TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139754
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2024048760
出願日
2024-03-25
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
,
個人
主分類
B24B
37/26 20120101AFI20241002BHJP(研削;研磨)
要約
【課題】 ディフェクト低減および研磨レートに優れた研磨パッドを提供する
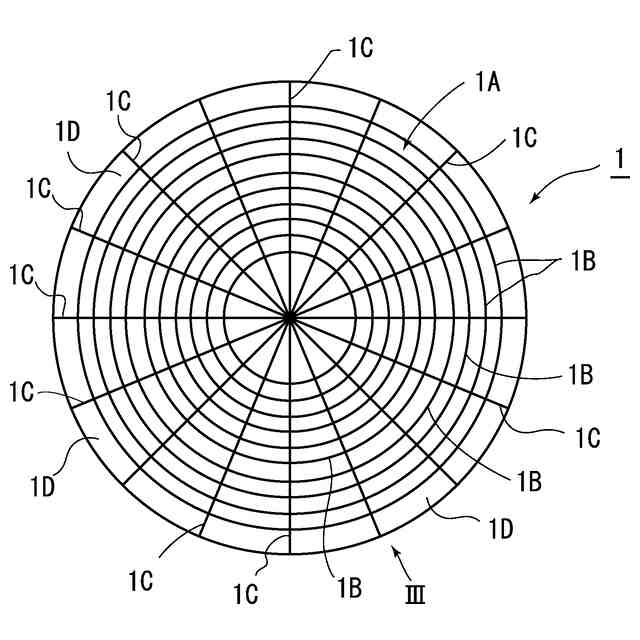
【解決手段】 ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成されて被研磨物3と摺動する研磨面1Aに、円周方向に沿った周方向溝からなる保持溝1Bと、該保持溝1Bと交差して外周面に貫通する交差溝からなる排出溝1Cとが形成された研磨パッド1に関する。
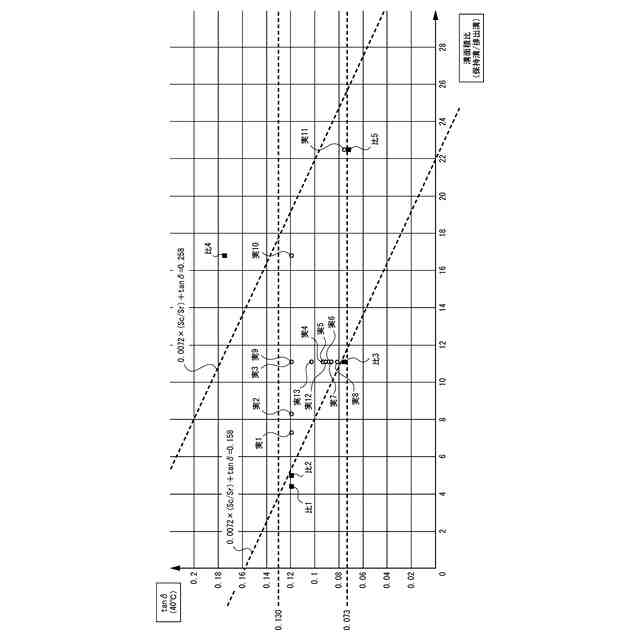
上記研磨層における、40℃における損失弾性率E”を貯蔵弾性率E’で割った損失正接tanδ(=E”/E’)について、
0.073≦tanδ≦0.130・・・(1)
0.158≦0.0072×(Sc/Sr)+tanδ≦0.258・・・(2)
(上記式2において、Srは上記研磨面に占める上記排出溝の面積を、Scは上記保持溝の面積から上記排出溝との交差部分の面積を除いた面積を示す)を満たしている。
【選択図】 図3
特許請求の範囲
【請求項1】
ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成された研磨面に、周方向溝からなる保持溝と、該保持溝と交差して研磨層の外周縁に貫通する交差溝からなる排出溝とが形成された研磨パッドにおいて、
上記研磨層における、40℃における損失弾性率E”を貯蔵弾性率E’で割った損失正接tanδ(=E”/E’)について、
0.073≦tanδ≦0.130・・・(1)
0.158≦0.0072×(Sc/Sr)+tanδ≦0.258・・・(2)
(上記式2において、Srは上記研磨面に占める上記排出溝の面積を、Scは上記保持溝の面積から上記排出溝との交差部分の面積を除いた面積を示す)
を満たすことを特徴とする研磨パッド。
続きを表示(約 560 文字)
【請求項2】
前記保持溝が同心円状溝であり、前記排出溝が放射状溝である、請求項1記載の研磨パッド。
【請求項3】
前記保持溝と前記排出溝の溝深さが同一である、請求項1記載の研磨パッド。
【請求項4】
前記排出溝の溝本数が12~32本である、請求項1記載の研磨パッド。
【請求項5】
前記式2におけるSc/Srが、
7≦Sc/Sr≦12・・・(3)
を満たす、請求項1記載の研磨パッド。
【請求項6】
前記研磨層はポリウレタン樹脂中に中空体を有し、平均開孔径が11・0μm以上17.0μm以下である、請求項1記載の研磨パッド。
【請求項7】
前記研磨層を構成するポリウレタン樹脂は、原料としてポリイソシアネート化合物とポリオール化合物とを反応させて合成したポリウレタン結合含有イソシアネート化合物を含み、上記ポリオール化合物はポリエーテルポリオール化合物及び/又はポリエステルポリオール化合物であり、上記ポリエーテルポリオール化合物はポリ(オキシテトラメチレン)グリコール又はポリプロピレングリコールであり、上記ポリエステルポリオール化合物はポリ(1,4-アジピン酸ブチレン)である、請求項1記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関し、より詳しくは、研磨面に周方向溝からなる保持溝と交差溝からなる排出溝とが形成された研磨パッドに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、半導体製造における絶縁膜や金属配線の形成工程において化学機械研磨(CMP:Chemical Mechanical Polishing)が行われており、このような研磨には、ポリウレタン樹脂によって構成された研磨層を有した研磨パッドが用いられている。
今日の研磨には、高い研磨性能に加えてディフェクト(スクラッチ(傷)および付着物)の低減が求められており、上記研磨層の研磨面に、円周方向に沿った周方向溝および交差溝を形成し、上記周方向溝はスラリーを保持する保持溝として機能させ、上記交差溝は研磨屑や使用後のスラリーを排出する排出溝として機能させた研磨パッド(特許文献1)や、研磨層の動的粘弾性を規定した研磨パッド(特許文献2)が知られている。
【先行技術文献】
【特許文献】
【0003】
特許第5706178号公報
特許第4959901号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように、研磨性能やディフェクト低減について多くの提案がなされてきたが、今般、研磨面に形成した周方向溝および交差溝と、研磨層の有する動的粘弾性との間に関係性を見出したことで、ディフェクト低減および研磨レートに優れた研磨パッドを得ることができた。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる研磨パッドは、ポリウレタン樹脂によって構成された研磨層を有するとともに、当該研磨層の表面に形成された研磨面に、周方向溝からなる保持溝と、該保持溝と交差して研磨層の外周縁に貫通する交差溝からなる排出溝とが形成された研磨パッドにおいて、
上記研磨層について、40℃における損失弾性率E”を貯蔵弾性率E’で割った損失正接tanδ(=E”/E’)について、
0.073≦tanδ≦0.130・・・(1)
0.158≦0.0072×(Sc/Sr)+tanδ≦0.258・・・(2)
(上記式2において、Srは上記研磨面に占める上記排出溝の面積を、Scは上記保持溝の面積から上記排出溝との交差部分の面積を除いた面積を示す)
を満たすことを特徴としている。
【発明の効果】
【0006】
上記発明において、式1にかかる損失正接tanδ(E”/E’)は、研磨層の粘性と弾性とに関係するパラメータとなっており、式2にかかる面積比(Sc/Sr)は、排出溝によるスラリーの排出性と、保持溝によるスラリーの保持性とに関係するパラメータとなっている。
本発明では、研磨層の粘性および弾性と、排出溝および保持溝によるスラリーの排出性および保持性との関係に着目して、ディフェクト低減および研磨レートが優れた研磨パッドを提供するものである。
【図面の簡単な説明】
【0007】
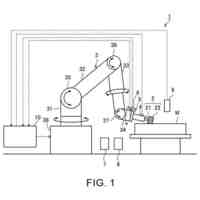
本実施形態にかかる研磨装置を示す側面図。
研磨パッドの平面図。
式1、式2についてのグラフ。
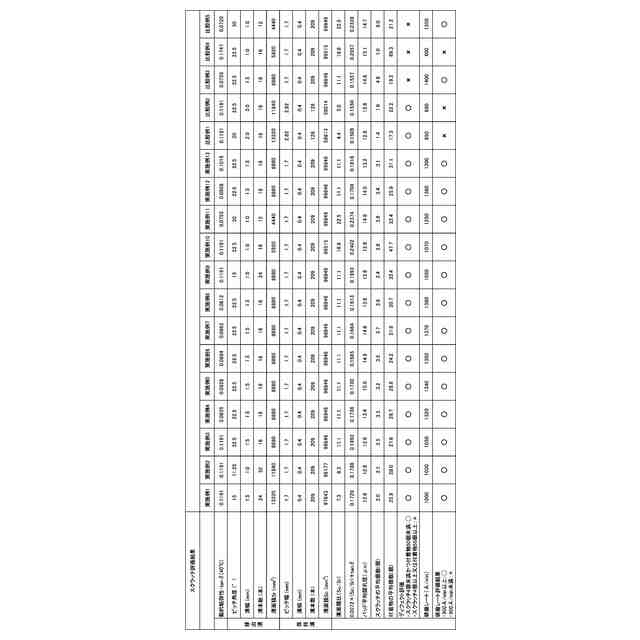
実施例および比較例についての実験結果を示した表。
【発明を実施するための形態】
【0008】
以下、図示実施形態について本発明を説明すると、図1は本発明にかかる研磨パッド1を備えた研磨装置2の側面図を示し、この研磨装置2は、被研磨物3を研磨パッド1によって研磨するものとなっている。
上記研磨装置2は、下方側に設けられて研磨パッド1を支持する研磨定盤4と、上方側に設けられて被研磨物3を支持する支持定盤5と、液状のスラリーSを供給するスラリー供給手段6とを備えている。
上記研磨パッド1および被研磨物3はそれぞれ略円盤状を有しており、本実施形態では研磨パッド1の直径は被研磨物3の直径よりも大径となっている。また研磨パッド1は、その下面を両面テープ等によって研磨定盤4に固定されており、被研磨物3は支持定盤5に真空吸着されている。
また上記研磨定盤4および支持定盤5は図示しない駆動手段によって相対的に回転するとともに、上記支持定盤5は研磨定盤4の中心位置から半径方向に往復動可能に設けられており、これにより上記研磨パッド1と被研磨物3とが相対的に回転しながら摺動するようになっている。
スラリー供給手段6は、所要の薬品中に砥粒の混合された液状のスラリーSを上記研磨パッド1と被研磨物3との間に供給し、これにより被研磨物3の研磨が行われるようになっている。
このような構成を有する研磨装置2自体は従来公知であり、これ以上の詳細な説明については省略する。なお、上記構成を有する研磨装置2の他、例えば支持定盤5には駆動がなく、研磨定盤4の回転により支持定盤5が連れ回るようにした研磨装置2など、その他の構成を有した研磨装置2も使用可能である。
【0009】
上記研磨パッド1における被研磨物3を研磨する研磨面1Aには、図2に示すように周方向溝からなる同心円状の保持溝1Bと、上記保持溝1Bに交差する交差溝からなる複数の排出溝1Cとが形成されている。また以下の説明において、研磨面1Aにおける上記保持溝1Bおよび排出溝1Cが形成されていない部分をランド部1Dと呼ぶ。
上記保持溝1Bおよび排出溝1Cの断面形状については特に限定はないが、例えば断面コ字形やV字形、ないしは研磨面1Aに向けて拡大する台形形状を有したものを使用することができる。また保持溝1Bと排出溝1Cとで断面形状を異ならせてもよい。
上記保持溝1Bは中心から同心円状に形成された複数の同心円によって構成され、各保持溝1Bそのものは研磨パッド1の外周縁に直接的には貫通しておらず、閉じられた形状となっている。
このように形成された保持溝1Bは、被研磨物3を研磨する際にスラリーSをその内部に保持することで、研磨レートを向上させる効果を奏するものとなっている。
なお、本実施形態における保持溝1Bは同心円状に等ピッチで形成されているが、隣接する保持溝1Bの間隔(ピッチ)を異ならせてもよい。
【0010】
一方、上記排出溝1Cは中心から放射状に形成された複数の直線状の溝によって構成され、各排出溝1Cの端部は研磨パッド1の外周縁に達しており、研磨パッド1の側面に貫通するようになっている。
このように形成された排出溝1Cは、被研磨物3の研磨中に研磨屑等が入り込むと、これら研磨屑等を研磨パッド1の回転に伴って上記スラリーSと共に研磨パッド1の外周縁より排出させるようになっており、被研磨物3のディフェクト(スクラッチ(傷)および付着物の発生)を低減する機能を奏するものとなっている。
なお、本実施形態における排出溝1Cは等角度で形成されているが、隣接する排出溝1Cの角度を異ならせてもよい。
保持溝1Bおよび排出溝1Cの溝深さについては、同一であっても異なる溝深さであっても良いが、研磨屑等の滞留を防ぐ観点では同一の溝深さであることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
21日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
16日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
シンクス株式会社
ボード切断装置
1か月前
不二空機株式会社
可搬型動力工具
16日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
オークマ株式会社
円筒研削盤
6日前
株式会社精工技研
研磨装置および研磨方法
2か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社ディスコ
砥石
14日前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社ディスコ
加工方法
29日前
嘉澤端子工業股分有限公司
グラインダー
1か月前
NTN株式会社
加工装置
3か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社マキタ
サンダ
3か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社荏原製作所
研磨装置
1か月前
セイコーインスツル株式会社
研削盤
29日前
富士紡ホールディングス株式会社
研磨パッド
2か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
株式会社不二越
スルーフィード式の加工装置
27日前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
株式会社IHI
加工方法
1か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
切削装置
2か月前
株式会社ディスコ
加工方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ