TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024154927
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023069160
出願日
2023-04-20
発明の名称
検査物の表面検査を行う検査装置、検査物の表面検査を行う検査装置を備えた製造ライン及び検査物の表面検査を行う検査方法。
出願人
東洋製罐株式会社
代理人
弁理士法人英知国際特許商標事務所
主分類
G01N
21/90 20060101AFI20241024BHJP(測定;試験)
要約
【課題】本発明の課題は、コストの安い検査装置の提供である。
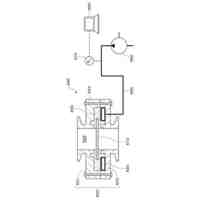
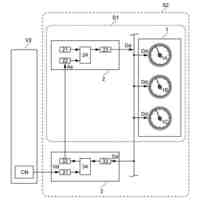
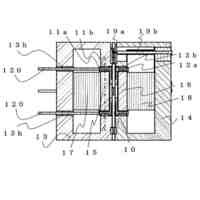
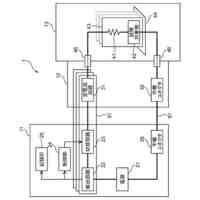
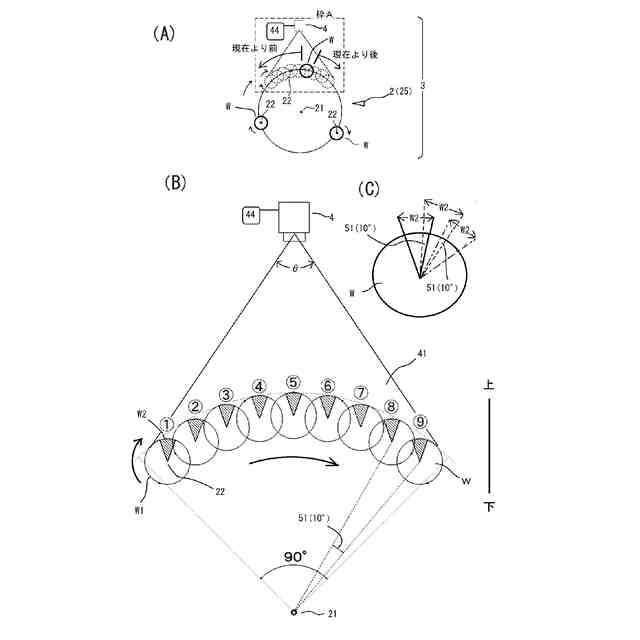
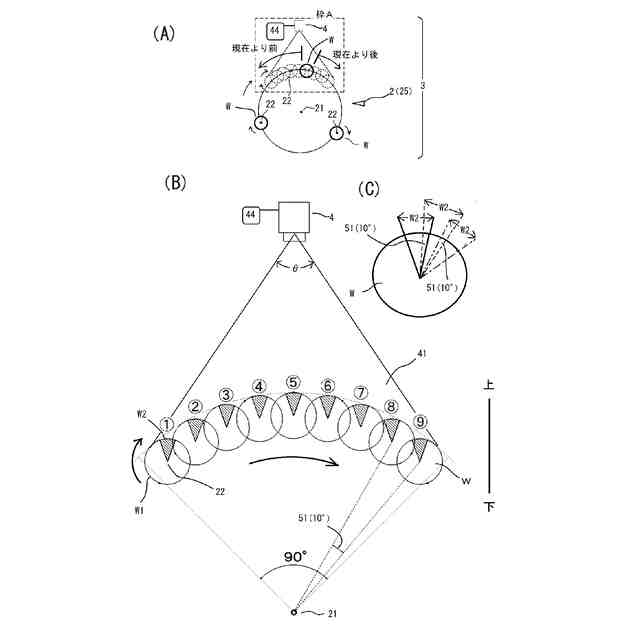
【解決手段】本発明は、ターレットと撮影装置と制御部を備え、前記ターレットは、検査物を自転させながら公転させるものであり、前記撮影装置は、1台であり、撮影範囲が固定されており、前記検査物の外表面を撮影するものであり、前記撮影範囲は、前記検査物が自転により1周する間に公転で移動する範囲を少なくとも含むものであり、前記制御部は、前記撮影装置に対して、自転する前記検査物の全外周の前記外表面を複数回の撮影で撮影するよう制御するものであることを特徴とする検査物の表面検査を行う検査装置とすることで課題を解決した。
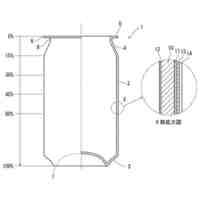
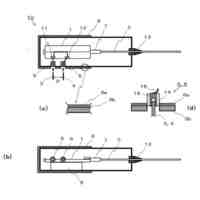
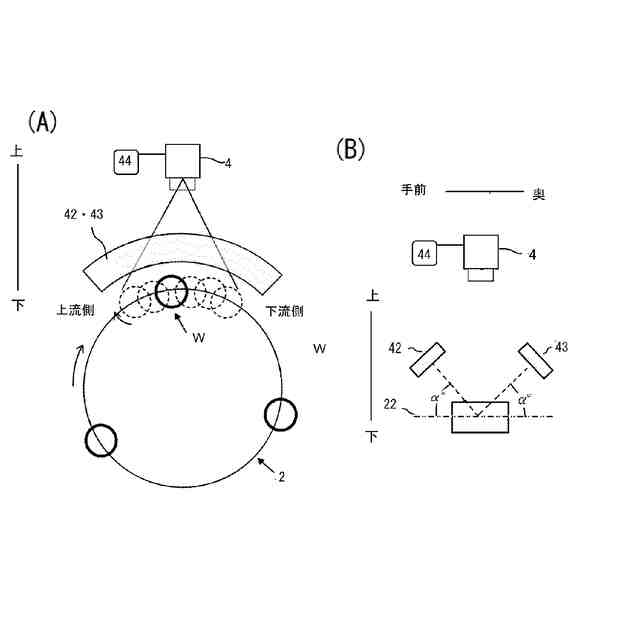
【選択図】図3
特許請求の範囲
【請求項1】
ターレットと撮影装置と制御部を備え、
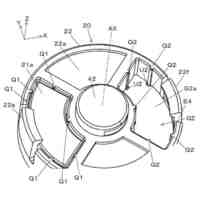
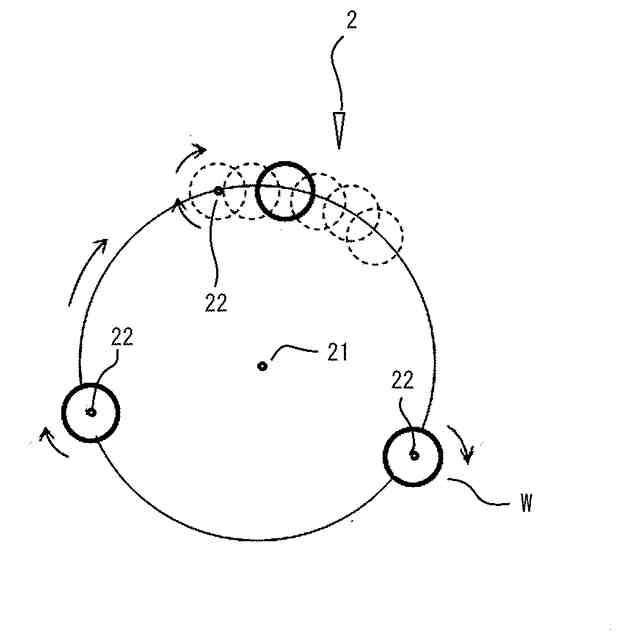
前記ターレットは、検査物を自転させながら公転させるものであり、
前記撮影装置は、1台であり、撮影範囲が固定されており、前記検査物の外表面を撮影するものであり、
前記撮影範囲は、前記検査物が自転により1周する間に公転で移動する範囲を少なくとも含むものであり、
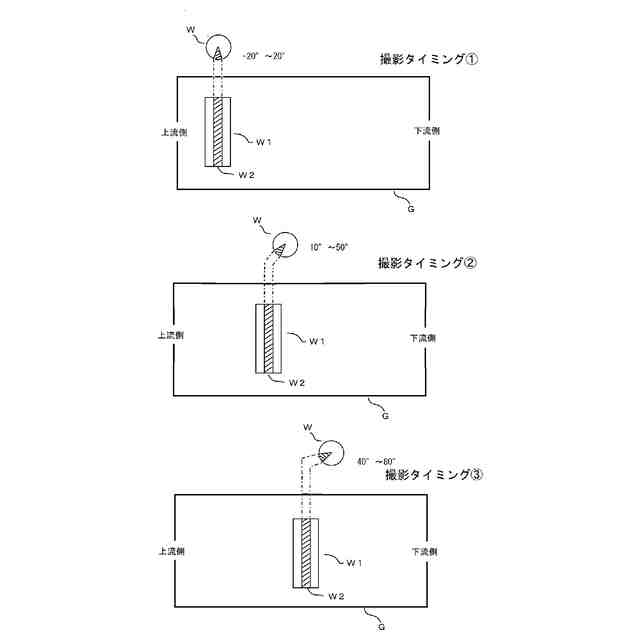
前記制御部は、前記撮影装置に対して、自転する前記検査物の全外周の前記外表面を複数回の撮影で撮影するよう制御するものであることを特徴とする、
検査物の表面検査を行う検査装置。
続きを表示(約 830 文字)
【請求項2】
撮影回数は、5~18回である請求項1記載の検査物の表面検査を行う検査装置。
【請求項3】
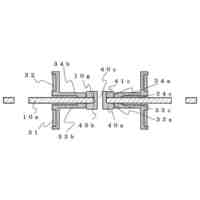
前記ターレットは、前記撮影範囲に前記検査物が1つのみ含まれる間隔で前記検査物がセットされる請求項1記載の検査物の表面検査を行う検査装置。
【請求項4】
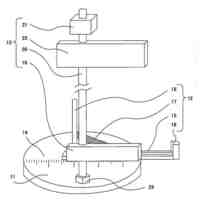
さらに、照明装置を備え、
前記照明装置は、前記ターレットの外周側に離れて配置されており、前記ターレットの外周を囲むよう円弧状に配設されており、かつ、前記検査物の自転軸方向の両側に設けられている請求項1記載の検査物の表面検査を行う検査装置。
【請求項5】
前記照明装置は、前記自転軸方向に対して10度~60度の範囲で傾けて配置されている請求項4記載の検査物の表面検査を行う検査装置。
【請求項6】
前記撮影装置は固定焦点で撮影するものであり、前記固定焦点は、前記撮影範囲にある前記検査物が最も近くなる撮影位置と最も遠くなる撮影位置の間に設定されている請求項1記載の検査物の表面検査を行う検査装置。
【請求項7】
前記表面検査が行われる検査対象は、前記検査物の前記外表面の傷または前記検査物の前記外表面に施された印刷である請求項1記載の検査物の表面検査を行う検査装置。
【請求項8】
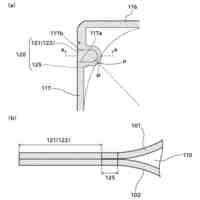
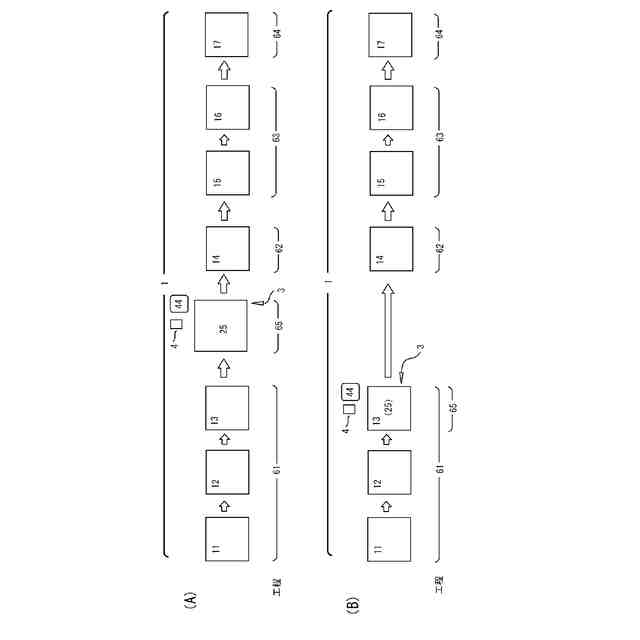
前記検査物は、樹脂被覆缶であり、
前記ターレットは、前記樹脂被覆缶を製造する製造ライン中に設けられている請求項1記載の検査物の表面検査を行う検査装置。
【請求項9】
前記表面検査の検査対象は、前記検査物の前記外表面に施された外面フィルムの傷である請求項8記載の検査物の表面検査を行う検査装置。
【請求項10】
前記ターレットは、トリマ、プリンタ又はネッカーに使われているターレットである請求項8記載の検査物の表面検査を行う検査装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶体などの検査物の表面検査を行う検査装置、当該の表面検査を行う検査装置を備えた製造ライン及び当該検査物の表面検査を行う検査方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
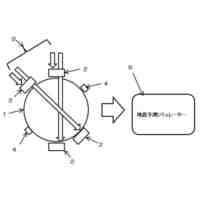
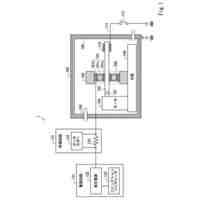
缶体(検査対象)などの検査装置は、ターレットを使って搬送される缶体(検査対象)を複数台の撮影装置を用いて外表面を撮影し、傷などの検査が行われていた。(特許文献1)
【先行技術文献】
【特許文献】
【0003】
特開2003-10791号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
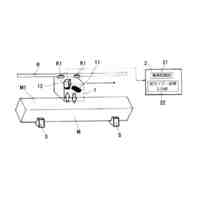
検査装置において、缶体(検査対象)は、ターレット外縁に保持されターレットの公転に伴い搬送され、その場で自転する。自転する缶体(検査対象)の外表面全周を検査しようとする場合、缶体(検査対象)が公転により移動してしまうため、特許文献1のように、ターレットの外周側に複数台の撮影装置を設置する必要があった。このように従来の外表面検査装置は、複数台の撮影装置を検査装置に組み込む必要があり、コストが高くならざるを得なかったため、コストの安い検査装置が望まれていた。
【課題を解決するための手段】
【0005】
本発明の態様1は、ターレットと撮影装置と制御部を備え、前記ターレットは、検査物を自転させながら公転させるものであり、前記撮影装置は、1台であり、撮影範囲が固定されており、前記検査物の外表面を撮影するものであり、前記撮影範囲は、前記検査物が自転により1周する間に公転で移動する範囲を少なくとも含むものであり、前記制御部は、前記撮影装置に対して、自転する前記検査物の全外周の前記外表面を複数回の撮影で撮影するよう制御するものであることを特徴とする検査物の表面検査を行う検査装置とすることで課題を解決した。
【0006】
本明細書は、実施例として前記態様1に加えて、撮影回数は、5~18回としたものである検査物の表面検査を行う検査装置とする態様2を開示する。
【0007】
本明細書は、実施例として、前記態様1に加えて、前記ターレットは、前記撮影範囲に前記検査物が1つのみ含まれる間隔で前記検査物がセットされる検査物の表面検査を行う検査装置である態様3を開示する。
【0008】
本明細書は、実施例として、前記態様1に照明装置を加え、前記照明装置は、前記ターレットの外周側に離れて配置されており、前記ターレットの外周を囲むよう円弧状に配設されており、かつ、前記検査物の自転軸方向の両側に設けられている検査物の表面検査を行う検査装置である態様4を開示する。
【0009】
本明細書は、実施例として、前記態様4の照明装置は、前記自転軸方向に対して10度~60度の範囲で傾けて配置されている検査物の表面検査を行う検査装置である態様5を開示する。
【0010】
本明細書は、実施例として、前記態様1の撮影装置は固定焦点で撮影するものであり、前記固定焦点は、前記撮影範囲にある前記検査物が最も近くなる撮影位置と最も遠くなる撮影位置の間に設定されている検査物の表面検査を行う検査装置である態様6を開示する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
電子レンジ用パウチ
12日前
東洋製罐株式会社
プリフォームの製造方法
25日前
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
今日
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
12日前
個人
地震予測システム
7日前
日本精機株式会社
検出装置
12日前
株式会社高橋型精
採尿具
1か月前
株式会社小野測器
測定器
13日前
日本精機株式会社
補助計器システム
27日前
三菱電機株式会社
レーダ装置
4日前
アルファクス株式会社
積層プローブ
25日前
中国電力株式会社
短絡防止具
25日前
トヨタ自動車株式会社
評価装置
4日前
株式会社関電工
内径測定装置。
1か月前
キヤノン電子株式会社
サーボ加速度計
25日前
キヤノン電子株式会社
サーボ加速度計
5日前
大成建設株式会社
風力測定装置
12日前
キヤノン電子株式会社
サーボ加速度計
5日前
株式会社精工技研
光電圧プローブ
12日前
リンナイ株式会社
電気機器
12日前
Igr技研株式会社
Igr測定装置
12日前
倉敷紡績株式会社
フィルム測定装置
1か月前
株式会社共和電業
物理量検出用変換器
12日前
個人
純金を作用電極に用いたORP測定装置
5日前
株式会社XMAT
測定装置および方法
1か月前
ミツミ電機株式会社
流体センサ
1か月前
株式会社明電舎
応答時間評価方法
6日前
個人
作業機械の回転角度検出装置
6日前
JFEスチール株式会社
試験装置
6日前
エスペック株式会社
高電圧試験装置
25日前
大同特殊鋼株式会社
表面疵の深さ推定方法
6日前
ホシデン株式会社
センサ装置
5日前
株式会社豊田自動織機
物体検出装置
19日前
三菱電機株式会社
レーダ装置
5日前
株式会社デンソー
レーダ装置
13日前
住友金属鉱山株式会社
金属異物の評価方法
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ