TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024159325
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023075251
出願日
2023-04-28
発明の名称
プリフォームの製造方法
出願人
東洋製罐株式会社
,
東洋製罐グループホールディングス株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B29C
45/18 20060101AFI20241031BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ポリエステル系樹脂成形品を回収し、これをメカニカルリサイクルによるリサイクル材料として再利用して、リサイクル品としてプリフォームを製造するにあたり、当該プリフォームの品質低下を抑制する。
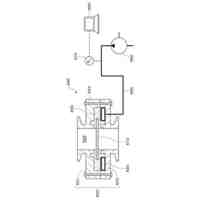
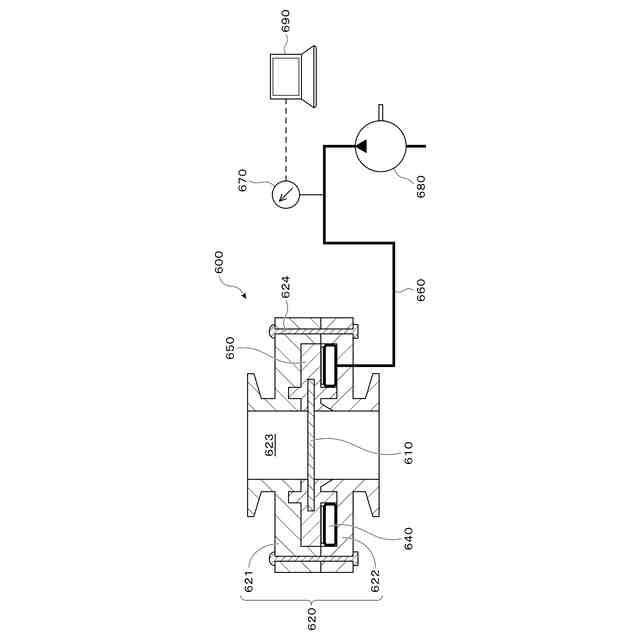
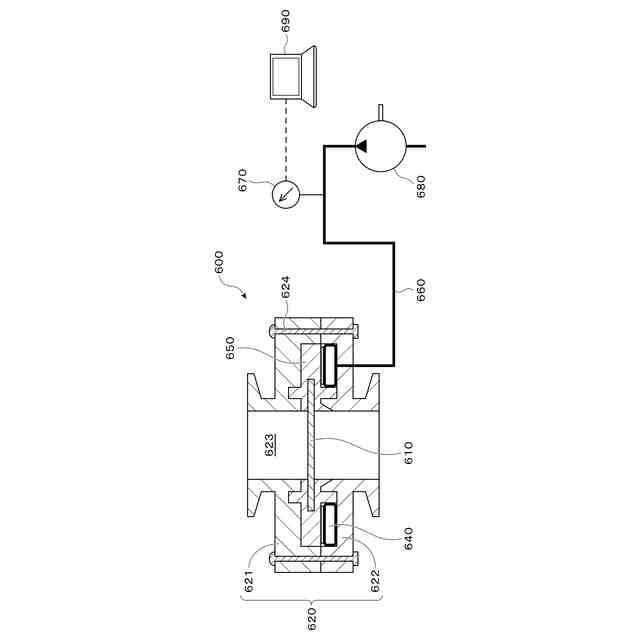
【解決手段】回収されたポリエステル系樹脂成形品をフレーク状に粉砕してなる樹脂フレークを用意し、樹脂フレークを減圧条件下で加熱処理した後に、樹脂フレークを可塑化してなる溶融樹脂を濾過する濾過装置600は、フィルター部材610と流路形成体620とを備え、フィルター部材610は、フィルター固定具650を介して、流路形成体620に取り付けられており、フィルター固定具650は、油圧シリンダ640が駆動することによって、上流側プレート621に圧着される。
【選択図】 図5
特許請求の範囲
【請求項1】
回収されたポリエステル系樹脂成形品をフレーク状に粉砕してなる樹脂フレークを用意し、前記樹脂フレークを減圧条件下で加熱処理した後に、前記樹脂フレークを可塑化してなる溶融樹脂を濾過装置で濾過してから、射出成形装置に供給してプリフォームを射出成形するプリフォームの製造方法であって、
前記濾過装置は、
フィルター部材と、
前記溶融樹脂を前記フィルター部材へ案内する樹脂流路を形成するとともに、前記樹脂流路内に前記フィルター部材が配置される流路形成体と
を備え、
前記流路形成体は、前記樹脂流路の上流側に位置する上流側プレートと、前記樹脂流路の下流側に位置する下流側プレートとを含み、
前記フィルター部材は、前記上流側プレートと前記下流側プレートのそれぞれに形成された収容部に収容されて、前記上流側プレートと前記下流側プレートとの間に挟持されるフィルター固定具を介して、前記流路形成体に取り付けられており、
前記フィルター固定具は、前記下流側プレートに収容される油圧シリンダが駆動することによって、前記上流側プレートに圧着されることを特徴とするプリフォームの製造方法。
続きを表示(約 320 文字)
【請求項2】
前記溶融樹脂が前記フィルター部材を通過する際に、前記フィルター部材に作用する樹脂圧を、前記フィルター固定具を介して前記油圧シリンダの油圧作動油に伝搬させ、前記油圧シリンダの油圧の変動を測定することによって、前記溶融樹脂が前記フィルター部材を通過する際の樹脂圧の変動を間接的に観測する請求項1に記載のプリフォームの製造方法。
【請求項3】
前記樹脂フレークを減圧条件下で加熱処理する前又はその後に、
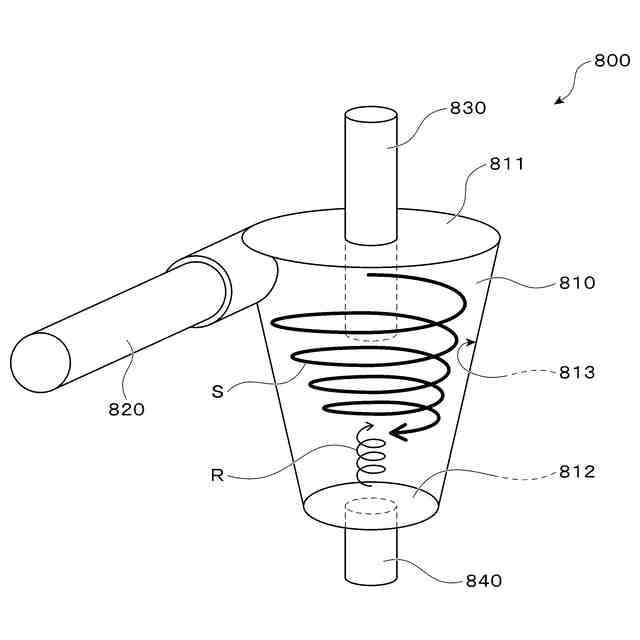
円筒状の旋回容器内で、流動媒体とともに前記樹脂フレークを旋回させて、これによって生じる旋回流を利用して、前記樹脂フレークに混入した不溶性異物を取り除く請求項1又は2に記載のプリフォームの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリフォームの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、ポリエチレンテレフタレートなどのポリエステル系樹脂を用いて有底筒状のプリフォームを作製し、次いで、このプリフォームを二軸延伸ブロー成形などによってボトル状に成形してなる合成樹脂製の容器が、各種飲料品、各種調味料等を内容物とする容器として広い分野で利用されている。この種の容器は、一般に、PETボトルとして認知されており、近年にあっては、社会的な要請により、使用済みのPETボトルを回収し、これをリサイクル材料として再利用してPETボトルを製造する「ボトルtoボトル」と称されるリサイクル技術が検討されている。
【0003】
例えば、特許文献1には、回収されたポリエステル系樹脂成形品をフレーク状に粉砕してなる樹脂フレークを除染し、これを溶融して作製された樹脂ペレットを固相重合した後に射出成形装置に搬送して、プリフォームを製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-98350号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、上記背景技術に鑑みて、ポリエステル系樹脂成形品、特に、使用済みのPETボトルを回収し、これをメカニカルリサイクルによるリサイクル材料として再利用して、リサイクル品としてプリフォームを製造するにあたり、当該プリフォームの品質低下を抑制するべく鋭意検討を重ねた結果、本発明を完成するに至った。
【課題を解決するための手段】
【0006】
本発明に係るプリフォームの製造方法は、回収されたポリエステル系樹脂成形品をフレーク状に粉砕してなる樹脂フレークを用意し、前記樹脂フレークを減圧条件下で加熱処理した後に、前記樹脂フレークを可塑化してなる溶融樹脂を濾過装置で濾過してから、射出成形装置に供給してプリフォームを射出成形するプリフォームの製造方法であって、前記濾過装置は、フィルター部材と、前記溶融樹脂を前記フィルター部材へ案内する樹脂流路を形成するとともに、前記樹脂流路内に前記フィルター部材が配置される流路形成体とを備え、前記流路形成体は、前記樹脂流路の上流側に位置する上流側プレートと、前記樹脂流路の下流側に位置する下流側プレートとを含み、前記フィルター部材は、前記上流側プレートと前記下流側プレートのそれぞれに形成された収容部に収容されて、前記上流側プレートと前記下流側プレートとの間に挟持されるフィルター固定具を介して、前記流路形成体に取り付けられており、前記フィルター固定具は、前記下流側プレートに収容される油圧シリンダが駆動することによって、前記上流側プレートに圧着される方法としてある。
【発明の効果】
【0007】
本発明によれば、ポリエステル系樹脂成形品を回収し、これをメカニカルリサイクルによるリサイクル材料として再利用して、リサイクル品としてプリフォームを製造するにあたり、当該プリフォームの品質低下を抑制することができる。
【図面の簡単な説明】
【0008】
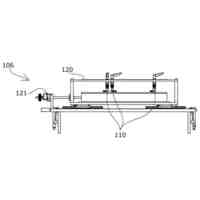
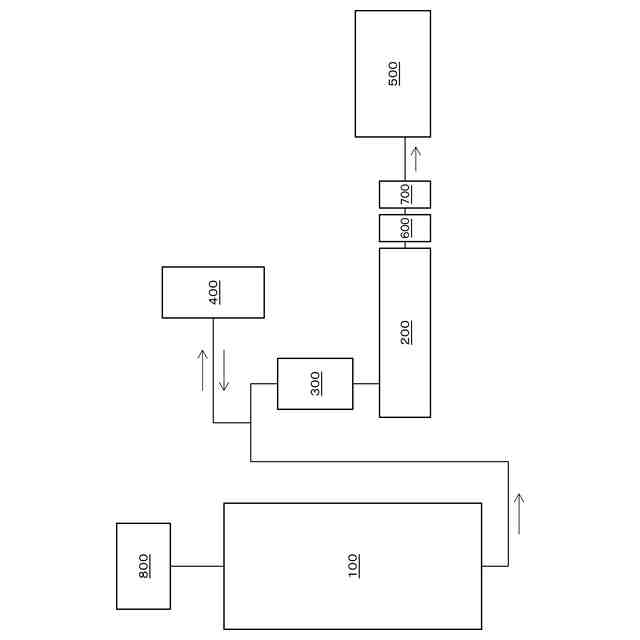
本発明の実施形態が好適に実施される装置全体を概念的に示す説明図である。
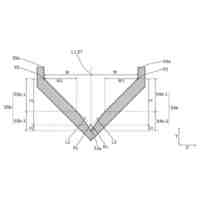
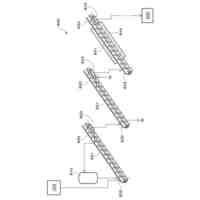
本発明の実施形態において、不溶性異物を取り除く旋回容器の一例を示す説明図である。
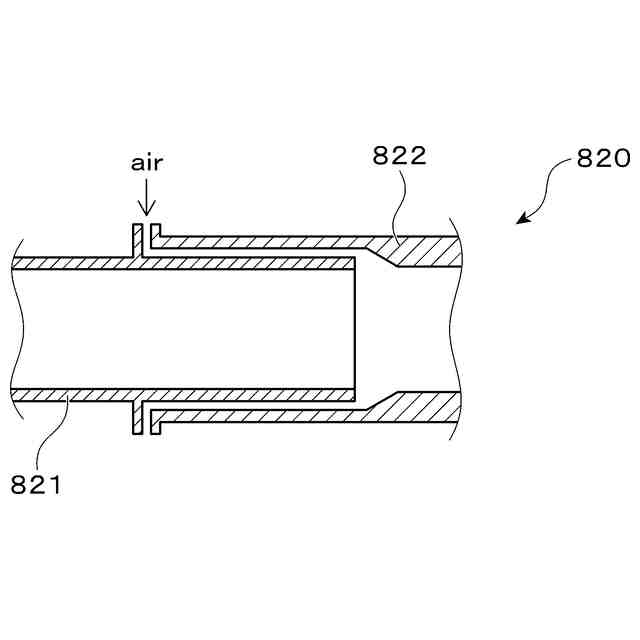
本発明の実施形態において、不溶性異物を取り除く旋回容器が備える導入管の一例を示す説明図である。
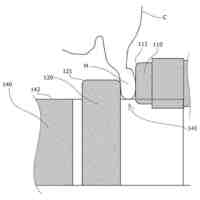
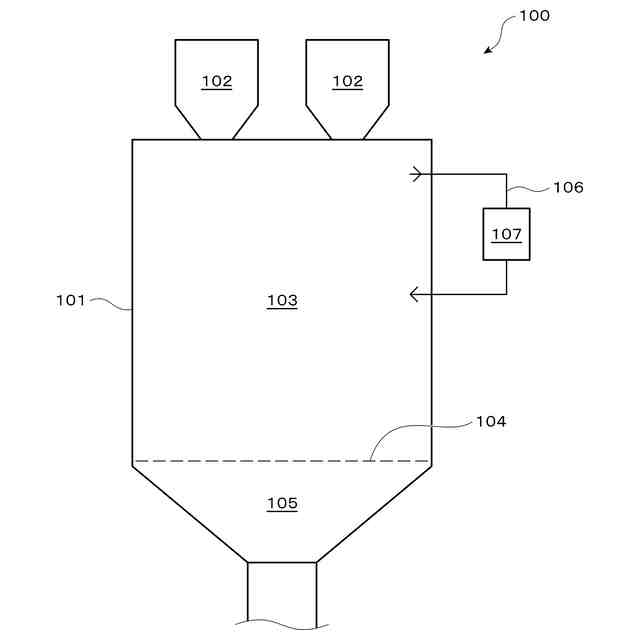
本発明の実施形態において、樹脂フレークに加熱処理を施す装置の一例を示す説明図である。
本発明の実施形態において、樹脂フレークを可塑化してなる溶融樹脂を濾過する濾過装置の一例を示す説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の好ましい実施形態について説明する。
【0010】
本実施形態にあっては、ポリエステル系樹脂成形品、特に、使用済みのPETボトルを回収し、これをメカニカルリサイクルによるリサイクル材料として再利用する。使用済みのPETボトルに混入した、オレフィン系樹脂、ポリスチレン系樹脂などの異種材料からなるプラスチック容器を選別して排除するのが好ましいのはいうまでもないが、近年、植物由来のポリ乳酸をジカルボン酸成分とする脂肪族ポリエステル系樹脂製の透明ボトルが知られている。ポリ乳酸は加水分解性が高く、ポリ乳酸をセグメントに含む脂肪族ポリエステル系樹脂は、芳香族ポリエステ系樹脂に比べて性能も劣るため、リサイクル材料から排除されるのが好ましい。例えば、回収されたPETボトルのベール(PETボトルを圧縮した塊)を水蒸気で加熱処理し、ポリ乳酸をセグメントに含む脂肪族ポリエステル系樹脂製の透明ボトルを選択的に加水分解することによって脆弱化させ、機械的刺激で粉砕して物理的に分級するなどして排除することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
ガイド機構
1か月前
東洋製罐株式会社
加熱殺菌用包装袋
22日前
東洋製罐株式会社
巻締寸法測定装置
1か月前
東洋製罐株式会社
横ガゼット型パウチ
8日前
東洋製罐株式会社
プリフォームの製造方法
8日前
東洋製罐株式会社
プリフォームの製造方法
8日前
東洋製罐株式会社
プリフォームの製造方法
8日前
東洋製罐株式会社
オレフィン系樹脂製包材
1か月前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
8日前
東洋製罐株式会社
Tダイス清掃装置およびTダイス清掃方法
29日前
東洋製罐株式会社
包装用フィルム
1か月前
東洋製罐株式会社
検査物の表面検査を行う検査装置、検査物の表面検査を行う検査装置を備えた製造ライン及び検査物の表面検査を行う検査方法。
16日前
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
プリプレグテープ
1か月前
津田駒工業株式会社
連続成形機
8か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
18日前
三菱自動車工業株式会社
予熱装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社リコー
シート処理システム
2か月前
小林工業株式会社
振動溶着機
4か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
トヨタ自動車株式会社
真空成形方法
5か月前
KTX株式会社
シェル型の作製方法
4か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社スリーエス
光造形装置
6か月前
三光合成株式会社
ガス排出供給構造体
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ