TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024132732
公報種別
公開特許公報(A)
公開日
2024-10-01
出願番号
2023043630
出願日
2023-03-17
発明の名称
CMP装置
出願人
株式会社東京精密
代理人
個人
主分類
B24B
37/30 20120101AFI20240920BHJP(研削;研磨)
要約
【課題】スラリーのワークへの固着を抑制可能なCMP装置を提供する。
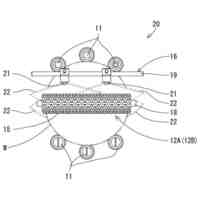
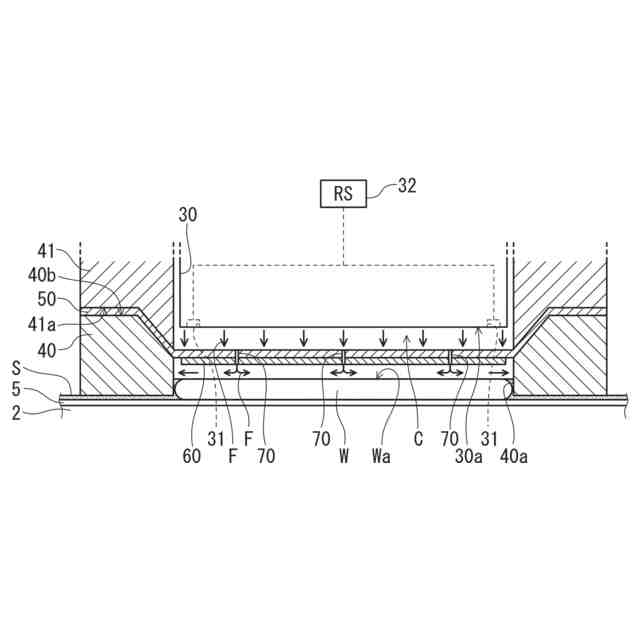
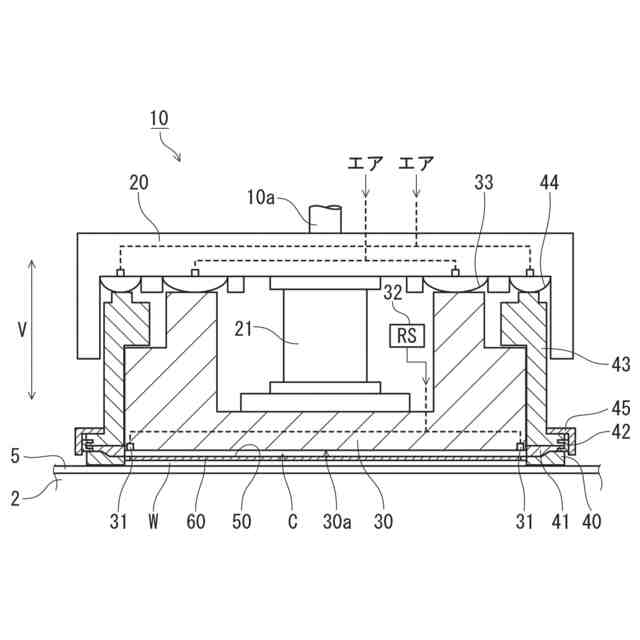
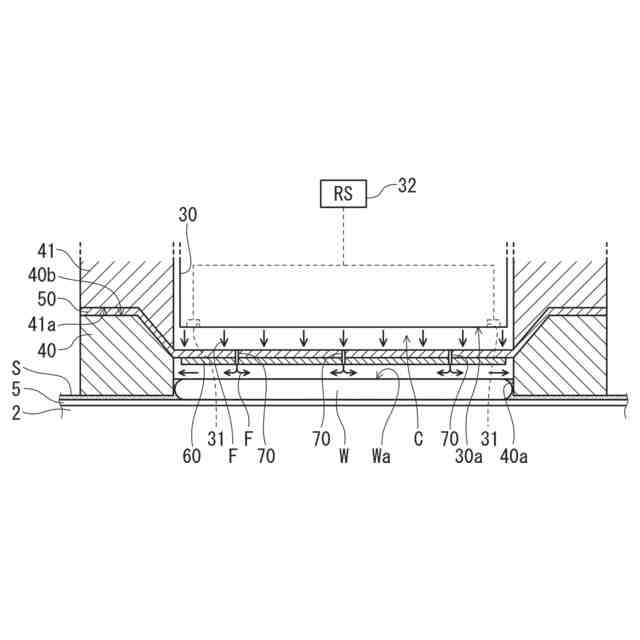
【解決手段】CMP装置1は、ワークWを収容可能な収容ポケット40aが中央に形成され、キャリア30の下端を囲繞するように設けられた略円環状のリテーナリング40と、リテーナリング40に周縁が把持されて、キャリア30との間に圧力伝搬室Cを形成するメンブレンフィルム50と、収容ポケット40a内でメンブレンフィルム50に接合され、ワークWを保持可能なバッキングフィルム60と、圧力伝搬室Cに保湿水を含む加圧流体を供給する流体供給源32と、を備え、ワークWが研磨される際に、加圧流体は、圧力伝搬室Cと収容ポケット40aとを連通するようにメンブレンフィルム50及びバッキングフィルム60に形成された連通孔70を介して収容ポケット40a内に供給される。
【選択図】図3
特許請求の範囲
【請求項1】
ワークを研磨パッドに押し当てて研磨するCMP装置であって、
前記ワークを収容可能な収容ポケットが中央に形成され、キャリアの下端を囲繞するように設けられた略円環状のリテーナリングと、
前記リテーナリングに周縁が把持されて、前記キャリアとの間に圧力伝搬室を形成するメンブレンフィルムと、
前記収容ポケット内で前記メンブレンフィルムに接合され、前記ワークを保持可能なバッキングフィルムと、
前記圧力伝搬室に保湿水を含む加圧流体を供給する流体供給源と、
を備え、
前記ワークが研磨される際に、前記加圧流体は、前記圧力伝搬室と前記収容ポケットとを連通するように前記メンブレンフィルム及び前記バッキングフィルムに形成された連通孔を介して前記収容ポケット内に供給されることを特徴とするCMP装置。
続きを表示(約 200 文字)
【請求項2】
前記加圧流体は、前記ワークが研磨される際に、前記ワークと前記バッキングフィルムとの間に満たされていることを特徴とする請求項1記載のCMP装置。
【請求項3】
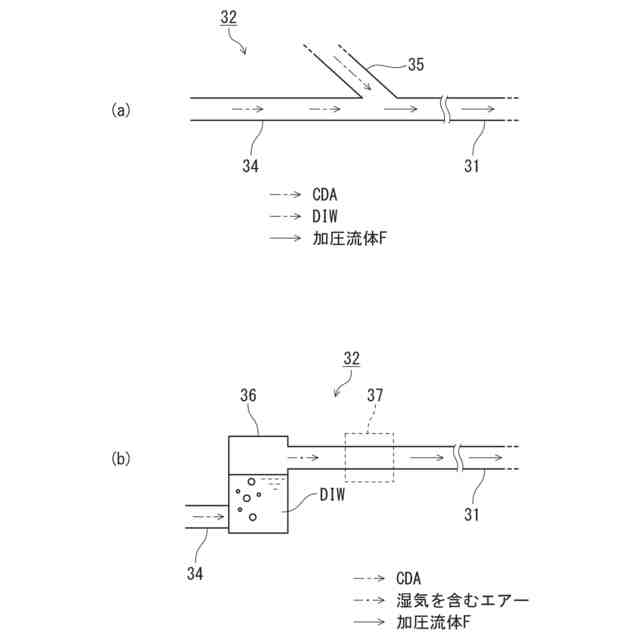
前記加圧流体は、DIWと圧縮空気とを混合して成るミストエアーであることを特徴とする請求項1記載のCMP装置。
【請求項4】
前記加圧流体は、DIWであることを特徴とする請求項1記載のCMP装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェハを研磨するCMP装置に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」という)を研磨して平坦化するCMP装置が知られている。
【0003】
特許文献1記載の研磨装置は、化学的機械的研磨、いわゆるCMP(Chemical Mechanical Polishing)技術を適用した、エアーフロート方式のCMP装置が開示されている。このCMP装置では、研磨時に、研磨ヘッドのキャリアとゴムシートとの間に形成されたエア室にエアが導入されて圧力流体層が形成され、この圧力流体層を介してウェハの表面(被研磨面)を研磨布に押し付ける。
【先行技術文献】
【特許文献】
【0004】
特開2001-212754号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1記載のCMP装置を用いて難加工性材料から成るウェハを研磨する場合、高圧・高回転で長時間に亘って研磨を行うため、ウェハ温度が過度に上昇して、ウェハに付着したスラリーが蒸発してウェハに固着するという問題があった。さらに、ゴムシートの穴から噴き出たエアが、ウェハとゴムシートとの間に回り込んだスラリーを乾燥させると、スラリーがウェハにさらに固着し易いという問題があった。
【0006】
そこで、スラリーのワークへの固着を抑制するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るCMP装置は、ワークを研磨パッドに押し当てて研磨するCMP装置であって、前記ワークを収容可能な収容ポケットが中央に形成され、キャリアの下端を囲繞するように設けられた略円環状のリテーナリングと、前記リテーナリングに周縁が把持されて、前記キャリアとの間に圧力伝搬室を形成するメンブレンフィルムと、前記収容ポケット内で前記メンブレンフィルムに接合され、前記ウェハを保持可能なバッキングフィルムと、前記圧力伝搬室に保湿水を含む加圧流体を供給する流体供給源と、を備え、前記ワークが研磨される際に、前記加圧流体は、前記圧力伝搬室と前記収容ポケットとを連通するように前記リテーナリング及び前記バッキングフィルムに形成された連通孔を介して前記収容ポケット内に供給される。
【発明の効果】
【0008】
本発明は、保湿水を含む加圧流体が連通孔を介して収容ポケット内に供給されることにより、ワークの乾燥及びワークの温度上昇が抑制されるため、スラリーのワークへの固着を抑制することができる。
【図面の簡単な説明】
【0009】
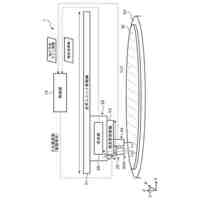
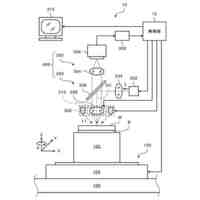
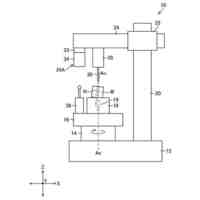
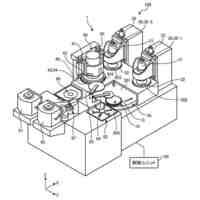
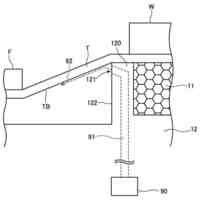
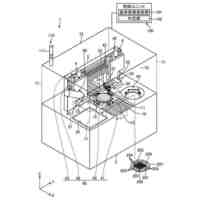
本発明の一実施例に係るウェハ吸着装置を適用したウェハ研磨装置を模式的に示す斜視図。
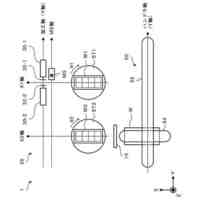
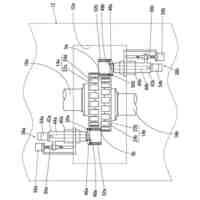
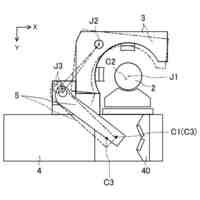
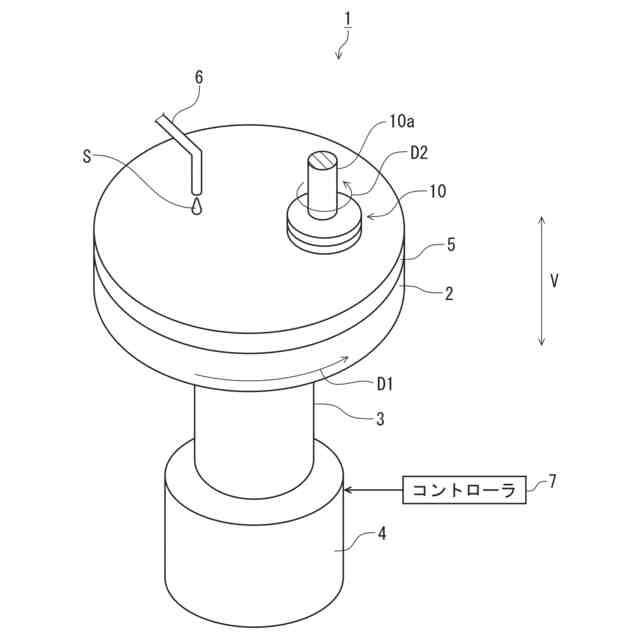
研磨ヘッドを模式的に示す縦断面図。
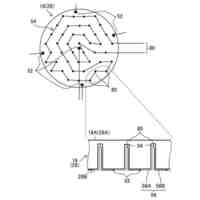
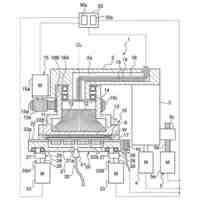
研磨ヘッドの要部を模式的に示す縦断面図。
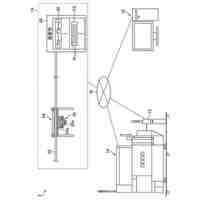
保湿水を含む加圧流体を生成する流体供給源の構造を示す模式図。
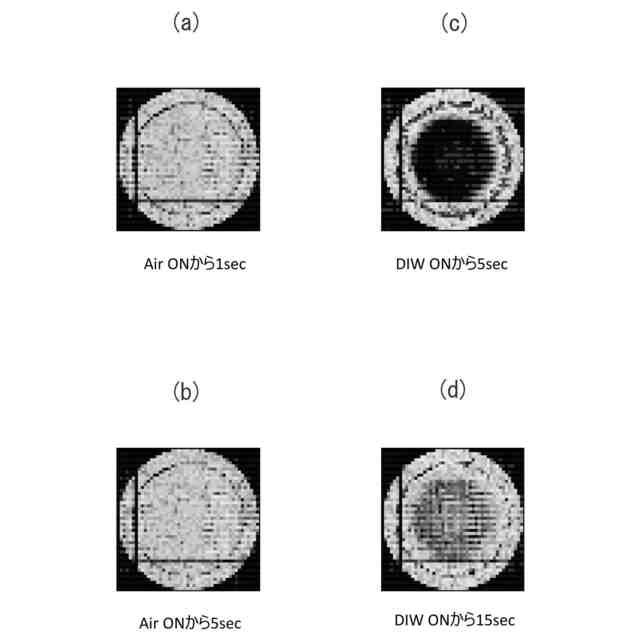
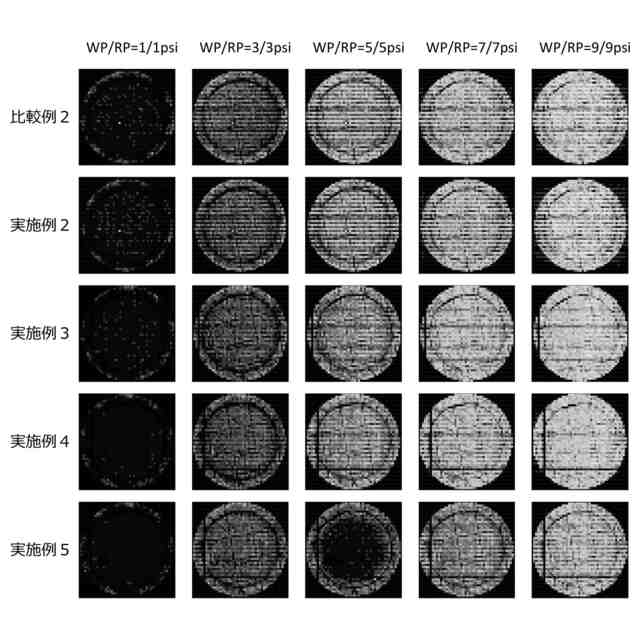
実験例1の圧力分布を示す画像。
実験例2の圧力分布を示す画像。
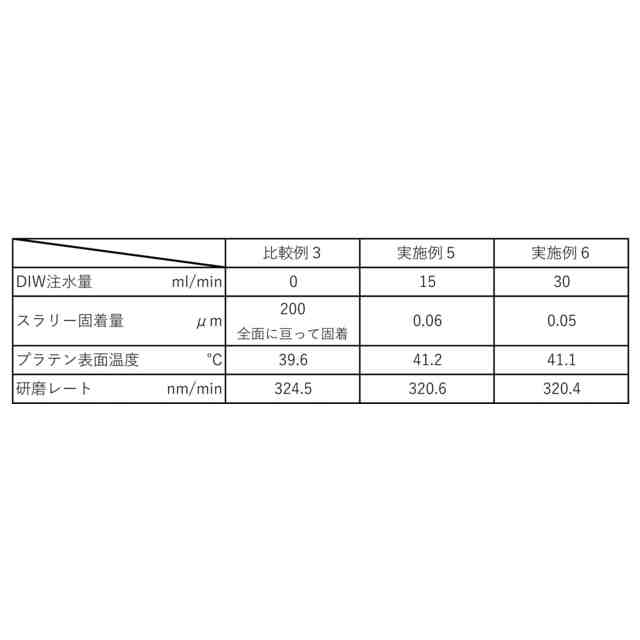
実験例3のスラリー固着量、プラテン表面温度及び研磨レートを示す表。
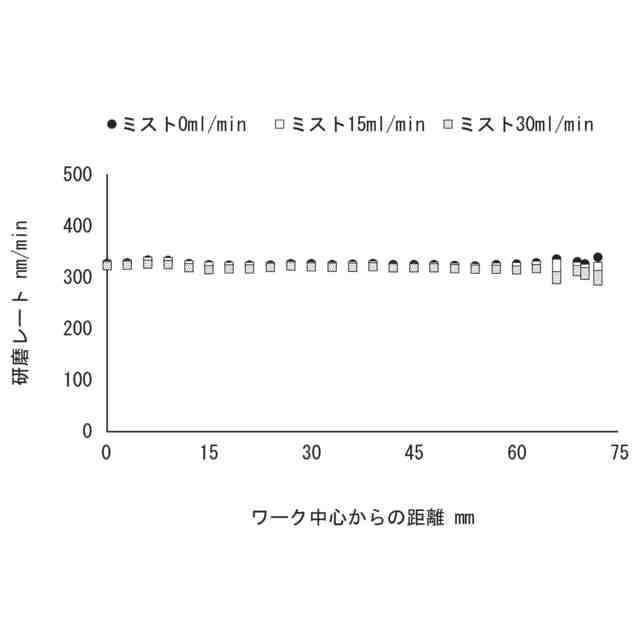
実験例3の研磨プロファイルを示すグラフ。
【発明を実施するための形態】
【0010】
本発明の実施形態について図面に基づいて説明する。なお、以下では、構成要素の数、数値、量、範囲等に言及する場合、特に明示した場合及び原理的に明らかに特定の数に限定される場合を除き、その特定の数に限定されるものではなく、特定の数以上でも以下でも構わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
保管ロッカー及び保管システム
10日前
株式会社東京精密
レーザ照射装置及び方法並びにレーザ加工装置
3日前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
9日前
株式会社東京精密
ブラシ洗浄装置
9日前
株式会社東京精密
形状測定機の校正方法
5日前
株式会社東京精密
ワーク検査方法及び装置
13日前
株式会社東京精密
アライメント装置及び方法
9日前
株式会社東京精密
内面形状測定機、及び内面形状測定機のアライメント方法
3日前
株式会社東京精密
ウェハテストシステム、プローブカード交換方法、及びプローバ
24日前
日清工業株式会社
両頭平面研削盤
9日前
株式会社松風
歯科用研磨材
1か月前
株式会社ナノテム
砥石
1か月前
株式会社ナノテム
砥石
17日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
16日前
信越半導体株式会社
研磨布の洗浄方法
1か月前
ファクトリーファイブ株式会社
破損検出機構
17日前
住友重機械工業株式会社
研削制御装置及び研削方法
16日前
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研磨装置
16日前
株式会社ディスコ
研削装置
26日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
加工装置
1か月前
トーヨーエイテック株式会社
立形研削盤
3日前
株式会社荏原製作所
研磨方法および研磨装置
10日前
株式会社荏原製作所
研磨装置および研磨方法
3日前
株式会社荏原製作所
研磨方法および研磨装置
24日前
株式会社錦
研磨ブラシ、及びその製造方法
1か月前
ニューエイジア カンパニー リミテッド
パイプ内面研磨装置
2日前
株式会社ディスコ
保持具及びケース
25日前
株式会社ディスコ
被加工物の研削方法
26日前
株式会社ディスコ
加工装置及び汚れ監視方法
1か月前
ソウ テクノロジー カンパニー、リミテッド
資材研削方法
1か月前
株式会社荏原製作所
パッド表面判定方法およびパッド表面判定システム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ