TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024140929
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023052305
出願日
2023-03-28
発明の名称
単粒研磨評価方法及び単粒研磨評価装置
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
B24B
49/12 20060101AFI20241003BHJP(研削;研磨)
要約
【課題】#140以下の粒度(JISB4130)を有する砥粒単体の研磨性能を評価できる、単粒研磨評価方法及び単粒研磨評価装置を提供する。
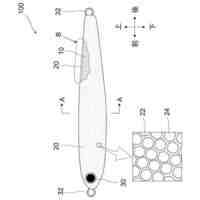
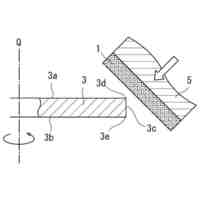
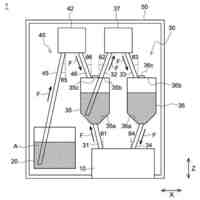
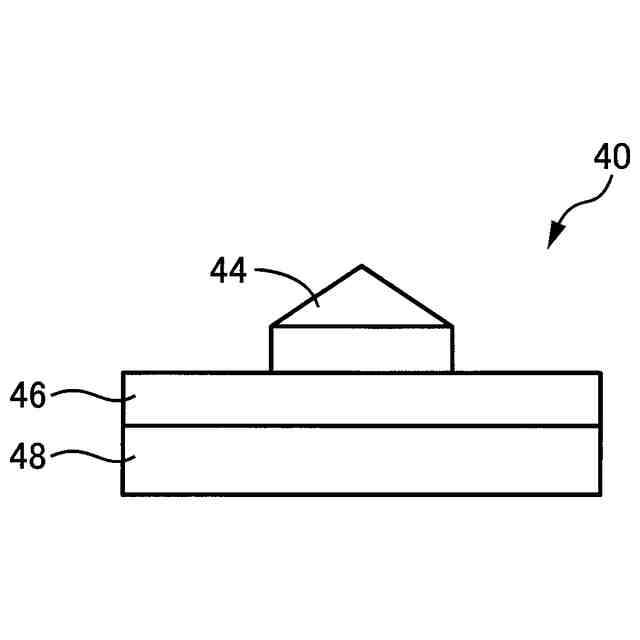
【解決手段】#140以下の粒度の粒径を有する単体の砥粒44が一定荷重で被研磨部材38の一面に押圧されつつ、単体の砥粒44が被研磨部材38の一面内の一方向に相対移動させられ、被研磨部材38の一面に形成された単体の砥粒44の研磨痕Kに基づいて、単体の砥粒44の被研磨部材38に対する研磨性能が評価される。これにより、#140以下の粒度を有する単体の砥粒44の研磨性能を評価でき、研磨工具についての開発が速やかとなる。
【選択図】図3
特許請求の範囲
【請求項1】
粒度が#140(JISB4130)の砥粒の粒径以下の粒径を有する砥粒単体の被研磨部材に対する研磨性能を評価する単粒研磨評価方法であって、
前記砥粒単体を一定荷重で前記被研磨部材の一面に押圧しつつ、前記砥粒単体を前記被研磨部材の一面内の一方向に相対移動させ、
前記被研磨部材の一面に形成された前記砥粒単体の研磨痕に基づいて、前記砥粒単体の前記被研磨部材に対する研磨性能を評価する
ことを特徴とする単粒研磨評価方法。
続きを表示(約 690 文字)
【請求項2】
前記砥粒単体の前記被研磨部材に対する研磨性能は、レーザ顕微鏡により観察された、前記被研磨部材の一面に形成された研磨痕の深さに基づいて評価される
ことを特徴とする請求項1の単粒研磨評価方法。
【請求項3】
前記砥粒単体の前記被研磨部材に押圧される一定荷重は、1~10Nである
ことを特徴とする請求項1の単粒研磨評価方法。
【請求項4】
粒度が#140(JISB4130)の砥粒の粒径以下の粒径を有する砥粒単体の被研磨部材に対する研磨性能を評価する単粒研磨評価装置であって、
前記被研磨部材を載置し、前記被研磨部材の一面内の一方向に移動可能に設けられた移動テーブルと、
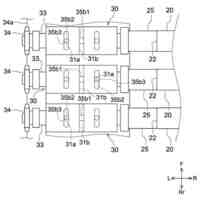
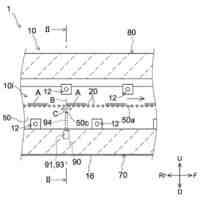
前記砥粒単体が固定された砥粒固定部材を前記移動テーブルに載置された前記被研磨部材の一面に向かって移動可能に保持し、前記砥粒固定部材を一定が荷重で前記被研磨部材の一面に向かって付勢する砥粒付勢装置と、
前記移動テーブルを前記被研磨部材の一面内の一方向に移動させる移動テーブル駆動装置と、を含む
ことを特徴とする単粒研磨評価装置。
【請求項5】
前記砥粒単体の前記被研磨部材に対する研磨性能は、レーザ顕微鏡により観察された、前記被研磨部材の一面に形成された研磨痕の深さに基づいて評価される
ことを特徴とする請求項4の単粒研磨評価装置。
【請求項6】
前記砥粒単体の前記被研磨部材に押圧される一定荷重は、1~10Nである
ことを特徴とする請求項4の単粒研磨評価装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、砥粒自体の研磨能力を単粒で評価する単粒研磨評価方法及び単粒研磨評価装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
パワー半導体に用いるSiC、GaNなどの難研磨材料を研磨する技術が注目されている。このような難研磨材料を高精度で研磨する需要が高まっている。これに対して、SiC基板の表面加工装置及び表面加工方法(特許文献1)や研磨組成物(特許文献2)が提案されている。
【0003】
これらは、砥粒を含む研磨組成物を用いて機械的に研磨することに加えて、電解液等を用いて化学的に研磨する、所謂CMP研磨に関するものである。
【先行技術文献】
【特許文献】
【0004】
特開2022-180854号公報
特開2022-188798号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
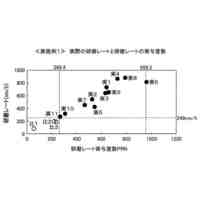
上記の引用文献1及び引用文献2に記載の技術は、砥粒を含む研磨組成物及び電解液の総合的な研磨作用を評価するものであることから、砥粒或いは砥粒を用いた研磨工具を開発する上で、砥粒自体の研磨能力についての直接的な評価情報がなく、砥粒の選定に困難性があり、開発期間が長くなっていた。特に#140以下の粒度(平均粒径105μm:JISB4130)を有する砥粒を用いた研磨工具についての開発に困難性があった。
【0006】
本発明は以上の事情を背景として為されたものであり、その目的とするところは、粒度が#140の砥粒の粒径以下の粒度を有する砥粒単体の研磨性能を評価できる、単粒研磨評価方法及び単粒研磨評価装置を提供することにある。
【課題を解決するための手段】
【0007】
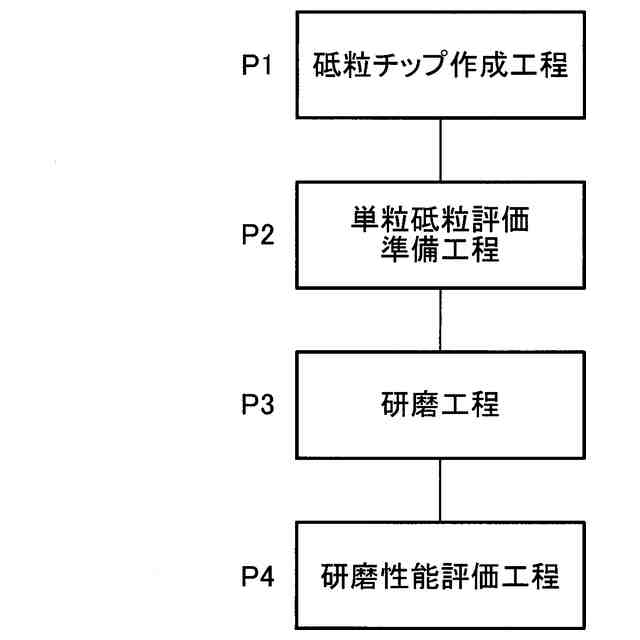
第1発明の要旨とするところは、(a)粒度が#140(JISB4130)の砥粒の粒径以下の粒径を有する砥粒単体の被研磨部材に対する研磨性能を評価する単粒研磨評価方法であって、(b)前記砥粒単体を一定荷重で前記被研磨部材の一面に押圧しつつ、前記砥粒単体を前記被研磨部材の一面内の一方向に相対移動させ、(c)前記被研磨部材の一面に形成された前記砥粒単体の研磨痕に基づいて、前記砥粒単体の前記被研磨部材に対する研磨性能を評価することにある。
【0008】
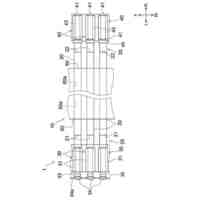
第2発明の要旨とするところは、(a)粒度が#140(JISB4130)の砥粒の粒径以下の粒径を有する砥粒単体の被研磨部材に対する研磨性能を評価する単粒研磨評価装置であって、(b)前記被研磨部材を載置し、前記被研磨部材の一面内の一方向に移動可能に設けられた移動テーブルと、(c)前記砥粒単体が固定された砥粒固定部材を前記移動テーブルに載置された前記被研磨部材の一面に向かって移動可能に保持し、前記砥粒固定部材を一定が荷重で前記被研磨部材の一面に向かって付勢する砥粒付勢装置と、(d)前記移動テーブルを前記被研磨部材の一面内の一方向に移動させる移動テーブル駆動装置と、を含むことにある。
【発明の効果】
【0009】
第1発明の単粒研磨評価方法によれば、前記#140の砥粒の粒径以下の粒径を有する砥粒単体が一定荷重で前記被研磨部材の一面に押圧されつつ、前記砥粒単体が前記被研磨部材の一面内の一方向に相対移動させられ、前記被研磨部材の一面に形成された前記砥粒単体の研磨痕に基づいて、前記砥粒単体の前記被研磨部材に対する研磨性能が評価される。これにより、#140の砥粒の粒径以下の粒径を有する砥粒単体の研磨性能を評価でき、研磨工具についての開発が速やかとなる。
【0010】
第2発明の単粒研磨評価装置によれば、砥粒付勢装置により、砥粒固定部材を一定が荷重で前記移動テーブルに載置された被研磨部材の一面に向かって付勢された状態で、移動テーブル駆動装置により移動テーブルが駆動されると、前記#140の砥粒の粒径以下の粒径を有する砥粒単体が一定荷重で前記被研磨部材の一面に押圧されつつ、前記砥粒単体が前記被研磨部材の一面内の一方向に相対移動させられる。これにより、#140の砥粒の粒径以下の粒径を有する砥粒単体の研磨性能を評価でき、研磨工具についての開発が速やかとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ノリタケ株式会社
複合体
3日前
ノリタケ株式会社
連続加熱炉
13日前
ノリタケ株式会社
連続加熱炉
13日前
ノリタケ株式会社
連続加熱炉
13日前
ノリタケ株式会社
連続加熱炉
13日前
ノリタケ株式会社
焼成用治具
3日前
ノリタケ株式会社
焼成用治具
3日前
ノリタケ株式会社
ニッケル粉末
1か月前
ノリタケ株式会社
ロータリーキルン
1か月前
ノリタケ株式会社
ロータリーキルン
9日前
ノリタケ株式会社
ダイヤモンドルアー
1か月前
ノリタケ株式会社
インクジェットインク
2日前
ノリタケ株式会社
粉体材料およびその利用
1か月前
ノリタケ株式会社
無機赤色顔料およびその利用
2日前
ノリタケ株式会社
研磨パッド及びその製造方法
9日前
ノリタケ株式会社
感光性組成物およびその利用
16日前
ノリタケ株式会社
無機赤色顔料およびその利用
2日前
ノリタケ株式会社
ダイヤモンド砥粒の製造方法
4日前
ノリタケ株式会社
添加剤および金属の製造方法
1か月前
ノリタケ株式会社
ダイヤモンド砥粒の製造方法
4日前
ノリタケ株式会社
連続加熱炉およびローラ支持体
13日前
ノリタケ株式会社
研磨パッド及びウェハ研磨方法
1か月前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
3日前
ノリタケ株式会社
導電性インク用インクジェット装置
2日前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
3日前
ノリタケ株式会社
粉体材料、および粉体材料の製造方法
2日前
ノリタケ株式会社
導電ペーストの製造方法および電子部品
2日前
ノリタケ株式会社
ニッケル粉末の製造方法およびその利用
1か月前
ノリタケ株式会社
ニッケル粉末の製造方法およびその利用
1か月前
ノリタケ株式会社
研磨パッド及びウェハのノッチ研磨方法
1か月前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
3日前
ノリタケ株式会社
半導体ウエハーの研磨パッド及び研磨方法
24日前
ノリタケ株式会社
2液混合用マイクロスタティックミキサー
1か月前
ノリタケ株式会社
2液混合用マイクロスタティックミキサー
1か月前
ノリタケ株式会社
複合材料、粉体材料および複合材料の製造方法
2日前
ノリタケ株式会社
複合材料、粉体材料および複合材料の製造方法
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ