決するために為されたものであり、研磨カスの飛散が抑制され、作業後の清掃が容易なタイヤ研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、この明細書において開示されたタイヤ研磨装置は、ホイールに組み込まれたタイヤの表面を研磨するタイヤ研磨装置であって、
タイヤが組み込まれたホイールが装着される水平な姿勢のシャフトと、
シャフトを回転させるタイヤ用回転駆動源と、
上下に配され、シャフトと平行な水平方向の回転軸の周りに回転可能な一対のベルトプーリと、
一対のベルトプーリに張架されて上下方向に長い周回軌道に沿って周回する無終端の研磨ベルトと、
少なくとも一方のベルトプーリを駆動して研磨ベルトを周回させるベルト用回転駆動源と、
ベルト用回転駆動源によって周回するベルトが、タイヤ用回転駆動源によって回転しているタイヤに接触した状態とするためのベルト制御機構と
を備えている。
そして、周回する研磨ベルトが回転しているタイヤに接触することで研磨ベルトに付着したタイヤの破片を研磨ベルトから剥離させるスクレーパーが設けられており、
スクレーパーは、周回する研磨ベルトに先端が接近した状態となるよう取り付けられた板状の部材であり、
スクレーパーは、下側のベルトプーリの下方位置で先端が研磨ベルトに接近するよう取り付けられている。
また、このタイヤ研磨装置において、スクレーパーの先端が研磨ベルトに接近する位置は、研磨ベルトの周回軌道の最下点の直下の位置であり得る。
また、このタイヤ研磨装置において、スクレーパーの先端が研磨ベルトに接近する位置は、下側のベルトプーリの回転軸を中心としてその直下の方向を0度とし、タイヤが位置する側を-、これとは反対側を+とした場合、-15度から+30度の角度の範囲内の位置であり得る。
【発明の効果】
【0007】
以下に説明する通り、開示された発明に係るタイヤ研磨装置によれば、スクレーパーによって研磨ベルト上の研磨カスが効率良く集塵される。このため、研磨作業後の装置内の清掃が容易となる。
また、スクレーパーの側端部から背後の空間の側に向けて延設された横板が設けられている構成によれば、横板によって横方向への研磨カスの飛散も抑制されているため、研磨カスが周囲の部材に拡散付着することが格段に少なくなり、清掃がさらに容易となる。
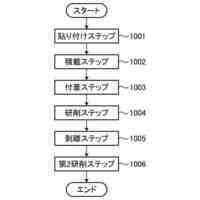
【図面の簡単な説明】
【0008】
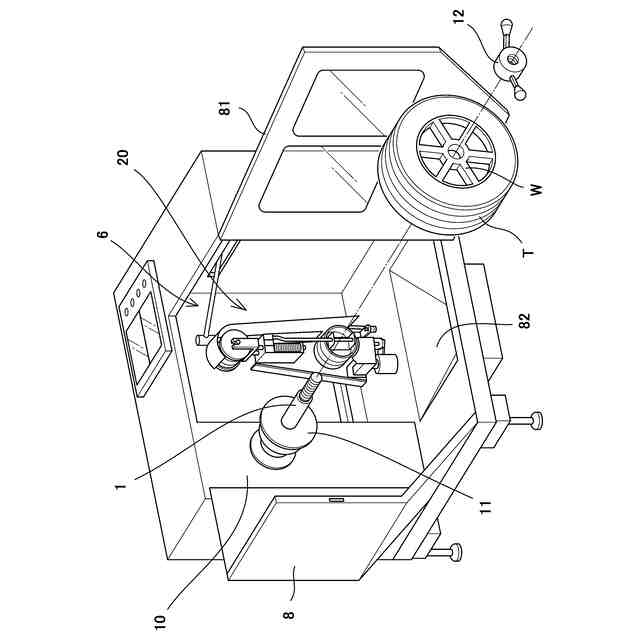
実施形態に係るタイヤ研磨装置の斜視概略図である。
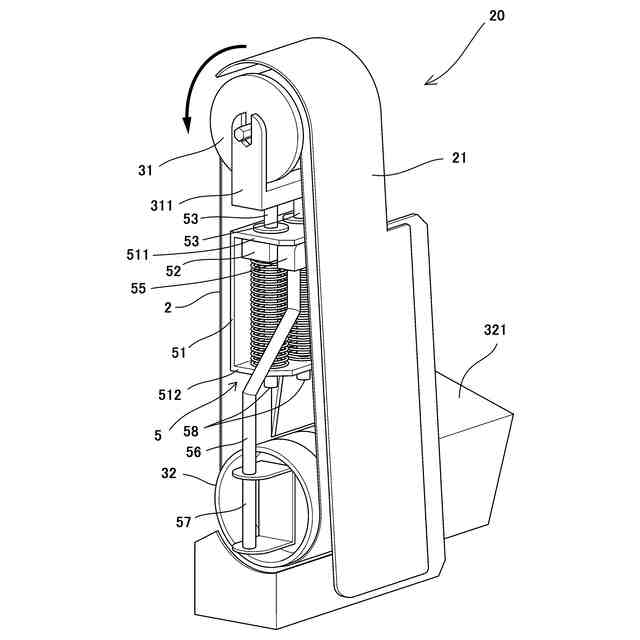
研磨ユニットの斜視概略図である。
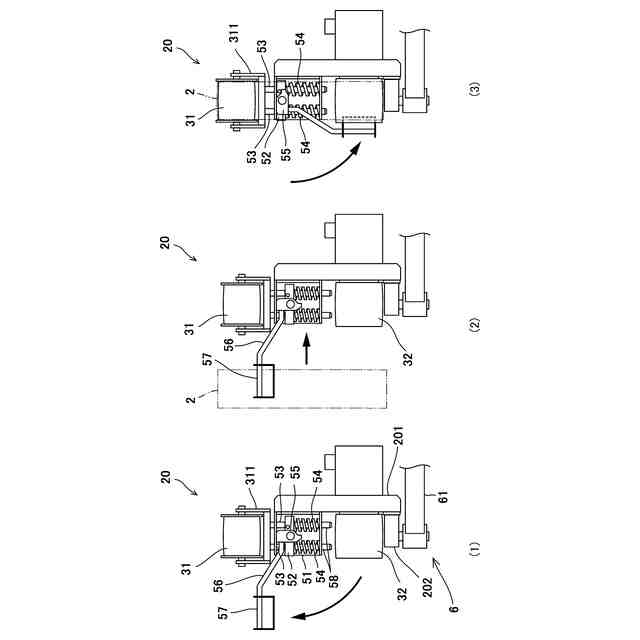
プーリ位置変更機構の構成及びその動作について示した側面概略図である。
スクレーパーの形状及び取付位置について示した概略図であり、(1)は正面概略図、(2)は側面概略図である。
スクレーパーの作用について示した正面断面概略図である。
【発明を実施するための形態】
【0009】
次に、本願発明を実施するための形態(以下、実施形態)について説明する。
図1は、実施形態に係るタイヤ研磨装置の斜視概略図である。タイヤ研磨装置は、タイヤTが組み込まれたホイールWが装着されるシャフト1を備えている。図1に示すように、シャフト1は、水平な姿勢となっている。シャフト1の一端は、タイヤ駆動用ボックス10内に設けられた不図示のタイヤ用回転駆動源に固定されており、水平な回転軸(シャフト1の中心軸)の回りに回転するようになっている。尚、シャフト1のタイヤ用回転駆動源に固定された部位よりも先端側には、円盤状の当て板11が固定されている。タイヤ用回転駆動源は、モーター、プーリ、ベルト等を含んでおり、シャフト1を例えば1~8rpm程度の低速で回転させるものとなっている。
【0010】
シャフト1の他端は開放端となっており、ホイールWのセンターボアに挿入されるようになっている。図1に示すように、シャフト1の他端側の周面はねじ切り面となっており、このねじ切り面に螺合するハンドルネジ12が用意されている。ハンドルネジ12は、円環状の主部と、主部から放射状に延びる複数本のハンドルとから成っている。主部の内周面には、シャフト1に螺合するねじ切り面となっている。図1に示すように、シャフト1をセンターボアに通してホイールWを装着した後、ホイールWを当て板11に押し当て、この状態でハンドルネジ12をシャフト1に嵌め込んで螺合させることにより、ホイールWはシャフト1に固定されるようになっている。
尚、ホイールWのセンターボアの径は品種によって若干異なっている。シャフト1は、センターボアが最も小さい品種に適合する外形となっており、センターボアが大きいホイールWについては、ハブリングやスペーサーを適宜使用してホイールWがシャフト1に十分に固定された状態とされる。この他、シャフト1の他端側に向けて徐々に外径が小さくなっている(テーパー状の)円環状のスペーサーを当て板11とホイールWの間に介在させ、種々のセンターボアの径に対応させる場合もある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
株式会社精工技研
研磨装置および研磨方法
18日前
株式会社IHI
ブラストガン
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
10日前
NTN株式会社
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
日本特殊研砥株式会社
超弾性砥石
12日前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社トクピ製作所
研削方法
4か月前
株式会社ディスコ
加工具
3か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
加工方法
4か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研磨装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ