TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151898
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065694
出願日
2023-04-13
発明の名称
加熱殺菌用包装袋
出願人
東洋製罐株式会社
,
オカモト株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B65D
65/40 20060101AFI20241018BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】レトルト殺菌等の高温での加熱殺菌に付された場合にも、包装袋の密封性を確保可能なシール強度を有すると共に、電子レンジ加熱用の蒸気抜き機構を形成した場合には、内圧が上昇した際に糸引きなどの不都合を生じることなく、シール層の剥離がスムーズに進行可能なシール強度を有する加熱殺菌用包装袋を提供する。
【解決手段】シール層を備えた多層フィルムを、該シール層が互いに面するように重ね合わせシールして成る加熱殺菌用包装袋において、前記シール層が、MFR(230℃,2.16kg荷重)が1.8~2.2g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Aと、MFRが3.2~3.8g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Bを、A:B=85:15~95:5の割合で含有するブレンド物から成ることを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
シール層を備えた多層フィルムを、該シール層が互いに面するように重ね合わせシールして成る加熱殺菌用包装袋において、
前記シール層が、単層又は複層であり、
前記単層のシール層又は複層のシール層の最内面が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~60:40の割合で含有し、MFR(230℃,2.16kg荷重)が1.8~2.2g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Aと、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~60:40の割合で含有し、MFR(230℃,2.16kg荷重)が3.2~3.8g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Bを、A:B=85:15~95:5の割合で含有するブレンド物から成ることを特徴とする加熱殺菌用包装袋。
続きを表示(約 650 文字)
【請求項2】
前記複層のシール層が、前記最内層、外層、及び最内層と外層の間に位置する中間層を備えた少なくとも3層構成を有し、
前記外層が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~70:30の割合で含有するプロピレン-α-オレフィンブロック共重合体Cから成り、
前記中間層が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(ただし、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、95:5~70:30の質量比で含有するプロピレン-α-オレフィンブロック共重合体Cと、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=60:40~30:70の割合で含有するプロピレン-α-オレフィンブロック共重合体Dを、C:D=60: 40~95:5の割合で含有するブレンド物から成る請求項1に記載の加熱殺菌用包装袋。
【請求項3】
80℃におけるシール強度が13.7N以上である請求項1又は2に記載の加熱殺菌用包装袋。
【請求項4】
100℃におけるシール強度が24.2N未満である請求項1又は2に記載の加熱殺菌用包装袋。
【請求項5】
電子レンジ加熱用の蒸気抜き孔を備える請求項4記載の加熱殺菌用包装袋。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加熱殺菌用包装袋に関するものであり、より詳細には、内容物充填後のレトルト殺菌におけるシール不良等の発生が有効に防止された加熱殺菌用包装袋に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来より、食品等の内容物を包装袋に充填・密封して成る包装袋詰め食品は種々提案されており、このような包装袋詰め食品は、内容物の充填時に、レトルト殺菌等の加熱殺菌が行われていることから、レトルト殺菌等でも包装袋の密封性が損なわれないようなシール強度を有することが必要である。
加熱殺菌用包装袋に使用されるシール層(ヒートシール層)としては、耐熱性に優れていると共に安価であることから、一般にプロピレンブロック共重合体又はエチレン-プロピレンランダム共重合体に熱可塑性エラストマー成分をブレンドして成るプロピレン系組成物が使用されている(特許文献1等)。
【0003】
しかしながら、上記プロピレン系重合体を用いた場合でも、レトルト殺菌等の加熱殺菌を施すと、レトルト時にシール部が後退するなど、加熱後のシール強度が十分満足するものではなかった。
このような問題を解決するものとして、例えば下記特許文献2には、(A)(a)ポリプロピレンブロック95~70質量%と、(b)プロピレンと炭素数2~12(ただし、3を除く)のα-オレフィンとの共重合体エラストマーブロック5~30質量%からなるプロピレン-α-オレフィンブロック共重合体からなる両外層と、(B)(1)示差走査型熱量計を用いて測定される結晶化温度曲線において、温度105~110℃に主結晶化ピーク温度(T
CP1
)を有し、温度65~85℃に副次結晶化ピーク温度(T
CP2
)を有し、かつ主結晶化ピーク面積(T
CA1
)に対する、副次結晶化ピーク面積(T
CA2
)の割合(AR)が、多くとも4.0%以下であり、(2)温度25℃におけるキシレン可溶分(XI)が10~30質量%であり、(3)副次結晶化ピーク温度(T
CP2
)と温度25℃におけるキシレン可溶分(XI)との関係が式:T
CP2
≦-1.05XI+104を満足するプロピレン系重合体組成物からなる中間層との少なくとも3層からなる多層積層体が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-152596号公報
特開2000-255012号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記加熱殺菌用包装袋において、電子レンジ加熱のために、蒸気抜き機構を有するものが知られている。かかる蒸気抜き機構は、包装袋内の内圧が上昇すると、蒸気抜き孔周囲のシール層がその端縁から蒸気抜き孔に向かって剥離することにより、内圧を開放するものであるが、上述したように、レトルト殺菌等によるシール強度の低下を防ぐために、包装袋を構成する積層体のシール層同士のシール強度を高くすると、内圧が上昇しても剥離がスムーズに進まず、シール層同士が剥がれきらずに伸びが生じて、所謂「糸引き」を生じてしまう場合があった。このような糸引きが生じると、蒸気抜き孔を塞いでしまい、内圧を正常に開放することができないおそれがある。
【0006】
従って本発明の目的は、レトルト殺菌等の高温での加熱殺菌に付された場合にも、包装袋の密封性を確保可能なシール強度を有すると共に、蒸気抜き機構を形成した場合には、内圧が上昇した際に糸引きなどの不都合を生じることなく、シール層の剥離がスムーズに進行可能なシール強度を有する加熱殺菌用包装袋を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、シール層を備えた多層フィルムを、該シール層が互いに面するように重ね合わせシールして成る加熱殺菌用包装袋において、前記シール層が、単層又は複層であり、前記単層のシール層又は複層のシール層の最内面が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~60:40の割合で含有し、MFR(230℃,2.16kg荷重)が1.8~2.2g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Aと、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~60:40の割合で含有し、MFR(230℃,2.16kg荷重)が3.2~3.8g/10分の範囲にあるプロピレン-α-オレフィンブロック共重合体Bを、A:B=85:15~95:5の割合で含有するブレンド物から成ることを特徴とする加熱殺菌用包装袋が提供される。
【0008】
本発明の加熱殺菌用包装袋においては、
(1)前記複層のシール層が、前記最内層、外層、及び最内層と外層の間に位置する中間層を備えた少なくとも3層構成を有し、前記外層が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=95:5~70:30の割合で含有するプロピレン-α-オレフィンブロック共重合体Cから成り、前記中間層が、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(ただし、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、95:5~70:30の質量比で含有するプロピレン-α-オレフィンブロック共重合体Cと、ポリプロピレンブロック(a)及びプロピレンと炭素数2~12(但し、3を除く)のα-オレフィンとの共重合体エラストマーブロック(b)を、a:b=60:40~30:70の割合で含有するプロピレン-α-オレフィンブロック共重合体Dを、C:D=60:40~95:5の割合で含有するブレンド物から成ること、
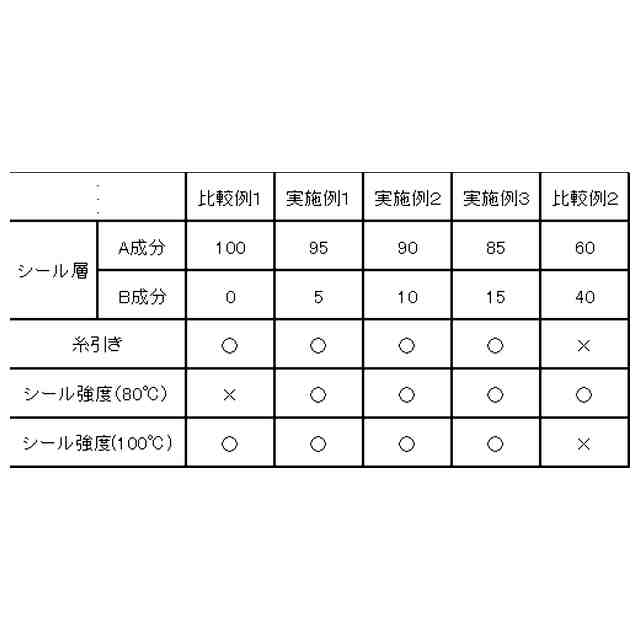
(2)80℃におけるシール強度が13.7N以上であること、
(3)100℃におけるシール強度が24.2N未満であること、
(4)電子レンジ加熱用の蒸気抜き孔を備えること、
が好適である。
【発明の効果】
【0009】
本発明の加熱殺菌用包装袋によれば、内容物の充填後にレトルト殺菌等の加熱殺菌を行った場合にもシール部の後退や内容物の漏洩等を生じることなく、優れた密封性を維持することが可能である。また、電子レンジ加熱用の蒸気抜き機構を形成した場合には、内圧上昇に応じてシール部がスムーズに剥離して、蒸気抜き機構が正常に機能することが可能となる。
すなわち、後述する実施例の結果からも明らかなように、本発明の加熱殺菌用包装袋によれば、レトルト殺菌等の加熱殺菌時を想定した温度である80℃でのシール強度が13.7N以上であると、十分な密封性を発現可能である。また、電子レンジ加熱を想定した温度である100℃でのシール強度が24.2N未満であると、電子レンジ加熱により蒸気抜き孔周辺のシール部が確実に剥離して、包装袋の内圧を確実に開放することができる。
【図面の簡単な説明】
【0010】
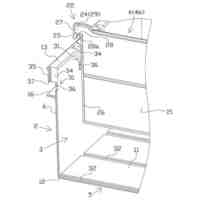
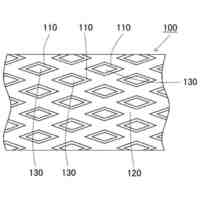
本発明の加熱殺菌用包装袋に用いられる多層フィルムの一例を示す断面図である。
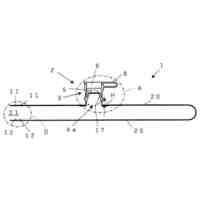
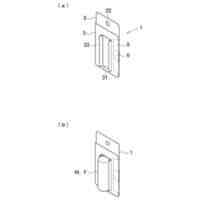
本発明の加熱殺菌用包装袋の一例を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
箱
3か月前
個人
包装体
3か月前
個人
ゴミ箱
3か月前
個人
容器
1日前
個人
物品収納具
7か月前
個人
折り畳み水槽
3か月前
個人
パウチ補助具
2か月前
個人
閉塞装置
23日前
個人
ダンボール宝箱
3か月前
個人
圧縮収納袋
4か月前
三甲株式会社
容器
6か月前
個人
塗料容器用蓋
3か月前
三甲株式会社
蓋体
3日前
個人
粘着テープ剥がし具
4か月前
株式会社イシダ
箱詰装置
5か月前
株式会社イシダ
包装装置
3か月前
三甲株式会社
容器
5か月前
個人
粘着テープ切断装置
5か月前
個人
包装箱
22日前
積水樹脂株式会社
接着剤
2か月前
株式会社新弘
容器
3か月前
株式会社新弘
容器
3か月前
株式会社デュプロ
包装装置
3か月前
個人
蓋付結束バンド
4か月前
日東精工株式会社
供給装置
1日前
三菱製紙株式会社
包装用紙
5か月前
個人
ゴミ箱用ゴミ袋保持具
3か月前
株式会社シプソル
梱包装置
24日前
日東精工株式会社
検査装置
6か月前
サクサ株式会社
梱包箱
1か月前
旭精工株式会社
紙幣処理装置
4か月前
個人
包装用台紙
2か月前
積水樹脂株式会社
梱包バンド
5か月前
個人
飲料ボトル
1か月前
株式会社イシダ
製袋包装装置
4か月前
個人
手荷物吊下げ器具
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ