TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024136430
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023047546
出願日
2023-03-24
発明の名称
研磨パッド及びその製造方法
出願人
ノリタケ株式会社
代理人
弁理士法人ぱてな
主分類
B24D
11/00 20060101AFI20240927BHJP(研削;研磨)
要約
【課題】研磨後の研磨液の管理を簡素化できるとともに、研磨後の被研磨物の洗浄工程を簡素化できる等の研磨パッドの有利な効果を維持しつつ、より優れた研磨能力を発揮可能な研磨パッドを提供する。
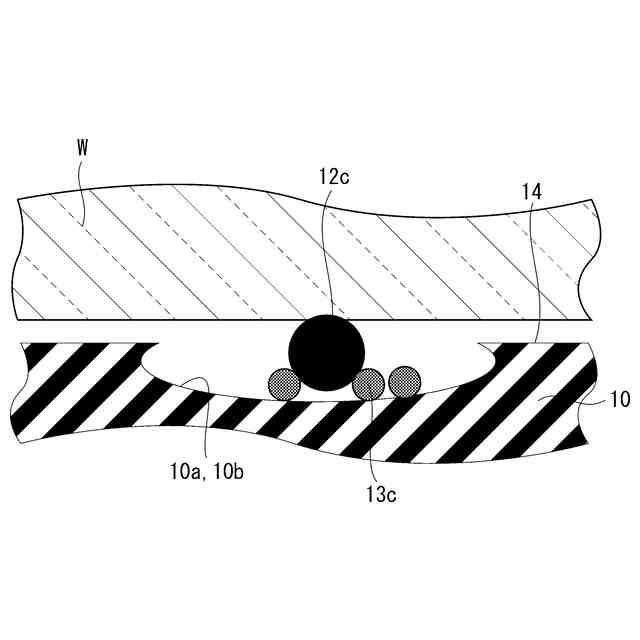
【解決手段】本発明の研磨パッドでは、被研磨物Wは、非晶質、結晶質又は非晶質結晶質複合材料の固体からなる。各研磨粒子12、13は、被研磨物Wに対して化学機械研磨作用を有する主特定粒子12と、主特定粒子12よりビッカース硬度が大きく、被研磨物Wよりビッカース硬度が同等乃至小さい副特定粒子13とを含む。
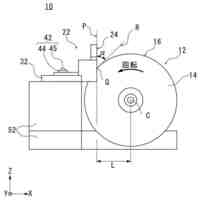
【選択図】図4
特許請求の範囲
【請求項1】
樹脂を主成分とし、複数の細孔が形成された母材と、前記母材内又は前記細孔内に保持された無数の研磨粒子とを有し、被研磨物を研磨する研磨面を構成する研磨パッドであって、
前記被研磨物は、非晶質、結晶質又は非晶質結晶質複合材料の固体からなり、
各前記研磨粒子は、前記被研磨物に対して化学機械研磨作用を有する主特定粒子と、前記主特定粒子よりビッカース硬度が大きく、前記被研磨物よりビッカース硬度が同等乃至小さい副特定粒子とを含むことを特徴とする研磨パッド。
続きを表示(約 1,100 文字)
【請求項2】
前記副特定粒子は前記主特定粒子より小径である請求項1記載の研磨パッド。
【請求項3】
前記主特定粒子は0.06~1.71μmであり、前記副特定粒子は0.01~5.00μmである請求項2記載の研磨パッド。
【請求項4】
前記被研磨物は、水晶又は合成石英であり、
前記主特定粒子はセリア粒子であり、前記副特定粒子はシリカ粒子である請求項1又は2記載の研磨パッド。
【請求項5】
前記セリア粒子は45体積%以上、85体積%以下であり、
前記シリカ粒子は15体積%以上、55体積%以下である請求項4記載の研磨パッド。
【請求項6】
前記母材には、前記研磨面に開口可能であり、複数の前記細孔と連通しつつ、各前記細孔より容積が大きい大気孔が形成され、
前記研磨面に所定の荷重で前記被研磨物を押し付けつつ、前記被研磨物と相対移動することによって前記被研磨物を研磨している間、前記大気孔内には前記母材又は前記細孔から前記主特定粒子及び前記副特定粒子が補充されるとともに、前記大気孔内に滞留する前記主特定粒子及び前記副特定粒子が前記研磨面に移動する請求項1記載の研磨パッド。
【請求項7】
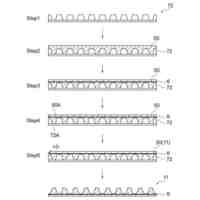
母材樹脂と、研磨粒子と、溶剤とを含むペーストを用意する第1工程と、
前記ペーストをシート状の成形体に成形する第2工程と、
前記成形体を置換液中に浸漬し、前記成形体中の前記溶剤を前記置換液で置換して細孔を形成して置換体を得る第3工程と、
前記置換体から前記置換液を除去し、前記母材樹脂を主成分とし、複数の細孔が形成された母材と、前記母材又は前記細孔内に保持された無数の研磨粒子とを有する研磨パッドを得る第4工程とを備え、
各前記研磨粒子は、非晶質、結晶質又は非晶質結晶質複合材料の固体に対して化学機械研磨作用を有する主特定粒子と、前記主特定粒子よりビッカース硬度が大きく、前記固体よりビッカース硬度が同等乃至小さい副特定粒子とを含むことを特徴とする研磨パッドの製造方法。
【請求項8】
前記第1工程は、前記主特定粒子と、前記溶剤とを含む第1ペーストを得る第1混合工程と、
前記副特定粒子と、前記溶剤とを含む第2ペーストを得る第2混合工程と、
前記母材樹脂、前記第1ペースト及び前記第2ペーストを含む前記ペーストを得る第3混合工程とを有している請求項7記載の研磨パッドの製造方法。
【請求項9】
前記ペーストは、前記第3工程において、複数の前記細孔と連通しつつ、各前記細孔より容積が大きい無数の大気孔を形成可能な気孔形成剤を含む請求項7又は8記載の研磨パッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッド及びその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
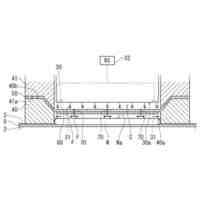
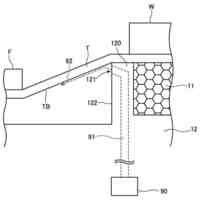
特許文献1~3に従来の研磨パッドが開示されている。これらの研磨パッドは、図9に示すように、母材90と、無数の研磨粒子92とを有している。母材90は、樹脂を主成分とし、複数の細孔90aが形成されている。樹脂としては、ポリフッ化ビニリデン、エポキシ樹脂、PES(ポリエーテルスルホン)等が用いられている。研磨粒子92は、シリカ等からなり、母材90内又は細孔90a内に保持されている。
【0003】
これらの研磨パッドは、第1工程、第2工程、第3工程及び第4工程を経て製造される。第1工程では、母材樹脂と、研磨粒子92と、溶剤とを含むペーストを用意する。第2工程では、ペーストをシート状の成形体に成形する。第3工程では、成形体を置換液中に浸漬し、成形体中の溶剤を置換液で置換して細孔90aを形成して置換体を得る。第4工程では、置換体から置換液を除去し、研磨パッドを得る。研磨パッドは、被研磨物Wを研磨する際、ドレッサ等によって表面及び/又は裏面がドレッシングされて研磨面94が構成される。
【0004】
こうして得られた研磨パッドは、研磨粒子92を母材90が半固定で保持していることから、研磨粒子92を含まない研磨液や単なる水を研磨液として採用しつつ、CMP(Chemical Mechanical Polishing:化学的機械的研磨)法による研磨方法を実行できる。この場合、研磨粒子を含まないパッドを用いつつ、研磨粒子を含む研磨液を用いる遊離砥粒研磨方法と比較し、研磨後の研磨液の管理を簡素化できるとともに、研磨後の被研磨物の洗浄工程を簡素化できる等の有利な効果を奏する。
【先行技術文献】
【特許文献】
【0005】
特開2011-49256号公報
特開2021-61306号公報
特許6243009号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
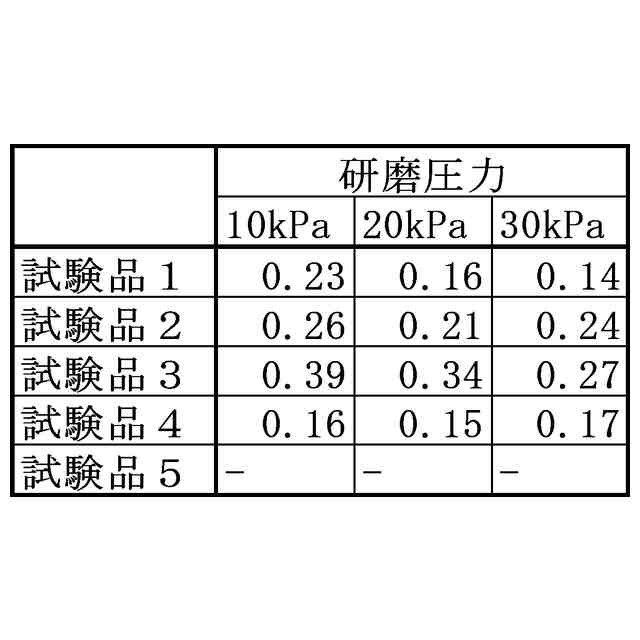
しかし、上記従来の研磨パッドにはより優れた研磨能力の発揮が望まれる。すなわち、従来の研磨パッドは、被研磨物の時間当たりの研磨量を大きくするために研磨圧力を高くしても、研磨レートが十分に高くなり難い。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであって、研磨後の研磨液の管理を簡素化できるとともに、研磨後の被研磨物の洗浄工程を簡素化できる等の研磨パッドの有利な効果を維持しつつ、より優れた研磨能力を発揮可能な研磨パッドを提供することを解決すべき課題としている。
【課題を解決するための手段】
【0008】
本発明の研磨パッドは、樹脂を主成分とし、複数の細孔が形成された母材と、前記母材内又は前記細孔内に保持された無数の研磨粒子とを有し、被研磨物を研磨する研磨面を構成する研磨パッドであって、
前記被研磨物は、非晶質、結晶質又は非晶質結晶質複合材料の固体からなり、
各前記研磨粒子は、前記被研磨物に対して化学機械研磨作用を有する主特定粒子と、前記主特定粒子よりビッカース硬度が大きく、前記被研磨物よりビッカース硬度が同等乃至小さい副特定粒子とを含むことを特徴とする。
【0009】
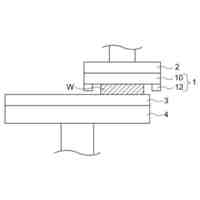
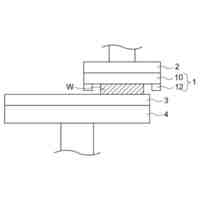
発明者らの試験によれば、本発明の研磨パッドでは、被研磨物の時間当たりの研磨量を大きくするために研磨圧力を高くすれば、研磨レートも十分に高くなる。すなわち、この研磨パッドは、研磨面に所定の荷重で被研磨物を押し付けつつ、被研磨物と相対移動すれば、主特定粒子が被研磨物を化学機械研磨する。その間、副特定粒子は、主特定粒子よりビッカース硬度が大きいため、主特定粒子を母材内又は細孔内で支持すると推察される。この際、副特定粒子は、被研磨物よりビッカース硬度が同等乃至小さいため、被研磨物を研磨せず、被研磨物にスクラッチを生じない。
【0010】
また、この研磨パッドも、上記従来の研磨パッドと同様、研磨粒子を母材が半固定で保持していることから、研磨粒子を含まない研磨液や単なる水を研磨液として採用しつつ、CMP法による研磨方法を実行できる。このため、この研磨パッドで被研磨物の研磨を行えば、遊離砥粒研磨方法で被研磨物の研磨を行う場合と比較し、研磨後の研磨液の管理を簡素化できるとともに、研磨後の被研磨物の洗浄工程を簡素化できる等の有利な効果を奏する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ノリタケ株式会社
感光性組成物およびその利用
18日前
株式会社東京精密
CMP装置
1か月前
株式会社ノンアス
湿潤集塵装置
1か月前
日清工業株式会社
両頭平面研削盤
9日前
三重電子株式会社
タイヤ研磨装置
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社ナノテム
砥石
17日前
株式会社ナノテム
砥石
1か月前
株式会社東京精密
リテーナリングの組立方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
16日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
ファクトリーファイブ株式会社
破損検出機構
17日前
信越半導体株式会社
研磨布の洗浄方法
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
16日前
株式会社ディスコ
研磨装置
16日前
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研削装置
26日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
株式会社ディスコ
加工装置
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
トーヨーエイテック株式会社
立形研削盤
3日前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
ニッタ・デュポン株式会社
研磨パッド
1か月前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
1か月前
株式会社荏原製作所
研磨方法および研磨装置
10日前
株式会社荏原製作所
研磨方法および研磨装置
24日前
株式会社荏原製作所
研磨装置および研磨方法
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ