TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171379
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088343
出願日
2023-05-30
発明の名称
レーザ加工装置、及び、レーザ加工装置の製造方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/00 20140101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ加工中にアブレーションが発生しているか否かを判定する。
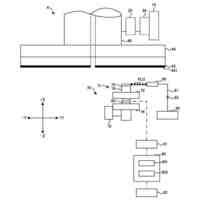
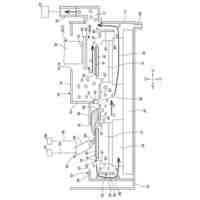
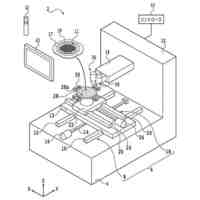
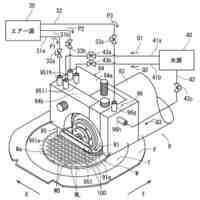
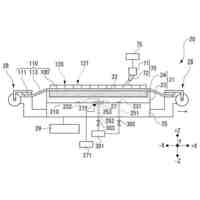
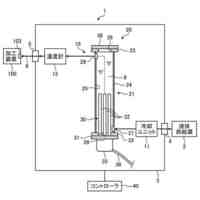
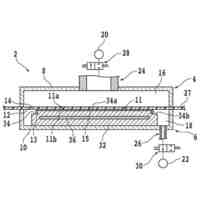
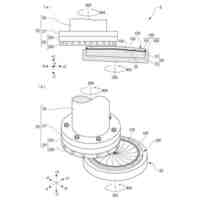
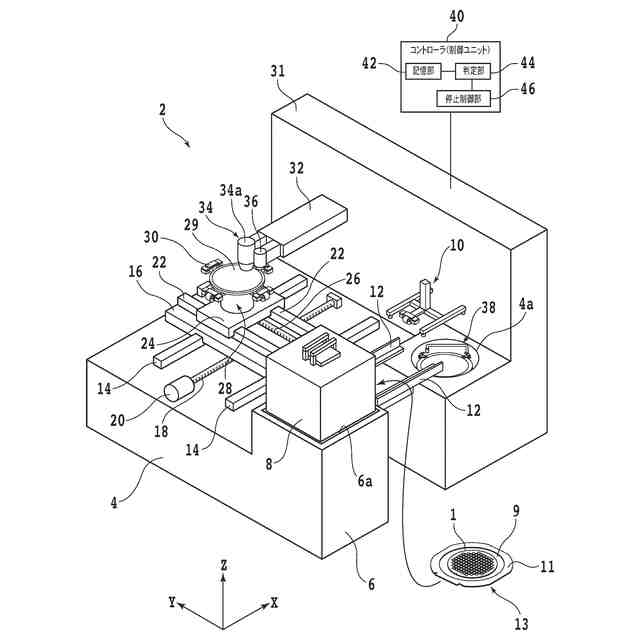
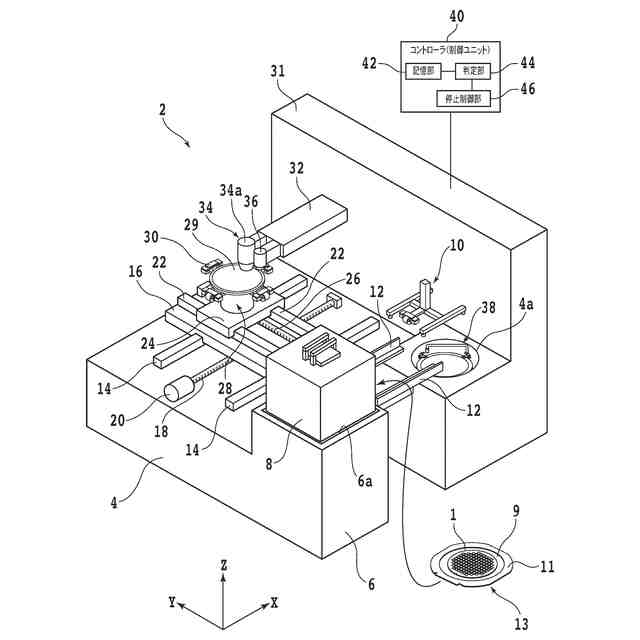
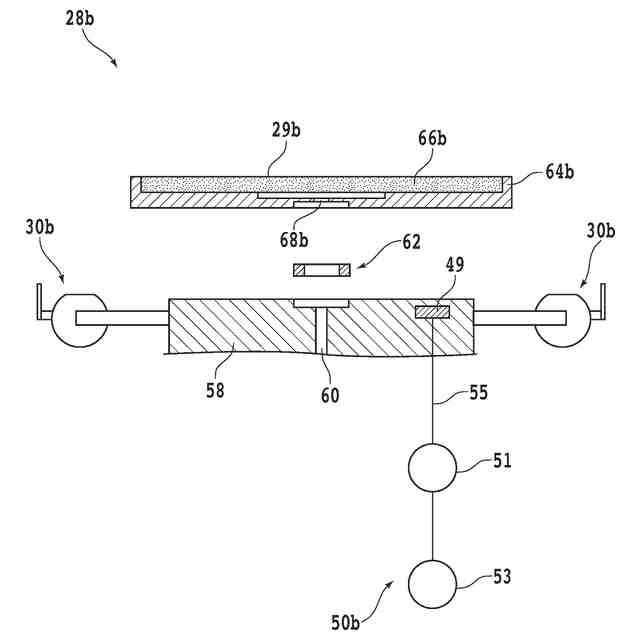
【解決手段】被加工物にレーザビームを照射し該被加工物をレーザ加工するレーザ加工装置であって、該被加工物を保持する保持ユニットと、該被加工物に該レーザビームを照射して該被加工物をレーザ加工するレーザ照射ユニットと、該被加工物から発生する弾性波を検出して弾性波信号を生成する弾性波検出ユニットと、コントローラと、を備え、該コントローラは、該レーザ照射ユニットによる該被加工物のレーザ加工が実施されているとき、該弾性波検出ユニットによって生成された該弾性波信号に基づいて該被加工物でアブレーションが発生したか否かを判定する判定部を有する。
【選択図】図2
特許請求の範囲
【請求項1】
被加工物にレーザビームを照射し該被加工物をレーザ加工するレーザ加工装置であって、
該被加工物を保持する保持ユニットと、
該被加工物に該レーザビームを照射して該被加工物をレーザ加工するレーザ照射ユニットと、
該被加工物から発生する弾性波を検出して弾性波信号を生成する弾性波検出ユニットと、
コントローラと、を備え、
該コントローラは、該レーザ照射ユニットによる該被加工物のレーザ加工が実施されているとき、該弾性波検出ユニットによって生成された該弾性波信号に基づいて該被加工物でアブレーションが発生したか否かを判定する判定部を有することを特徴とするレーザ加工装置。
続きを表示(約 1,400 文字)
【請求項2】
該判定部は、
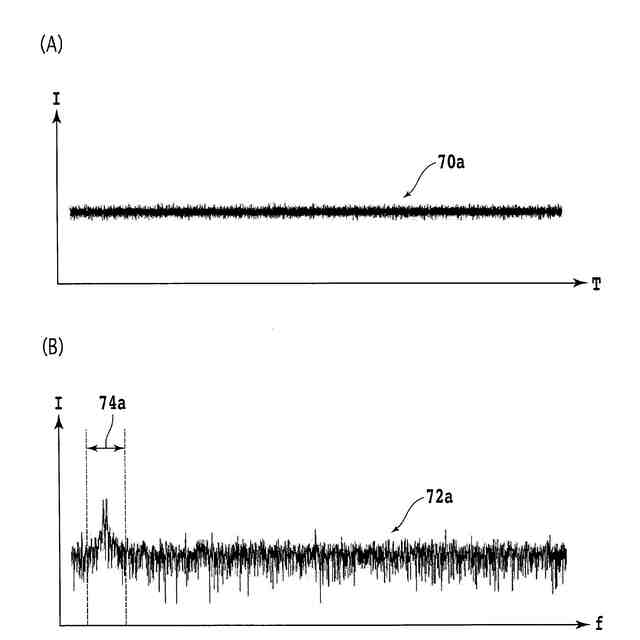
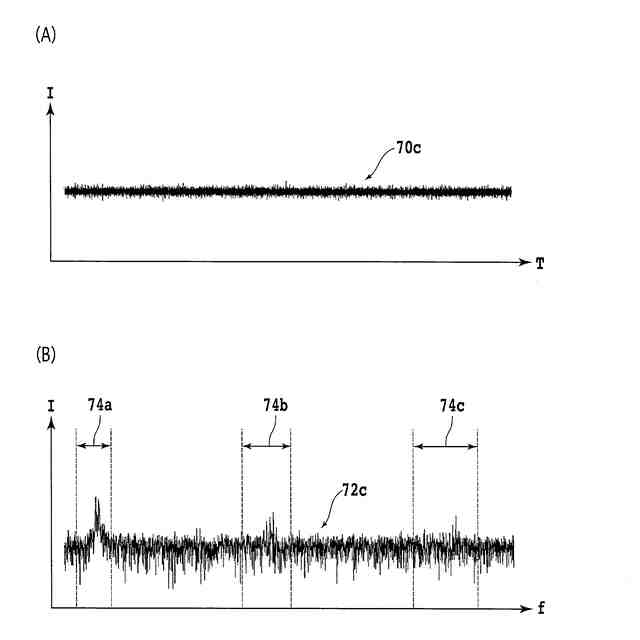
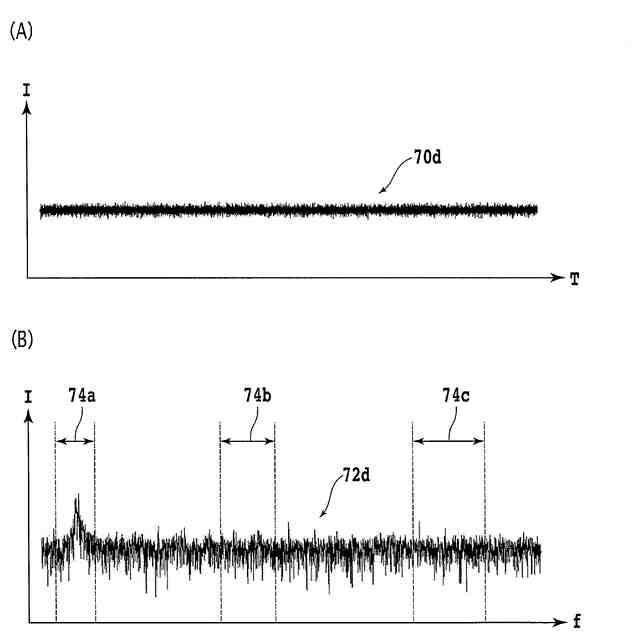
該弾性波検出ユニットによって生成された該弾性波信号に含まれる波形をフーリエ変換して各周波数帯域における該弾性波の大きさを算出し、
予め設定された特定周波数帯域における該弾性波の大きさが所定の大きさを超えた場合に、該被加工物で該アブレーションが発生したと判定することを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
該レーザビームの波長は、該被加工物に対して透過性を有する波長であり、
該レーザ加工では、該被加工物に該レーザビームを集光して該被加工物の内部に分割の起点となる改質領域を形成することを特徴とする請求項1または請求項2に記載のレーザ加工装置。
【請求項4】
該コントローラは、該判定部が該被加工物で該アブレーションが発生したと判定した場合に該レーザ照射ユニットによる該被加工物の該レーザ加工を停止する停止制御部をさらに有することを特徴とする請求項3に記載のレーザ加工装置。
【請求項5】
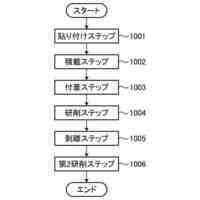
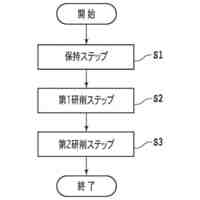
被加工物にレーザビームを照射し該被加工物をレーザ加工でき、該被加工物でアブレーションが発生したか否かを判定できるレーザ加工装置の製造方法であって、
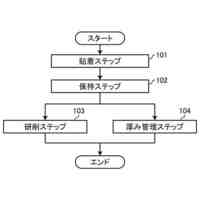
該被加工物を保持する保持ユニットと、該被加工物に該レーザビームを照射するレーザ照射ユニットと、該被加工物から発生する弾性波を検出して弾性波信号を生成する弾性波検出ユニットと、コントローラと、を準備する準備ステップと、
該被加工物と同種の試料を該保持ユニットで保持する保持ステップと、
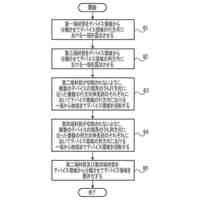
該保持ステップの後、該レーザ照射ユニットにより該試料に該レーザビームを集光してアブレーションを発生させながら該弾性波検出ユニットで該試料から発生する弾性波を検出して弾性波信号を生成するレーザビーム照射ステップと、
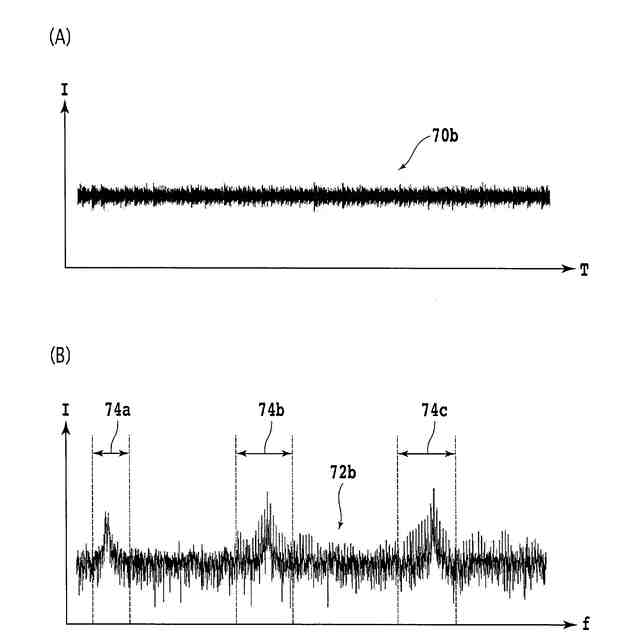
該レーザビーム照射ステップにおいて生成された該弾性波信号に含まれる波形をフーリエ変換して各周波数帯域における該弾性波の大きさを算出し、アブレーションに帰属される弾性波の周波数帯域を特定周波数帯域として導出する特定周波数帯域導出ステップと、
該特定周波数帯域導出ステップで導出された該特定周波数帯域を該コントローラに登録することにより、該保持ユニットに保持された該被加工物に該レーザ照射ユニットから該レーザビームを照射したときにアブレーションが発生したか否かを登録された該特定周波数帯域を利用して判定する機能を該コントローラに具備させる登録ステップと、を備えることを特徴とするレーザ加工装置の製造方法。
【請求項6】
該レーザビーム照射ステップの後、該特定周波数帯域導出ステップの前に、該試料の外観からアブレーションが生じたことを確認する確認ステップをさらに備えることを特徴とする請求項5に記載のレーザ加工装置の製造方法。
【請求項7】
該保持ステップの後、該特定周波数帯域導出ステップの前に、アブレーションが生じていないときに該弾性波検出ユニットで該試料から発生する弾性波を検出して参照用弾性波信号を生成する参照用弾性波信号生成ステップをさらに備え、
該特定周波数帯域導出ステップでは、該特定周波数帯域を導出するとき、該参照用弾性波信号に含まれる波形をフーリエ変換して各周波数帯域における該弾性波の大きさを算出して参照することを特徴とする請求項5または請求項6に記載のレーザ加工装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体ウェーハ等の被加工物にレーザビームを照射して、被加工物の内部に改質領域を形成するレーザ加工装置、及び、このレーザ加工装置の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
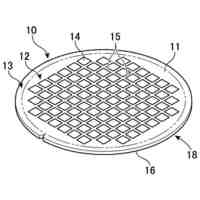
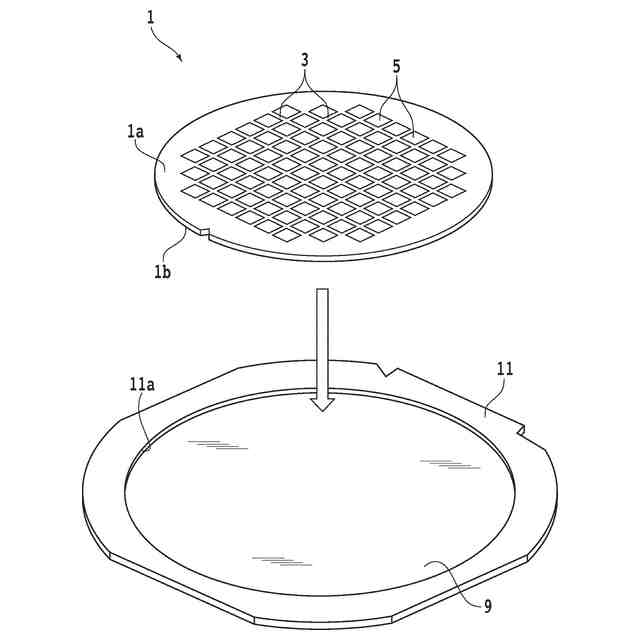
シリコン等の半導体で構成されたウェーハには互いに交差する複数の分割予定ラインが設定され、ウェーハの表面の分割予定ラインで区画された各領域には、IC(Integrated Circuit)等のデバイスが形成される。このウェーハを分割予定ラインに沿って分割すると、携帯電話、パーソナルコンピュータ等の電子機器に搭載されるデバイスチップが製造される。
【0003】
ウェーハの分割には、例えば、ウェーハをレーザ加工するレーザ加工装置が使用される(例えば、特許文献1参照)。レーザ加工装置は、例えば、ウェーハを透過できる波長のレーザビームを分割予定ラインに沿ってウェーハに照射し、ウェーハの内部に改質領域を形成する。ウェーハは、改質領域が起点となって分割される。
【先行技術文献】
【特許文献】
【0004】
特開2002-192370号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
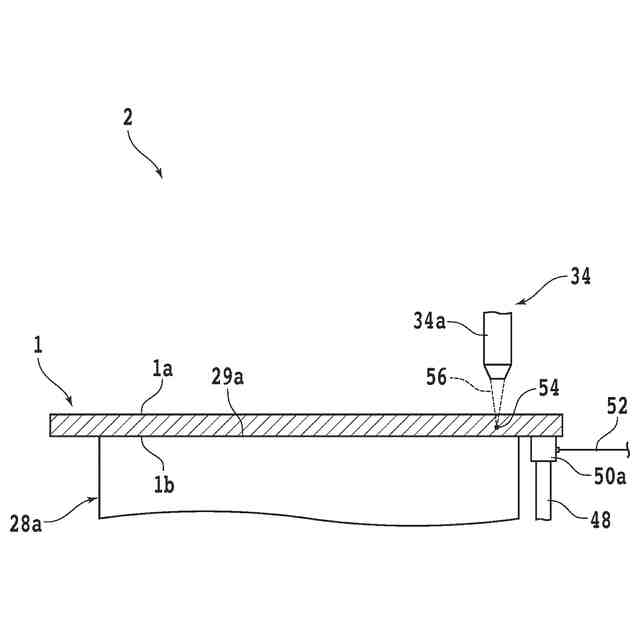
ウェーハの内部に改質領域を形成する際、レーザビームの集光点はウェーハの内部の所定の高さ位置に位置付けられる。しかしながら、ウェーハの表面の各所で高さに大きなばらつきが生じている場合や、ウェーハの表面に金属膜等の構造物が形成されている場合、レーザ加工装置の制御系に異常が発生した場合等では、レーザビームがウェーハの表面近傍に集光されることがある。そして、レーザビームがウェーハの表面に集光されると、アブレーションが発生してしまう。
【0006】
ウェーハの表面でアブレーションが発生すると、ウェーハが部分的に溶融してデブリが周囲に飛散し、レーザビームの集光領域の近傍でウェーハの表面にデブリが付着したり、レーザ加工装置の集光レンズが汚染されたりする場合がある。さらに、ウェーハの内部に予定された通りに改質領域が形成されず、その後にウェーハを予定通りに分割できない場合がある。
【0007】
しかしながら、レーザ加工の実施中にアブレーションが発生しているか否かを検知することは困難であるため、レーザ加工装置の使用者等は、アブレーションが発生しても即時に対処できない。そのため、アブレーションが継続して生じ続けることとなり、集光レンズ等の汚染が進行してしまう。また、複数のウェーハを次々にレーザ加工する場合、不適切な加工が繰り返され、不良品となるウェーハが次々に生じてしまう。
【0008】
本発明は係る問題点に鑑みてなされたものであり、レーザ加工中にアブレーションが発生しているか否かを判定可能なレーザ加工装置、及び、レーザ加工装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、被加工物にレーザビームを照射し該被加工物をレーザ加工するレーザ加工装置であって、該被加工物を保持する保持ユニットと、該被加工物に該レーザビームを照射して該被加工物をレーザ加工するレーザ照射ユニットと、該被加工物から発生する弾性波を検出して弾性波信号を生成する弾性波検出ユニットと、コントローラと、を備え、該コントローラは、該レーザ照射ユニットによる該被加工物のレーザ加工が実施されているとき、該弾性波検出ユニットによって生成された該弾性波信号に基づいて該被加工物でアブレーションが発生したか否かを判定する判定部を有することを特徴とするレーザ加工装置が提供される。
【0010】
好ましくは、該判定部は、該弾性波検出ユニットによって生成された該弾性波信号に含まれる波形をフーリエ変換して各周波数帯域における該弾性波の大きさを算出し、予め設定された特定固有周波数帯域における該弾性波の大きさが所定の大きさを超えた場合に、該被加工物で該アブレーションが発生したと判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
砥石
6日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
カセット
24日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
研削装置
19日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
洗浄装置
11日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
洗浄装置
18日前
株式会社ディスコ
加工方法
11日前
株式会社ディスコ
研削装置
17日前
株式会社ディスコ
バリ除去装置
25日前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
メガネレンチ
11日前
株式会社ディスコ
切削ブレード
5日前
株式会社ディスコ
ワーク測定装置
18日前
株式会社ディスコ
スイッチ制御治具
17日前
株式会社ディスコ
定温液体供給装置
24日前
株式会社ディスコ
アライメント方法
4日前
株式会社ディスコ
チップの研削方法
5日前
株式会社ディスコ
チップの製造方法
18日前
株式会社ディスコ
加工工具の管理方法
6日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ウエーハの研削方法
24日前
株式会社ディスコ
ウェーハの加工方法
4日前
株式会社ディスコ
ウェーハの製造方法
11日前
株式会社ディスコ
ウェーハの加工方法
18日前
株式会社ディスコ
ウエーハの加工方法
18日前
株式会社ディスコ
被加工物の研削方法
12日前
株式会社ディスコ
被加工物の研削方法
18日前
株式会社ディスコ
研削装置及び研削方法
12日前
株式会社ディスコ
ゲッタリング層検出装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ