TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141307
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023052884
出願日
2023-03-29
発明の名称
研磨パッド
出願人
バンドー化学株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B24D
11/00 20060101AFI20241003BHJP(研削;研磨)
要約
【課題】所定の圧力下の研磨加工において、優れた研磨レートを有する研磨パッドを提供する。
【解決手段】研磨パッドは、基材と、砥粒及びバインダを含み、上記基材に積層される研磨層と、を有し、ガラスと上記研磨層とが、20gf/cm
2
の圧力で接触している状態において、上記ガラスまたは上記研磨層が、上記ガラスと上記研磨層との接触面上で、等速直線運動した際に、上記等速直線運動の開始0.2秒後から1.0秒後までの0.8秒間の動摩擦係数の平均値が1.0以上である。
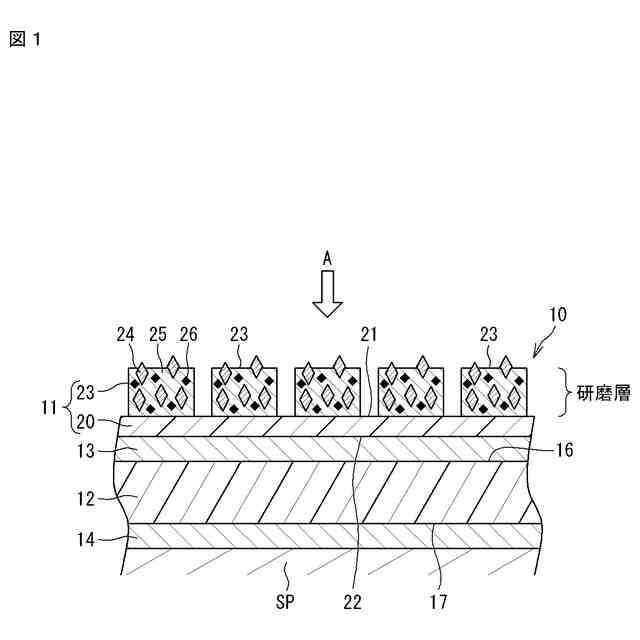
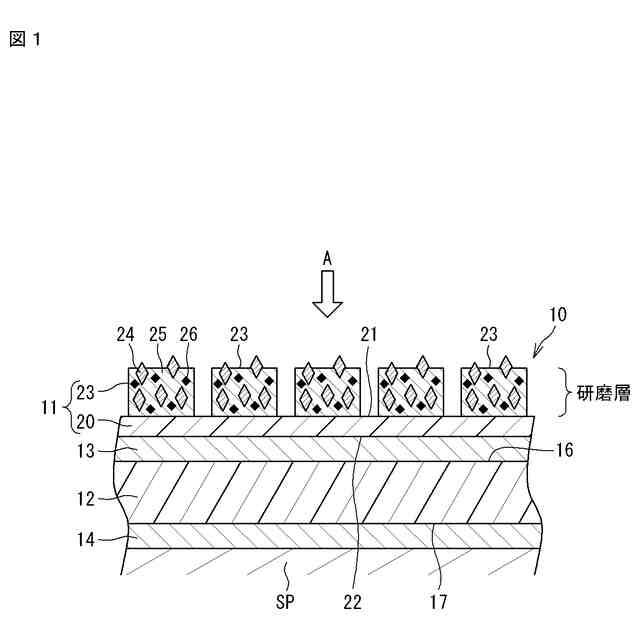
【選択図】図1
特許請求の範囲
【請求項1】
基材と、
砥粒及びバインダを含み、前記基材に積層される研磨層と、
を有し、
ガラスと前記研磨層とが、20gf/cm
2
の圧力で接触している状態において、前記ガラスまたは前記研磨層が、前記ガラスと前記研磨層との接触面上で、等速直線運動した際に、前記等速直線運動の開始0.2秒後から1.0秒後までの0.8秒間の動摩擦係数の平均値が1.0以上である、
研磨パッド。
続きを表示(約 420 文字)
【請求項2】
前記砥粒のメジアン径が20μm以上600μm以下である、請求項1に記載の研磨パッド。
【請求項3】
前記研磨層に含まれる砥粒の含有量が、0.05体積%以上20.0体積%未満である、請求項1に記載の研磨パッド。
【請求項4】
前記砥粒がダイヤモンド砥粒である、請求項1~3のいずれか一項に記載に記載の研磨パッド。
【請求項5】
前記研磨層が、さらに充填剤を含む、請求項1~3のいずれか一項に記載に記載の研磨パッド。
【請求項6】
前記充填剤が無機酸化物であり、前記バインダが樹脂である、請求項5に記載に記載の研磨パッド。
【請求項7】
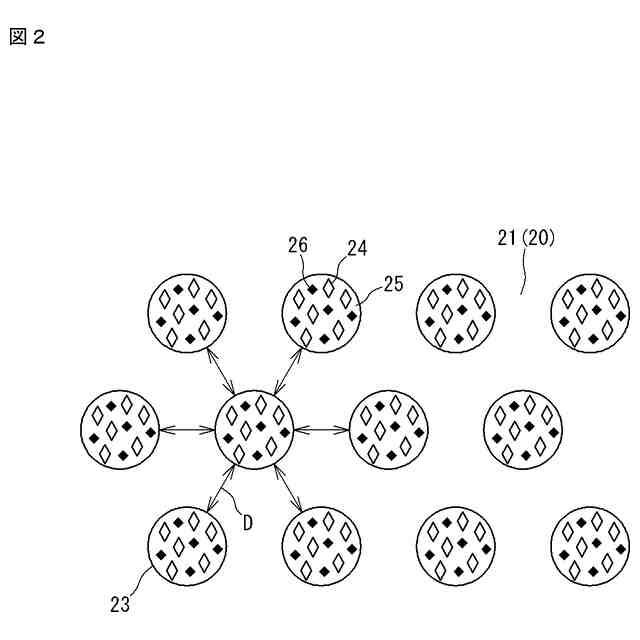
前記研磨層が、複数の研磨部から構成される、請求項1~3のいずれか一項に記載に記載の研磨パッド。
【請求項8】
ガラスの研磨加工に用いられる、請求項1~3のいずれか一項に記載に記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨パッドに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ガラス、半導体、セラミック、及び電子部品基盤等の研磨加工を行うための研磨装置に取付ける研磨材に用いられる、研磨パッドが知られている。例えば、特許文献1には、半導体の研磨加工を行うための研磨パッドとして、20gf/cm
2
の圧力下において、シリコン酸化膜に対する動摩擦係数μ
0
が0.1~0.4であり、シリコン窒化膜に対する動摩擦係数μ
N
が0.5~0.7である研磨パッドが開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開番号第2021-065619号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
生産リードタイムを短縮するため、研磨装置による研磨加工では、短時間での大きな加工量、すなわち高い研磨レートが求められる場合がある。そのため、研磨加工では、より高い研磨レートを実現するための研磨パッドの開発が望まれている。
【0005】
研磨レートを向上させるため、研磨対象物と研磨パッドの接触面における圧力を高め、研磨加工を行うことが考えられる。しかし、高圧力下で研磨加工を行うと、研磨パッドの摩耗量が増加し、研磨材の交換頻度が高まる。その結果、研磨材の交換に伴う内段取りの増加により、逆に、生産リードタイムが長くなる恐れがある。また、研磨材の交換頻度の増加は、生産コストの増加にもつながる。
【0006】
そこで、本発明は、所定の圧力下において、優れた研磨レートを有する研磨パッドを提供することを目的とする。すなわち、同一の圧力下における研磨加工において、本発明の研磨パッドは、従来の研磨パッドに比べ、高い研磨レートを実現することが可能となる。
【課題を解決するための手段】
【0007】
(1)本発明の研磨パッドは、基材と、砥粒及びバインダを含み、上記基材に積層される研磨層と、を有し、ガラスと上記研磨層とが、20gf/cm
2
の圧力で接触している状態において、上記ガラスまたは上記研磨層が、上記ガラスと上記研磨層との接触面上で、等速直線運動した際に、上記等速直線運動の開始0.2秒後から1.0秒後までの0.8秒間の動摩擦係数の平均値が1.0以上である。
上記(1)に記載の研磨パッドによれば、所定の圧力下の研磨加工において、優れた研磨レートを実現することが可能となる。
【0008】
(2)上記砥粒のメジアン径が20μm以上600μm以下である、(1)に記載の研磨パッド。
【0009】
(3)上記研磨層に含まれる砥粒の含有量が、0.05体積%以上20.0体積%未満である、(1)又は(2)に記載の研磨パッド。
【0010】
(4)上記砥粒がダイヤモンド砥粒である、(1)~(3)のいずれか一つに記載の研磨パッド。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
バンドー化学株式会社
積層フィルム及び積層フィルムの製造方法
3日前
バンドー化学株式会社
接着剤組成物、接着構造体及びベルト
16日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
株式会社精工技研
研磨装置および研磨方法
18日前
株式会社IHI
ブラストガン
2か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
日本特殊研砥株式会社
超弾性砥石
12日前
NTN株式会社
加工装置
1か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社ディスコ
加工具
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
25日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
研磨装置
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ