TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167350
公報種別
公開特許公報(A)
公開日
2024-12-03
出願番号
2024149899,2022524470
出願日
2024-08-30,2021-05-17
発明の名称
ポリエステル樹脂被覆シームレス缶及びその製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B32B
15/09 20060101AFI20241126BHJP(積層体)
要約
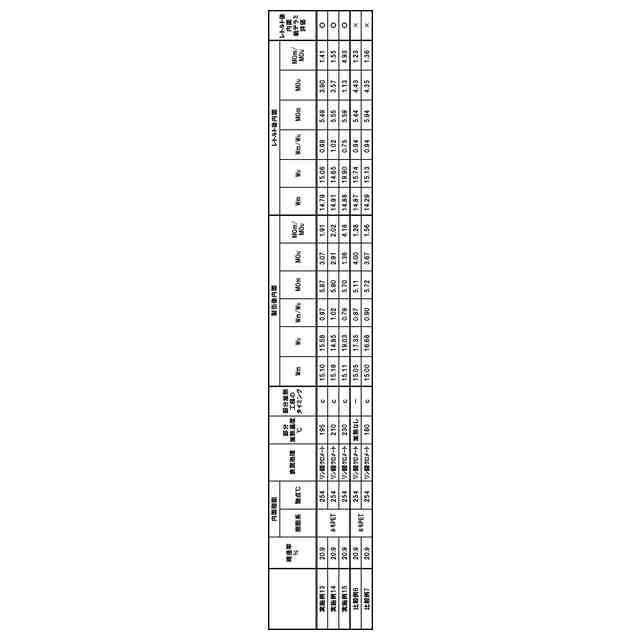
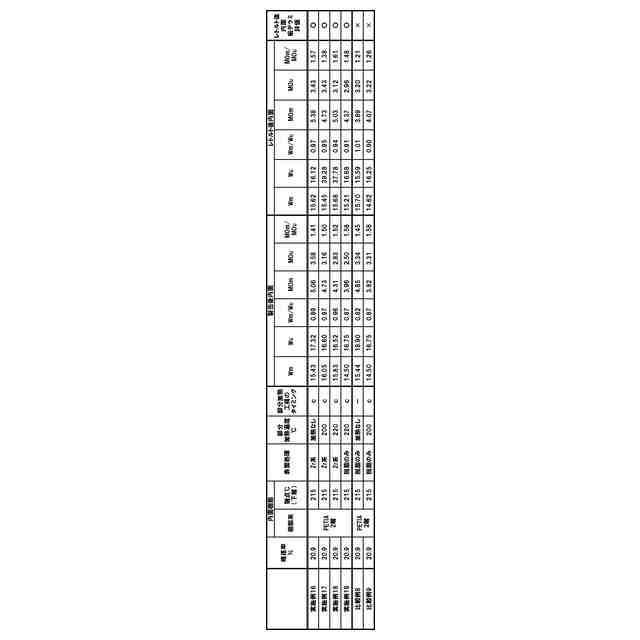
【課題】レトルト殺菌や製缶工程中の加熱工程で缶全体が高温条件下に曝された場合にも、白斑、白筋等の白化の発生が抑制されていると共に、樹脂被覆の密着性にも優れたポリエステル樹脂被覆シームレス缶を提供する。
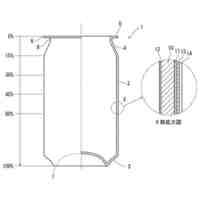
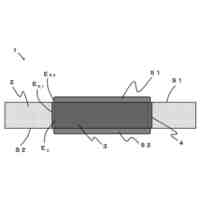
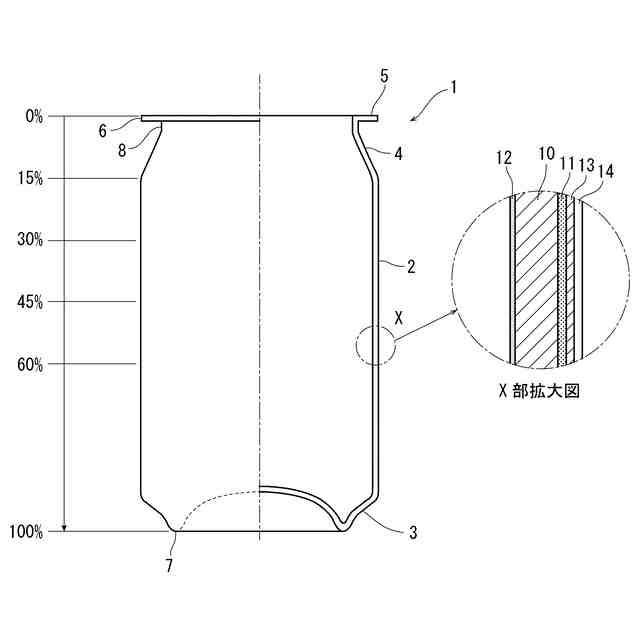
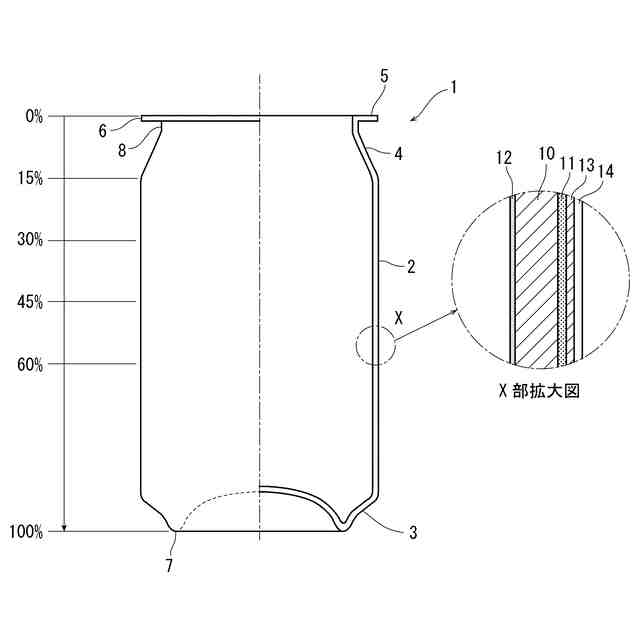
【解決手段】金属板の少なくとも内面にポリエステル樹脂被覆が形成されてなるシームレス缶において、缶胴最上部6から缶底7までの缶全体の高さに対して、缶胴最上部から0~15%の距離内にネック加工による縮径部を有し、ポリエステル樹脂の融点が250℃以上であり、内容品変敗防止のための殺菌処理を受ける前の状態において、最大縮径部8における内面ポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOuが3.60以下であり、配向指数MOuに対する、缶胴最上部から45~60%の距離内の位置のポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOmの比、MOm/MOuが1.80以上である。
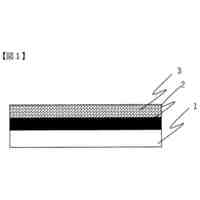
【選択図】図1
特許請求の範囲
【請求項1】
金属板の少なくとも内面にポリエステル樹脂被覆が形成されてなるシームレス缶において、
前記シームレス缶の缶胴最上部から缶底までの缶全体の高さに対して、缶胴最上部から0~15%の距離内にネック加工による縮径部を有し、
前記ポリエステル樹脂の融点が250℃以上であり、前記シームレス缶が内容品変敗防止のための殺菌処理を受ける前の状態において、前記最大縮径部における前記内面ポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOuが3.60以下であり、
前記配向指数MOuに対する、缶胴最上部から45~60%の距離内の位置のポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOmの比、MOm/MOuが1.80以上であることを特徴とするシームレス缶。
続きを表示(約 490 文字)
【請求項2】
金属板の少なくとも内面にポリエステル樹脂被覆が形成されてなるシームレス缶において、
前記シームレス缶の缶胴最上部から缶底までの缶全体の高さに対して、缶胴最上部から0~15%の距離内にネック加工による縮径部を有し、
前記ポリエステル樹脂の融点が250℃以上であり、前記シームレス缶が内容品変敗防止のための殺菌処理を受ける前の状態において、前記最大縮径部における前記内面ポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOuが3.60以下であり、
前記シームレス缶が内容品変敗防止のための殺菌処理を受けた後の状態において、前記配向指数MOuが4.10以下であり、前記配向指数MOuに対する、缶胴最上部から45~60%の距離内の位置のポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOmの比、MOm/MOuが1.37以上であることを特徴とするシームレス缶。
【請求項3】
前記最大縮径部が、缶胴最上部から15~60%の位置における缶胴の径に対して15%以上の縮径率で縮径されている請求項1又は2記載のシームレス缶。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリエステル樹脂被覆シームレス缶及びその製造方法に関するものであり、より詳細には、ポリエステル樹脂被覆の密着性に優れ、優れた耐食性及び耐レトルト性を有するポリエステル樹脂被覆シームレス缶及びその製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ポリエステル樹脂を金属板に被覆して成るポリエステル樹脂被覆金属板を用い、絞り加工、絞り加工・再絞り加工、絞り・しごき加工、薄肉化絞りしごき加工等の成形加工を施してなるシームレス缶が広く用いられている。
飲料や食品用途に用いられるシームレス缶においては、内容物を充填した後にレトルト殺菌処理が行われる。かかるレトルト殺菌処理は高温高湿度条件下で行われることから、缶底部等の水滴が付着した部分が結晶化して、白化を生じるレトルトブラッシング(白斑)と呼ばれる問題が生じていた。
かかるレトルトブラッシングの問題を解決するために、ポリエステル樹脂フィルムとして、ポリブチレンテレフタレートを含有する共重合ポリエステルを使用することが提案されている。
【0003】
例えば、下記特許文献1には、耐レトルト性に優れるフィルムとして、融点が210~245℃、ガラス転移温度が60℃以上のポリエステル99~60重量%と、融点が180~223℃のポリブチレンテレフタレートを主体とするポリエステル1~40重量%のポリエステルフィルムにおいて、遊離モノマーが300ppm以下である金属貼合せ成形加工用延伸ポリエステルフィルムが記載されている。
また下記特許文献2には、フィルムを結晶化処理してもフィルムの白化が発生しない金属缶体及び缶蓋材用のラミネート金属板として、ポリエチレンテレフタレート系樹脂10~70重量%とポリブチレンテレフタレート系樹脂90~30重量%を配合し、2つ以上の融点ピークを有する金属ラミネート板が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-330924号公報
特開2008-143184号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来技術に記載されたポリエチレンテレフタレート系樹脂(以下、「PET」ということがある)とポリブチレンテレフタレート系樹脂(以下、「PBT」ということがある)を配合したポリエステルフィルムにおいては、PBTの含有量が少ない場合には、レトルト殺菌処理等の殺菌処理や蒸煮処理のように、内容物充填後に高温高湿度条件下に曝された場合に、外面樹脂被覆の缶底部に発生するレトルトブラッシング等の白化を十分に抑制することができない。また、製缶工程中の潤滑剤除去および成形歪みの緩和を目的とした加熱工程で缶全体が高温条件下に曝された場合に、缶底部に線状に白化する白筋と呼ばれる外観不良の発生を十分に抑制することができない。その一方、PBTの含有量が多くなると、絞りしごき加工の際に樹脂被覆が削れ、金属露出を生じたり、印刷後の外観特性が低下するおそれがある。また、金属板との密着性が低下し、レトルト殺菌の際にネック部から樹脂被覆が剥離(デラミネーション)するという新たな問題が発生し、PBTを含有させるだけでは未だ十分満足するものではなかった。
【0006】
従って本発明の目的は、レトルト殺菌処理のような高温高湿度条件下に曝された場合にも、白斑の発生が抑制され、加熱工程で缶全体が高温条件下に曝された場合にも、白筋等の白化の発生が抑制されていると共に、樹脂被覆の密着性にも優れたポリエステル樹脂被覆シームレス缶及びその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、金属板の少なくとも内面にポリエステル樹脂被覆が形成されてなるシームレス缶において、前記シームレス缶の缶胴最上部から缶底までの缶全体の高さに対して、缶胴最上部から0~15%の距離内にネック加工による縮径部を有し、前記ポリエステル樹脂の融点が250℃以上であり、前記シームレス缶が内容品変敗防止のための殺菌処理を受ける前の状態において、前記最大縮径部における前記内面ポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOuが3.60以下であり、前記配向指数MOuに対する、缶胴最上部から45~60%の距離内の位置のポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOmの比、MOm/MOuが1.80以上であることを特徴とするシームレス缶が提供される。
【0008】
本発明によればまた、金属板の少なくとも内面にポリエステル樹脂被覆が形成されてなるシームレス缶において、前記シームレス缶の缶胴最上部から缶底までの缶全体の高さに対して、缶胴最上部から0~15%の距離内にネック加工による縮径部を有し、前記ポリエステル樹脂の融点が250℃以上であり、前記シームレス缶が内容品変敗防止のための殺菌処理を受ける前の状態において、前記最大縮径部における前記内面ポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOuが3.60以下であり、前記シームレス缶が内容品変敗防止のための殺菌処理を受けた後の状態において、前記配向指数MOuが4.10以下であり、前記配向指数MOuに対する、缶胴最上部から45~60%の距離内の位置のポリエステル樹脂被覆表面の顕微ラマン分光法による配向指数MOmの比、MOm/MOuが1.37以上であることを特徴とするシームレス缶が提供される。
【0009】
本発明のシームレス缶においては、前記最大縮径部が、缶胴最上部から15~60%の位置における缶胴の径に対して15%以上の縮径率で縮径されていること、が好適である。
【0010】
尚、後述する第一の態様のシームレス缶及び第三の態様のシームレス缶は、参考例であり、本出願に係る発明は、後述する第二の態様のシームレス缶である。
が好適である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
ガイド機構
1か月前
東洋製罐株式会社
加熱殺菌用包装袋
1か月前
東洋製罐株式会社
電子レンジ用パウチ
13日前
東洋製罐株式会社
横ガゼット型パウチ
26日前
東洋製罐株式会社
プリフォームの製造方法
26日前
東洋製罐株式会社
プリフォームの製造方法
26日前
東洋製罐株式会社
プリフォームの製造方法
26日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
26日前
東洋製罐株式会社
Tダイス清掃装置およびTダイス清掃方法
1か月前
東洋製罐株式会社
包装用フィルム
1か月前
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
1日前
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
13日前
東洋製罐株式会社
検査物の表面検査を行う検査装置、検査物の表面検査を行う検査装置を備えた製造ライン及び検査物の表面検査を行う検査方法。
1か月前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
2か月前
東レ株式会社
フィルム
2か月前
東レ株式会社
多層成形品
6か月前
東レ株式会社
積層フィルム
6か月前
アイカ工業株式会社
化粧板
3か月前
アイカ工業株式会社
化粧板
2か月前
東レ株式会社
積層フィルム
8か月前
個人
生地
8か月前
三菱ケミカル株式会社
積層体
7か月前
セーレン株式会社
導電性編物
7か月前
三菱ケミカル株式会社
積層体
8か月前
三菱ケミカル株式会社
積層体
9か月前
三菱ケミカル株式会社
積層体
9か月前
東洋紡株式会社
離型フィルム
7か月前
東ソー株式会社
多層フィルム
10か月前
東洋紡株式会社
離型フィルム
7か月前
東ソー株式会社
蓋材用フィルム
6日前
ダイニック株式会社
ターポリン
4か月前
日本バイリーン株式会社
表面材
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ