TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130693
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023040555
出願日
2023-03-15
発明の名称
水切り装置
出願人
山九株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
5/37 20060101AFI20240920BHJP(研削;研磨)
要約
【課題】研削後のロール表面の水切り作業の効率化を図る。
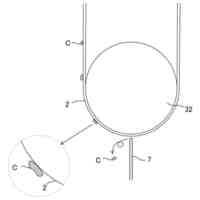
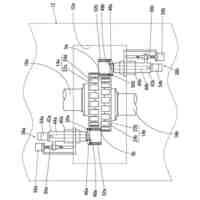
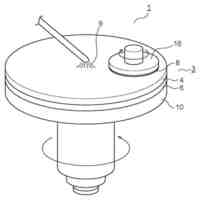
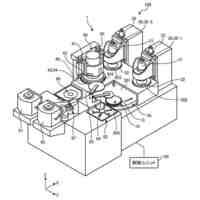
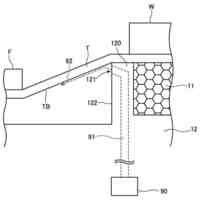
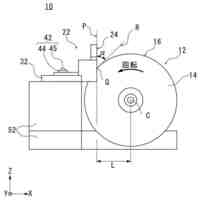
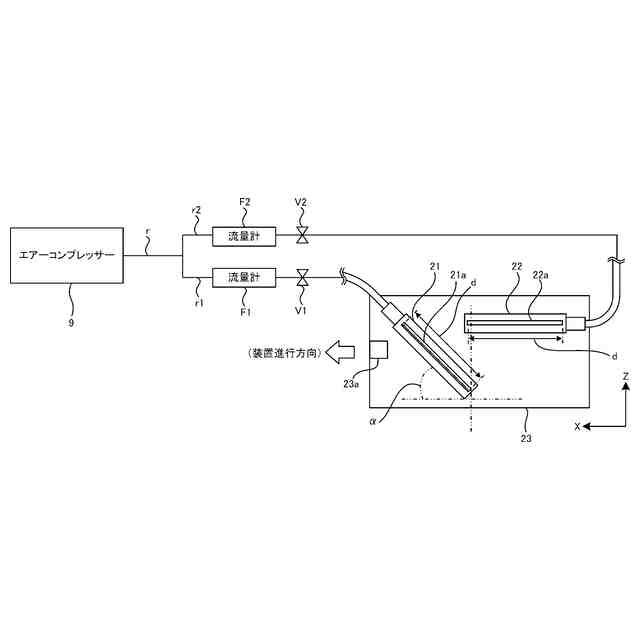
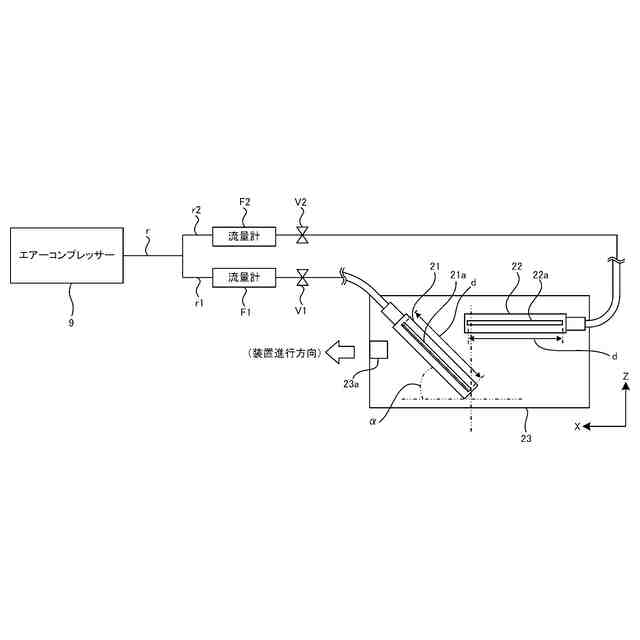
【解決手段】本発明の水切り装置20は、回転台に設置されたロールRを回転砥石5で研削するロール研削装置10に設けられ、回転砥石5をロールRに対して移動させるロール研削装置10の移動装置2によってロールRの一端側から他端側に移動可能に設けられる。水切り装置20は、長尺状の空気吐出部21a(22a)を備え、回転するロール表面に対してカーテン状の圧縮空気を噴出するエアーノズル(21,22)を有する。エアーノズル(21,22)は、ロールの一端側から他端側に向かう進行方向において、第1エアーノズル21及び第2エアーノズル22が並んで配置されている。そして、進行方向の先頭に位置する第1エアーノズル21が、進行方向のロール端部に向かって傾斜して配置される。
【選択図】図4
特許請求の範囲
【請求項1】
回転台に設置されたロールを回転砥石で研削するロール研削装置に設けられ、前記回転砥石をロールに対して移動させる前記ロール研削装置の移動装置によってロールの一端側から他端側に移動可能に設けられる水切り装置であって、
長尺状の空気吐出部を備え、回転するロール表面に対してカーテン状の圧縮空気を噴出するエアーノズルを有し、
前記エアーノズルは、ロールの一端側から他端側に向かう進行方向において、第1エアーノズル及び第2エアーノズルが並んで配置され、
前記進行方向の先頭に位置する前記第1エアーノズルが、前記進行方向のロール端部に向かって傾斜して配置されることを特徴とする水切り装置。
続きを表示(約 1,300 文字)
【請求項2】
前記第2エアーノズルは、前記進行方向に対して前記空気突出部が水平に位置するように配置され、
前記進行方向において、前記第1エアーノズルの前記空気吐出部の後端部は、前記第2エアーノズルの前記空気突出部の前端部の下方に位置し、カーテン状の圧縮空気の噴出領域の一部が互いに重複するように配置されることを特徴とする請求項1に記載の水切り装置。
【請求項3】
前記第1エアーノズル及び前記第2エアーノズルの双方が、前記進行方向のロール端部に向かって傾斜して配置されることを特徴とする請求項1に記載の水切り装置。
【請求項4】
前記第2エアーノズルの前記空気突出部の前端部が、前記第1エアーノズルの前記空気吐出部の後端部と離間して配置されることを特徴とする請求項3に記載の水切り装置。
【請求項5】
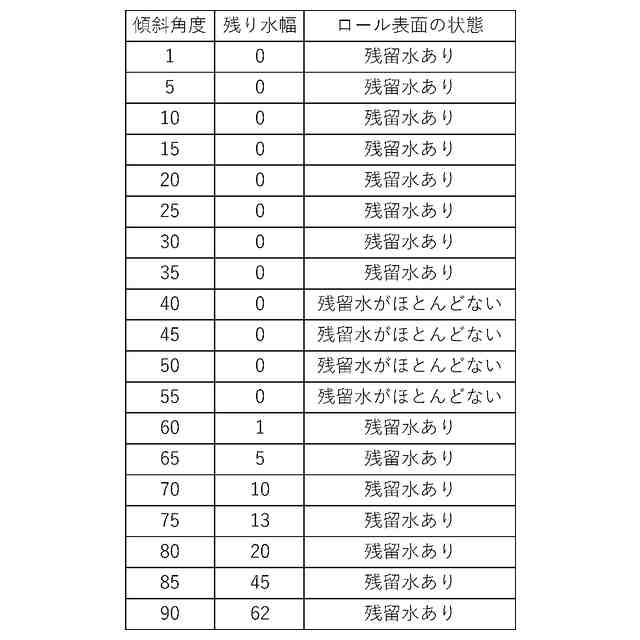
前記第1エアーノズルの傾斜角度は、前記進行方向に対し、40度以上55度以下であることを特徴とする請求項1に記載の水切り装置。
【請求項6】
前記第1エアーノズル及び前記第2エアーノズルの各傾斜角度は、前記進行方向に対し、40度以上55度以下であることを特徴とする請求項3に記載の水切り装置。
【請求項7】
前記第1エアーノズルの前記空気吐出部は、ロール表面に対して直交する方向を基準とした吐出角度が、1度以上から15度以下であり、
前記第1エアーノズルから噴出される圧縮空気が、ロール表面に斜めに吹き付けられることを特徴とする請求項1に記載の水切り装置。
【請求項8】
ロール表面に対して直交する方向において、前記第1エアーノズルの前記空気吐出部とロール表面との間のクリアランスが、1mm以上5mm以下であることを特徴とする請求項1に記載の水切り装置。
【請求項9】
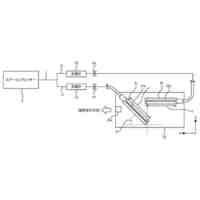
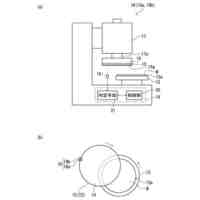
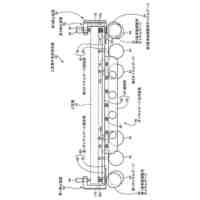
前記第1エアーノズル及び前記第2エアーノズルに圧縮空気を供給する圧縮空気供給機構をさらに備え、
前記圧縮空気供給機構は、
エアーコンプレッサーと、
前記エアーコンプレッサーの供給路から分岐し、前記第1エアーノズルに接続される第1流路と、
前記供給路から分岐し、前記第2エアーノズルに接続される第2流路と、
前記第1流路及び前記第2流路それぞれに設けられる弁と、を備え、
前記第1エアーノズルに供給される圧縮空気量が、前記第2エアーノズルに供給される圧縮空気量よりも多いことを特徴とする請求項1に記載の水切り装置。
【請求項10】
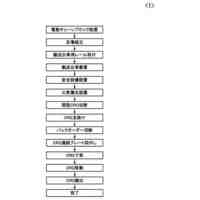
前記弁は、電磁弁であり、
前記圧縮空気供給機構は、前記電磁弁の開度を調節する流量制御部をさらに備え、
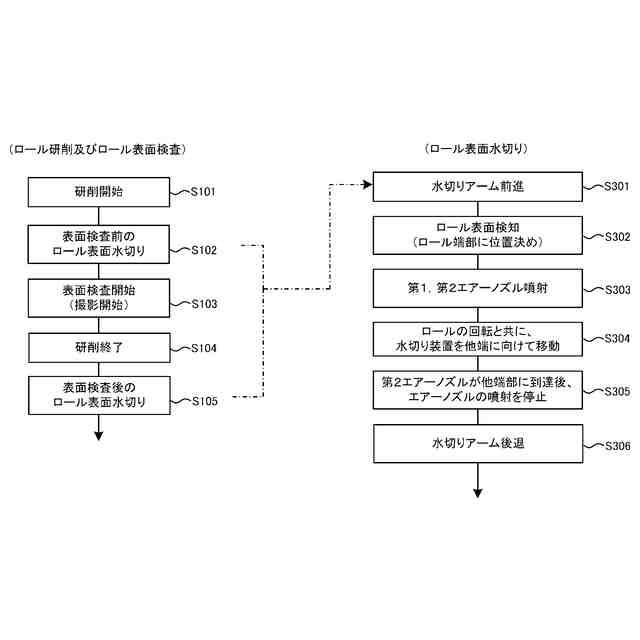
前記流量制御部は、前記進行方向において、先頭の前記第1エアーノズルがロールの他端部を通過した後、前記電磁弁を制御して前記第1エアーノズルに供給されていた圧縮空気を後続の前記第2エアーノズルに供給し、前記第2エアーノズルがロールの他端部を通過する際の前記第2エアーノズルから噴出する圧縮空気の量を増加させることを特徴とする請求項9に記載の水切り装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面研削で付着したロール表面の水等を除去する水切り技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ロールの表面は、被圧延物や被搬送物への品質に影響するため、表面検査が行われ、凹凸や欠損を取り除くため表面研削が行われる。このとき、ロール研削中又はロール研削後のロール表面には、研削水(研削液)が付着しているので、研削状態や疵を確認する際に、ロール表面の研削水を除去する必要がある。ロール表面の研削水の除去は、例えば、特許文献1,2に記載のように、水切り板をロール表面に押し当てたり、ロール表面に空気を吹き掛けたりする技術がある。
【先行技術文献】
【特許文献】
【0003】
特開平11-237369号公報
実開平4-104201号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
研削後のロール表面に、水(水膜)が残っていると、乾燥によって水跡が残ったり、錆の原因になったり、埃等が付着したりする原因となる。水跡や錆、付着物がロール表面に存在すると、例えば、圧延された鋼材の表面に、水跡が転写されたり、錆や埃による疵が発生したりし、品質への影響が大きくなる。
【0005】
このため、研削後のロール表面の水切り作業は重要であるが、特許文献に記載のように従来の水切り装置は、水切りが不十分であることが多かった。水切り性能が不十分だと、水切り動作を複数回行う必要があり、作業効率が低下する課題があった。
【0006】
また、従来の水切り装置では、水切り作業の効率化を図り難いことから、水切り装置を使った後、又は水切り装置を使わずに、作業員が直接、ロール表面の水切り作業を行うケースもあり、回転するロール表面に対する安全性の確保が必要となる。
【0007】
一方で、作業員による水切り作業は、例えば、作業員がゴムヘラ等の水切り部材をロール表面に押し付けて水を飛ばしたりするが、作業員の熟練度によって必ずしも確実に水切りすることができず、この場合においても複数回の水切り作業が必要となるケースがあるなど、作業効率の面でも課題があった。
【0008】
本発明の目的は、研削後のロール表面の水切りを確実に行うことができる水切り装置を提供し、ロール表面の水切り作業を安全にかつ効率的に行うことができるようにすることにある。
【課題を解決するための手段】
【0009】
(1)本発明の水切り装置は、回転台に設置されたロールを回転砥石で研削するロール研削装置に設けられ、回転砥石をロールに対して移動させるロール研削装置の移動装置によってロールの一端側から他端側に移動可能に設けられる。本水切り装置は、長尺状の空気吐出部を備え、回転するロール表面に対してカーテン状の圧縮空気を噴出するエアーノズルを有する。エアーノズルは、ロールの一端側から他端側に向かう進行方向において、第1エアーノズル及び第2エアーノズルが並んで配置されており、進行方向の先頭に位置する第1エアーノズルが、進行方向のロール端部に向かって傾斜して配置される。
【0010】
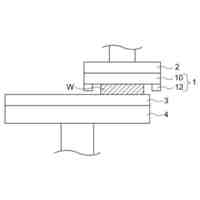
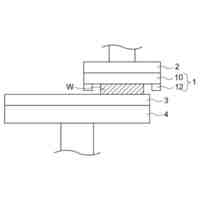
(2)上記(1)において、上記第2エアーノズルは、進行方向に対して空気突出部が水平に位置するように配置することができる。そして、進行方向において、第1エアーノズルの空気吐出部の後端部は、第2エアーノズルの空気突出部の前端部の下方に位置し、カーテン状の圧縮空気の噴出領域の一部が互いに重複するように配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山九株式会社
水切り装置
1か月前
山九株式会社
重量物の運搬方法
1か月前
株式会社 いそのボデー
折り畳み式安全柵
9か月前
三重電子株式会社
タイヤ研磨装置
1か月前
日清工業株式会社
両頭平面研削盤
4日前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社ナノテム
砥石
1か月前
株式会社ナノテム
砥石
12日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
リテーナリングの組立方法
1か月前
トヨタ自動車株式会社
ラッピング加工装置
11日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
信越半導体株式会社
研磨布の洗浄方法
1か月前
ファクトリーファイブ株式会社
破損検出機構
12日前
住友重機械工業株式会社
研削制御装置及び研削方法
11日前
株式会社ディスコ
研磨装置
11日前
株式会社太陽
両面研磨装置
25日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
21日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
1か月前
株式会社荏原製作所
研磨方法および研磨装置
5日前
株式会社荏原製作所
研磨方法および研磨装置
19日前
株式会社ディスコ
保持具及びケース
20日前
株式会社錦
研磨ブラシ、及びその製造方法
26日前
バンドー化学株式会社
研磨パッド
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ