TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175501
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093335
出願日
2023-06-06
発明の名称
チップの研削方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20241211BHJP(基本的電気素子)
要約
【課題】チップを薄化しても容易にハンドリングすることができるチップの研削方法を提供すること。
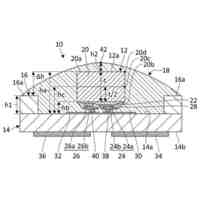
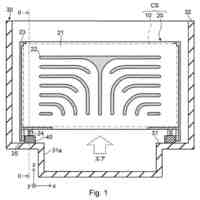
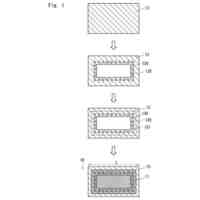
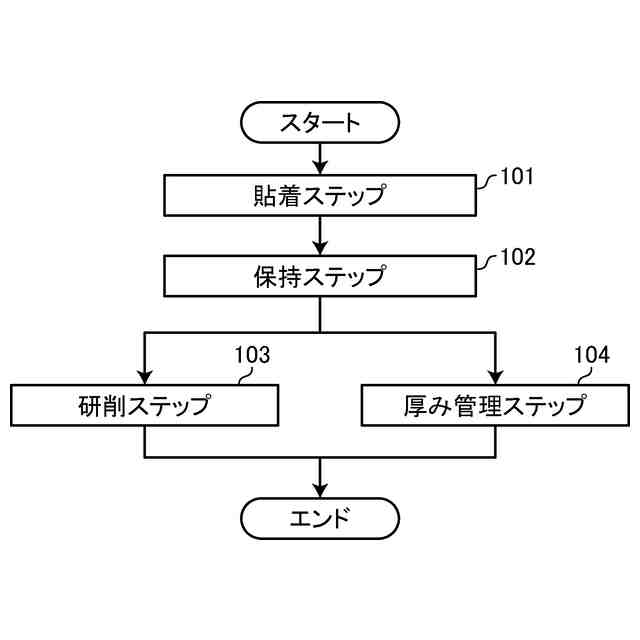
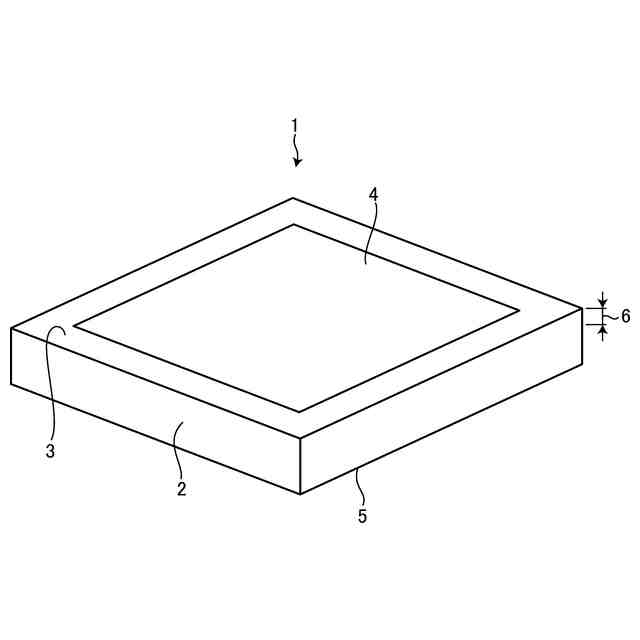
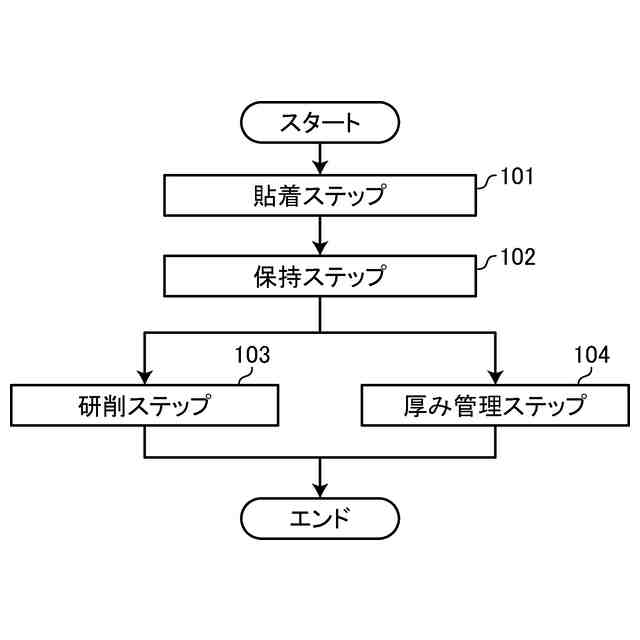
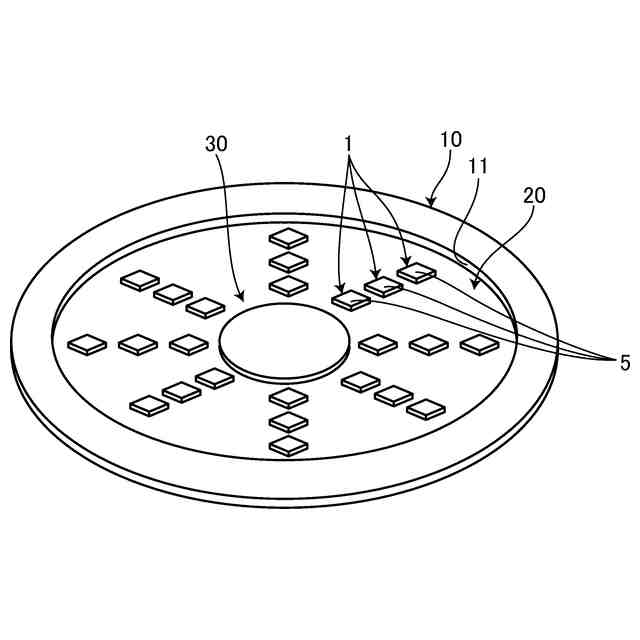
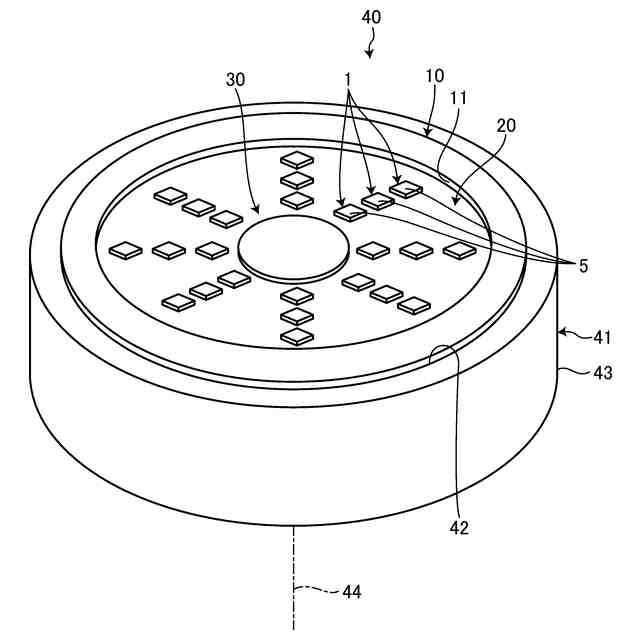
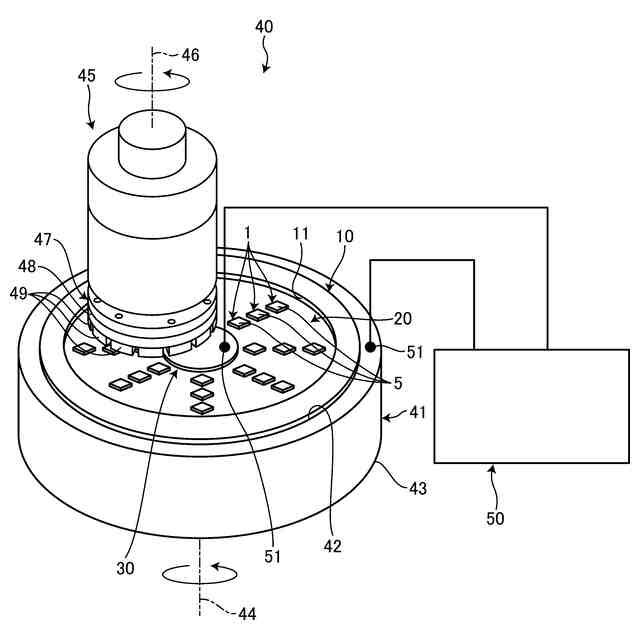
【解決手段】チップの研削方法は、リングフレームの開口部を塞ぐように貼着されたテープの中心領域に厚み測定部材を貼着すると共に、厚み測定部材の周囲にチップを貼着する貼着ステップ101と、厚み測定部材及びチップと一体となったリングフレームを回転可能なチャックテーブルの保持面で保持する保持ステップ102と、チャックテーブルを回転させると共に、リングフレームの内径より小さい外径の研削ホイールを回転させながら厚み測定部材及びチップに接触させて研削する研削ステップ103と、厚み測定部材の厚みを計測することにより間接的にチップの厚みを管理する厚み管理ステップ104とから構成される。
【選択図】図2
特許請求の範囲
【請求項1】
チップを研削して所定の厚みに仕上げるチップの研削方法であって、
リングフレームの開口部を塞ぐように貼着されたテープの中心領域に厚み測定部材を貼着すると共に、該厚み測定部材の周囲にチップを貼着する貼着ステップと、
該厚み測定部材及び該チップと一体となったリングフレームを回転可能なチャックテーブルの保持面で保持する保持ステップと、
該チャックテーブルを回転させると共に、該リングフレームの内径より小さい外径の研削ホイールを回転させながら該厚み測定部材及び該チップに接触させて研削する研削ステップと、
該厚み測定部材の厚みを計測することにより間接的に該チップの厚みを管理する厚み管理ステップと、
から構成されるチップの研削方法。
続きを表示(約 140 文字)
【請求項2】
該リングフレームの外径は該チャックテーブルの保持面の外径と略同じである請求項1に記載のチップの研削方法。
【請求項3】
該リングフレーム及び該厚み測定部材は該チップと同一の材質で形成される請求項1又は請求項2に記載のチップの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チップの研削方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年において、半導体チップは100μm以下、50μm以下というように極めて薄く形成することが求められている。このような極めて薄い半導体チップを研削により所定の厚みに形成した後にダイシングにより分割して個々の半導体チップに個片化しようとするとダイシング時に半導体チップに欠けや割れが生じやすいという問題がある。
【0003】
そこで、このような問題を回避すべく、ダイシングによって個々の半導体チップに分割した後に、その半導体チップを研削して所定の厚さに形成する技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特許第4615095号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記した特許文献1に開示された発明では、半導体チップと同じ材質で形成されたリングフレームにテープを介して半導体チップを一体化し、リングフレームと半導体チップを一緒に研削することで、リングフレームの厚みを計測しながら半導体チップの厚みを間接的に検出することが可能となり、高い仕上げ厚み精度を実現している。
【0006】
しかしながら研削によってリングフレームも薄くなることで、その後のハンドリングが困難になり、且つ毎加工毎にリングフレームを準備するという手間も発生してしまう。
【0007】
本発明の目的は、チップを薄化しても容易にハンドリングすることができるチップの研削方法を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明のチップの研削方法は、チップを研削して所定の厚みに仕上げるチップの研削方法であって、リングフレームの開口部を塞ぐように貼着されたテープの中心領域に厚み測定部材を貼着すると共に、該厚み測定部材の周囲にチップを貼着する貼着ステップと、該厚み測定部材及び該チップと一体となったリングフレームを回転可能なチャックテーブルの保持面で保持する保持ステップと、該チャックテーブルを回転させると共に、該リングフレームの内径より小さい外径の研削ホイールを回転させながら該厚み測定部材及び該チップに接触させて研削する研削ステップと、該厚み測定部材の厚みを計測することにより間接的に該チップの厚みを管理する厚み管理ステップと、から構成されることを特徴とする。
【0009】
前記チップの研削方法において、該リングフレームの外径は該チャックテーブルの保持面の外径と略同じでも良い。
【0010】
前記チップの研削方法において、該リングフレーム及び該厚み測定部材は該チップと同一の材質で形成されても良い。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電波吸収体
6日前
愛知電機株式会社
変圧器
4日前
個人
タワー式増設端子台
19日前
電建株式会社
端子金具
11日前
SMK株式会社
コネクタ
11日前
株式会社ADEKA
全固体二次電池
1か月前
株式会社GSユアサ
蓄電装置
1か月前
太陽誘電株式会社
全固体電池
6日前
三菱電機株式会社
回路遮断器
11日前
株式会社カネカ
接着加工装置
6日前
株式会社カネカ
接着加工装置
6日前
株式会社水素パワー
接続構造
6日前
桑野工業株式会社
同軸プラグ
24日前
富士電機株式会社
半導体装置
11日前
トヨタ自動車株式会社
蓄電装置
1か月前
株式会社村田製作所
コイル部品
4日前
日本特殊陶業株式会社
保持装置
11日前
トヨタ自動車株式会社
二次電池
11日前
日機装株式会社
半導体発光装置
4日前
TDK株式会社
電子部品
18日前
三菱電機株式会社
アンテナ装置
25日前
株式会社三桂製作所
耐火コネクタ
17日前
ローム株式会社
半導体装置
18日前
ソニーグループ株式会社
発光素子
19日前
三菱製紙株式会社
熱暴走抑制耐火シート
5日前
トヨタ自動車株式会社
電池パック
1か月前
三洋化成工業株式会社
高分子固体電解質
6日前
ローム株式会社
半導体装置
18日前
ローム株式会社
半導体装置
18日前
ローム株式会社
半導体装置
18日前
トヨタ自動車株式会社
電池パック
18日前
日本電気株式会社
波長可変レーザ
10日前
日本航空電子工業株式会社
接続器
18日前
株式会社島津製作所
X線撮影装置
11日前
トヨタ自動車株式会社
電池パック
25日前
株式会社ダイヘン
搬送装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ