TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162455
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077969
出願日
2023-05-10
発明の名称
レーザ照射装置及び方法並びにレーザ加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/046 20140101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 ワークのレーザ照射面の検出結果にレーザ光の集光点を確実に追従させることが可能なレーザ照射装置及び方法を提供する。
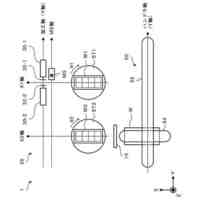
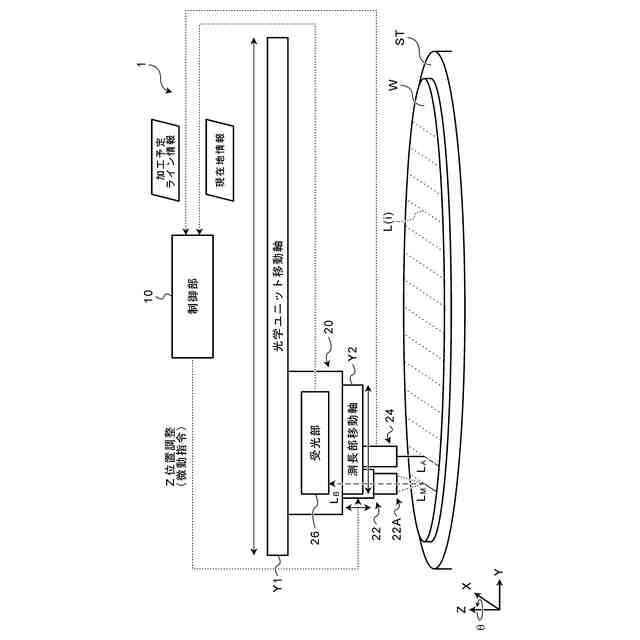
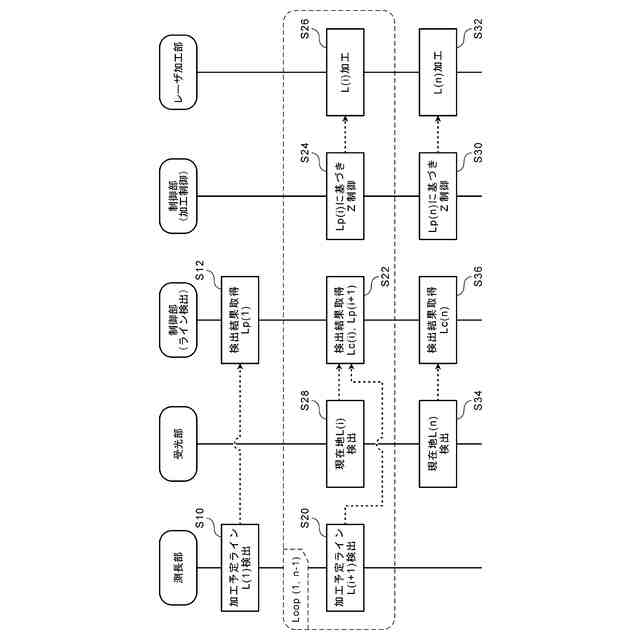
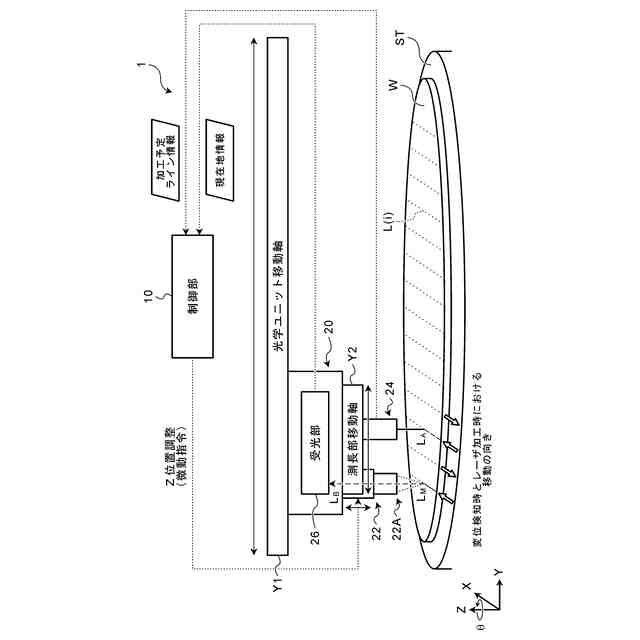
【解決手段】 レーザ照射方法は、レーザ照射部(22)とともに主走査方向に移動可能に設けられ、レーザ照射部に対して副走査方向に先行する位置に設けられた測長部(24)から、照射ラインよりも副走査方向に先行する照射ラインである照射予定ラインに測距用レーザ光を集光させてワークのレーザ照射面の高さ位置を検出するステップと、測長部により検出したワークのレーザ照射面の高さ位置の検出結果から取得した照射予定ライン情報に基づいて、照射予定ラインを新たな照射予定ラインとしてレーザ照射部からレーザ光を照射する際に、レーザ照射部から照射するレーザ光の集光点の高さ位置を制御するステップとを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
ワークのレーザ照射面において主走査方向に伸びる照射ラインにレーザ光を照射するレーザ照射部と、
前記レーザ照射部とともに主走査方向に移動可能に設けられ、前記レーザ照射部に対して副走査方向に先行する位置に設けられた測長部であって、前記照射ラインよりも前記副走査方向に先行する照射ラインである照射予定ラインに測距用レーザ光を集光させて前記ワークのレーザ照射面の高さ位置を検出する測長部と、
前記測長部により検出した前記ワークのレーザ照射面の高さ位置の検出結果から取得した照射予定ライン情報に基づいて、前記照射予定ラインを新たな照射予定ラインとして前記レーザ照射部から前記レーザ光を照射する際に、前記レーザ照射部から照射する前記レーザ光の集光点の高さ位置を制御する制御部と、
を備えるレーザ照射装置。
続きを表示(約 800 文字)
【請求項2】
前記照射ラインと前記照射予定ラインの間の間隔に応じて、前記レーザ照射部と前記測長部との間の前記副走査方向の間隔を調整するための移動軸を備える請求項1に記載のレーザ照射装置。
【請求項3】
前記レーザ照射部と前記測長部との間の前記副走査方向の間隔を調整するための移動軸を備え、
前記測長部により前記照射予定ラインの高さ位置を検出する際の主走査方向に沿う移動の向きが、前記照射予定ラインを新たな照射予定ラインとして前記レーザ照射部から前記レーザ光を照射する際の移動の向きと同じになるように、前記レーザ照射部と前記測長部との間の前記副走査方向の間隔を調整する、請求項1に記載のレーザ照射装置。
【請求項4】
請求項1から3のいずれか1項に記載のレーザ照射装置を備え、
前記レーザ照射部は、前記ワークに加工用レーザ光を集光させて、前記照射ラインに沿ってレーザ加工を行う、レーザ加工装置。
【請求項5】
ワークのレーザ照射面において主走査方向に伸びる照射ラインにレーザ照射部からレーザ光を照射するステップと、
前記レーザ照射部とともに主走査方向に移動可能に設けられ、前記レーザ照射部に対して副走査方向に先行する位置に設けられた測長部から、前記照射ラインよりも前記副走査方向に先行する照射ラインである照射予定ラインに測距用レーザ光を集光させて前記ワークのレーザ照射面の高さ位置を検出するステップと、
前記測長部により検出した前記ワークのレーザ照射面の高さ位置の検出結果から取得した照射予定ライン情報に基づいて、前記照射予定ラインを新たな照射予定ラインとして前記レーザ照射部から前記レーザ光を照射する際に、前記レーザ照射部から照射する前記レーザ光の集光点の高さ位置を制御するステップと、
を備えるレーザ照射方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はレーザ照射装置及び方法並びにレーザ加工装置に係り、特にワーク(例えば、ウェーハ)に対してレーザ光を集光させてレーザ加工等を行う際のレーザ光の照射制御に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
デバイスの製造プロセスでは、半導体デバイス又は電子部品が形成されたウェーハを分割予定ラインに沿って切断することにより、ウェーハを個々のデバイスのチップに分割する。ウェーハを分割する方法としては、ウェーハの分割予定ラインに沿ってレーザ光を照射してウェーハを切断する方法(レーザ加工方法又はレーザダイシング方法)がある。
【0003】
このようなレーザ加工方法としては、例えば、ウェーハの内部にレーザ光を集光させてウェーハの内部に切断の起点となるレーザ加工領域を形成し、エキスパンド又はブレーキング等の割断プロセスによってウェーハを切断する方法(ステルスダイシング)がある。また、別の例として、レーザアブレーション加工によりウェーハを切断する方法(フルカット又はグルービング)がある。また、レーザアブレーション加工によりウェーハの表面の積層膜(Low-k膜)を除去した後に、レーザにより溝を形成して割断プロセスによって分割予定ラインでウェーハを切断するか、又は残りの部分をレーザによりフルカットする方法等がある。
【0004】
また、レーザダイシングとブレードダイシングとを組み合わせた方法もある。例えば、レーザアブレーション加工によりウェーハの表面の積層膜を除去した後に、ブレードダイサにより溝を形成して割断プロセスにより分割予定ラインでウェーハを切断するか、又は残りの部分をブレードによりフルカットする方法等がある。
【0005】
上記のようなレーザ加工を行う場合には、ウェーハにおいてレーザ光が照射される側の面(以下、レーザ照射面という。)の位置(高さ)を検出し、ウェーハのレーザ照射面の位置に応じてレーザ光の集光点の位置を制御する。このとき、ウェーハのレーザ照射面の位置の検出精度がチップの加工品質に影響を与える。特に、シリコンウェーハの内部にレーザ光を集光させる内部集光の場合、ウェーハのレーザ照射面の位置の検出結果に誤差があると、大気とシリコンとの間の屈折率差(シリコンの屈折率は大気の4倍程度)の影響によりレーザ光の集光点が劣化する場合がある。例えば、ウェーハのレーザ照射面の検出位置と実際のレーザ照射面の位置との間に誤差のためにレーザ光が入射して屈折する位置がずれてしまい、レーザ光の集光位置が高さ方向に拡がる場合がある。このような集光点の劣化を防止するためには、ウェーハのレーザ照射面の位置を正確に検出して、この検出結果に応じてレーザ光の集光点の位置を精密に制御する必要がある。
【0006】
特許文献1には、加工方向(X方向)において集光レンズユニットの両側に配置され、集光レンズユニットを介さずに加工対象物のレーザ光照射面の変位データを取得する別軸測距センサと、集光レンズユニットを介して変位データを取得する同軸測距センサとを備えるレーザ加工装置が開示されている。特許文献1によれば、加工対象物のレーザ光入射面の変位の検出結果に追従して加工用レーザ光の集光点を制御することが可能になる。
【先行技術文献】
【特許文献】
【0007】
特開2019-025486号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、レーザ加工の加工速度の高速化に伴い、ウェーハのレーザ照射面の位置の検出結果に追従して、リアルタイムで加工用レーザ光の集光点を制御することは困難になっている。例えば、特許文献1では、加工方向に先行する別軸測距センサ及び同軸測距センサにより変位データを取得しているが、タクトアップのために加工用レーザ光のスキャン速度を速くすると、変位データに応じて加工用レーザ光の集光点を制御する場合に遅れが生じる。
【0009】
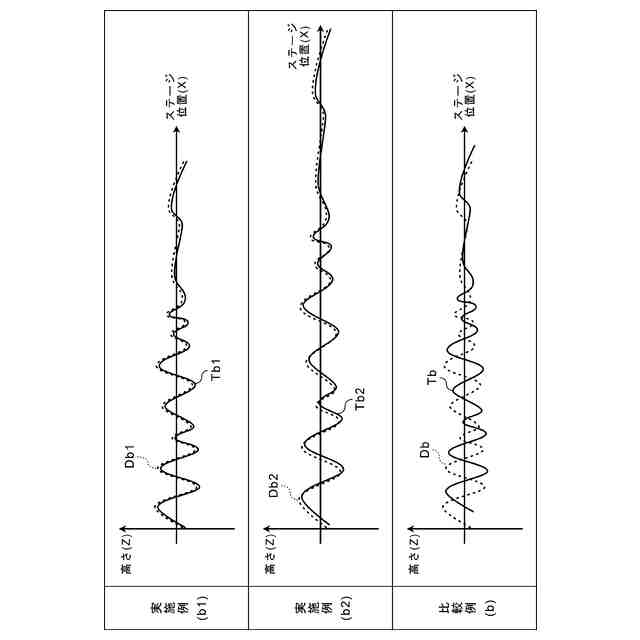
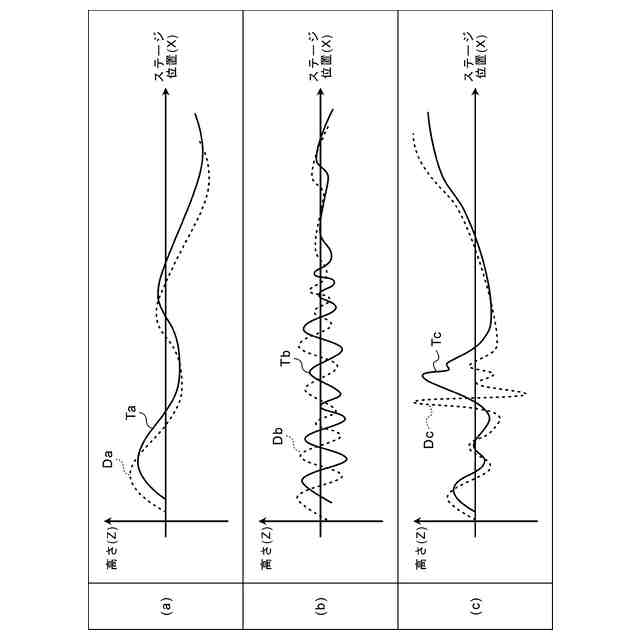
図7は、加工用レーザ光と同軸の測距センサを用いて集光点の高さ制御を行った例を示すグラフである。図7のグラフ(a)~(c)の横軸は加工用レーザ光のスキャン方向(X方向)の位置であり、縦軸は高さ(Z)である。図中の点線の曲線Da、Db及びDcは同軸の測距センサを用いて検出したウェーハのレーザ照射面の高さを示している。また、実線の曲線Ta、Tb及びTcはそれぞれウェーハのレーザ照射面の高さの検出結果Da、Db及びDcに加工用レーザ光の集光点を追従させた場合の波形を示している。
【0010】
図7の(a)に示すように、ウェーハのレーザ照射面の高さDaに対して、加工用レーザ光の集光点の追従波形Daに遅れが生じている。このような追従の遅れは、加工用レーザ光のスキャン速度の上昇に伴って拡大すると考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
保管ロッカー及び保管システム
14日前
株式会社東京精密
レーザ照射装置及び方法並びにレーザ加工装置
7日前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
13日前
株式会社東京精密
ブラシ洗浄装置
13日前
株式会社東京精密
マルチプローバ
1か月前
株式会社東京精密
形状測定機の校正方法
9日前
株式会社東京精密
ワーク検査方法及び装置
17日前
株式会社東京精密
アライメント装置及び方法
13日前
株式会社東京精密
ウェーハ加工方法及びシステム
1か月前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
今日
株式会社東京精密
内面形状測定機、及び内面形状測定機のアライメント方法
7日前
株式会社東栄科学産業
電磁石、及び磁場印加システム
1か月前
株式会社東京精密
ウェハテストシステム、プローブカード交換方法、及びプローバ
28日前
個人
面取り装置
2か月前
個人
作業用治具
29日前
個人
トーチノズル
28日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
シヤチハタ株式会社
組立ライン
22日前
日東精工株式会社
組み付け装置
20日前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
28日前
株式会社不二越
タップ
7日前
株式会社ダイヘン
スタッド溶接電源
1か月前
ダイハツ工業株式会社
冷却構造
20日前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
アーク溶接制御方法
8日前
株式会社MOLDINO
ドリル
3か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
歯車研削盤
今日
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ