TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149030
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062678
出願日
2023-04-07
発明の名称
Tダイス清掃装置およびTダイス清掃方法
出願人
東洋製罐株式会社
,
株式会社トウエイ製作所
代理人
個人
,
個人
主分類
B29C
48/27 20190101AFI20241010BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産ラインを停止させることなくTダイスに付着残存する樹脂材料を除去可能であり、高い生産性が得られるとともに無駄になる樹脂材料の量の低減が可能となり、しかも作業負担を軽減可能なTダイス清掃装置およびTダイス清掃方法を提供する。
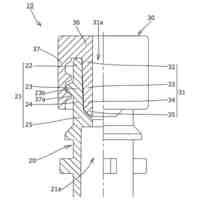
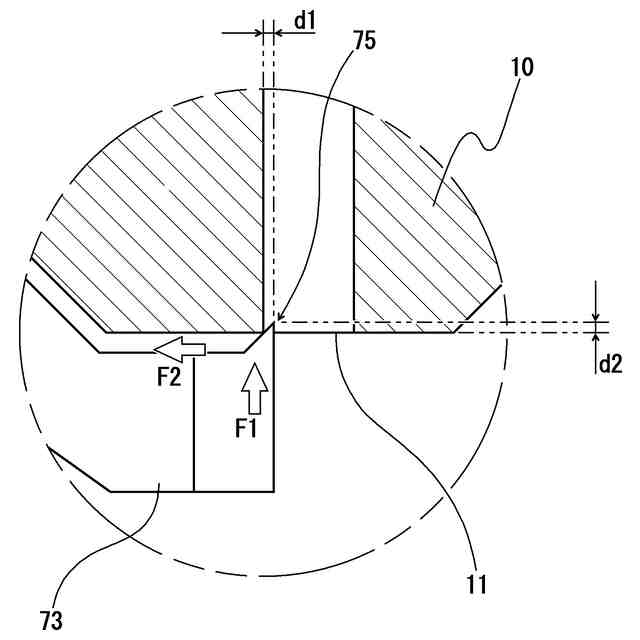
【解決手段】水平面内において一方向に延びる吐出口11を有するTダイス10に付着残存する樹脂由来の付着物を除去するTダイス清掃装置20およびTダイス清掃方法であって、スクレーパー70の先端部に吐出口11に挿入可能に構成された掻き取り部を設け、掻き取り部を、冷却ロール15の回転方向に対して上流側に位置される吐出口11の一方の開口縁部に対し一定の押付力で押し付けた状態で、吐出口11に挿入配置し、摺動駆動機構によってスクレーパー70を吐出口11に沿って往復摺動させることで、溶融樹脂材料の押し出しを停止することなく、樹脂由来の付着物を掻き取る。
【選択図】図2
特許請求の範囲
【請求項1】
鉛直方向下方に開口し水平面内において一方向に延びる吐出口から溶融樹脂材料をシート状に押し出して冷却ロールの表面に吐出するTダイスに付着残存する樹脂由来の付着物を除去するためのTダイス清掃装置であって、
前記一方向に延びる回転軸を中心に回転駆動される前記冷却ロールの回転方向に対して上流側に位置される前記吐出口の一方の開口縁部に当接されるスクレーパーと、前記スクレーパーを前記吐出口に沿って前記一方向に往復摺動させる摺動駆動機構を備え、
前記スクレーパーの先端部に、前記吐出口の前記一方向に直交する方向において前記吐出口の一方の開口縁部から前記溶融樹脂材料の吐出の妨げとならない内方位置までの間の位置に挿入配置可能となるよう、先端に向かうに従って上方に傾斜するよう形成された掻き取り部を有することを特徴とするTダイス清掃装置。
続きを表示(約 1,300 文字)
【請求項2】
前記スクレーパーの先端部を前記吐出口の一方の開口縁部に対し鉛直方向下方側及び水平方向内方側から押圧状態で当接させるよう、前記スクレーパーを鉛直方向及び水平方向に移動させるスクレーパー移動機構を備えることを特徴とする請求項1に記載のTダイス清掃装置。
【請求項3】
前記摺動駆動機構は、前記スクレーパーを備えた清掃ヘッドを前記一方向に沿って往復摺動させる動力伝達機構と、前記清掃ヘッドの往復摺動をガイドするガイド機構とを備え、
前記動力伝達機構がタイミングベルト機構からなることを特徴とする請求項1に記載のTダイス清掃装置。
【請求項4】
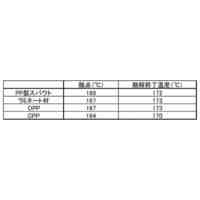
前記Tダイスを臨む面に断熱板が設けられ、
前記断熱板の熱伝導率が1.4W/(m・K)以下であることを特徴とする請求項1に記載のTダイス清掃装置。
【請求項5】
前記スクレーパーがアルミニウム材からなることを特徴とする請求項1に記載のTダイス清掃装置。
【請求項6】
前記スクレーパーの表面が滑り性を有する材料でコーティングされていることを特徴とする請求項1に記載のTダイス清掃装置。
【請求項7】
鉛直方向下方に開口し水平面内において一方向に延びる吐出口から溶融樹脂材料をシート状に押し出して冷却ロールの表面に吐出するTダイスに付着残存する樹脂由来の付着物を、前記溶融樹脂材料の押し出しを停止することなく、前記吐出口に沿ってスクレーパーを前記一方向に往復摺動させることにより、除去するTダイス清掃方法であって、
前記スクレーパーの先端部において先端に向かうに従って上方に傾斜するよう形成された掻き取り部を、前記冷却ロールの回転方向に対して上流側に位置される前記吐出口の一方の開口縁部に当接させた状態で、前記吐出口の前記一方向に直交する方向において前記吐出口の一方の開口縁部から前記溶融樹脂材料の吐出の妨げとならない内方位置までの間の位置に挿入させて配置することを特徴とするTダイス清掃方法。
【請求項8】
前記スクレーパーをスクレーパー移動機構によって鉛直方向に移動させて前記掻き取り部を前記吐出口の一方の開口縁部に対し鉛直方向下方側から押し付けると共に、前記スクレーパー移動機構によって水平方向に移動させて前記掻き取り部を前記吐出口の一方の開口縁部に対し水平方向内方側から押し付けながら、前記スクレーパーを往復摺動させることを特徴とする請求項7に記載のTダイス清掃方法。
【請求項9】
前記スクレーパーを備えた清掃ヘッドをガイド機構でガイドしながらタイミングベルト機構からなる動力伝達機構によって前記一方向に往復運動させることを特徴とする請求項7に記載のTダイスの清掃方法。
【請求項10】
前記樹脂由来の付着物の除去が、前記Tダイスを臨む面に設けられた断熱板により前記Tダイスに対して直接に熱的に接触しない状態で行われ、
前記断熱板として熱伝導率が1.4W/(m・K)以下である材料からなるものが用いられることを特徴とする請求項7に記載のTダイス清掃方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート状の樹脂成形体を成形する過程においてTダイスに付着残存する樹脂由来の付着物を除去するためのTダイス清掃装置およびTダイス清掃方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
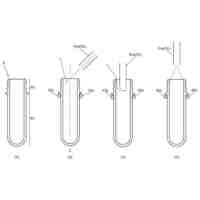
例えば、プラスチックシートなどのシート状の樹脂成形体を製造する方法として、キャスティング法が知られている。この方法は、一方向に直線状に延びる吐出口(リップ)を有するTダイスが取り付けられた押出機によって、溶融された樹脂材料をTダイスの吐出口から冷却ロールの表面にシート状に押出し、冷却ロールで急冷・圧延することにより、シート状の樹脂成形体を連続的に成形するものである。
【0003】
押出成形にあっては、成形作業を長時間の間続けると、樹脂材料がTダイスの吐出口の開口縁部に付着し、付着した樹脂材料は時間経過とともに熱劣化により変色し、一般には「メヤニ」と称される異物として残存することが知られている。
Tダイスの吐出口にメヤニが付着したまま成形を続けると、成形品にメヤニが混入してその品質を低下させてしまったり、メヤニの痕跡(ダイライン)が成形品の表面に筋状に形成されて外観を損ねてしまったりするという問題がある。
このため、押出成形においては、Tダイスに残存するメヤニを除去する作業を所定の頻度で実施する必要があった。
【0004】
押出成形において不可避的に生ずるメヤニ対策としては、これまでに種々の技術が提案されている。
例えば、特許文献1には、フィルムの製造を行いながら、Tダイのリップ面に付着する異物を除去するために、Tダイのリップ面に対して押し付けられるよう付勢された押退部材の先端位置とリップ口の縁位置とを常にほぼ一致させた状態で、押退部材をボールスクリューによりリップ口の長手方向に沿って移動させることが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-321102号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
而して、上記特許文献1に記載の清掃方法のように、除去具の先端をリップ口の縁位置にほぼ一致した状態で当接させてメヤニ除去作業を行った場合には、メヤニ等の付着物を十分に除去することができないことが判明した。このため、メヤニ除去作業を行うに際しては、成形作業を中止し生産ラインを一旦停止させて作業員が適宜の治具を用いて手作業で行わざるを得ないのが実情であり、メヤニ除去作業自体に長時間の時間を要し、生産性を低下させるという問題があった。
また、除去具をボールスクリューによって往復運動させる場合には、付着物の掻き取り速度が遅いため、成形されるシート状の樹脂成形体に皺や破れなどの欠陥(シート不良)が生じやすくなるという問題もある。
【0007】
本発明は、以上のような事情に基づいてなされたものであり、生産ラインを停止させることなくTダイスに付着残存する樹脂材料を除去することができ、従って、高い生産性を得ることができるとともに無駄になる樹脂材料の量を可及的に低減することができ、しかも作業負担を軽減することのできるTダイス清掃装置およびTダイス清掃方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のTダイス清掃装置は、鉛直方向下方に開口し水平面内において一方向に延びる吐出口から溶融樹脂材料をシート状に押し出して冷却ロールの表面に吐出するTダイスに付着残存する樹脂由来の付着物を除去するためのTダイス清掃装置であって、前記一方向に延びる回転軸を中心に回転駆動される前記冷却ロールの回転方向に対して上流側に位置される前記吐出口の一方の開口縁部に当接されるスクレーパーと、前記スクレーパーを前記吐出口に沿って前記一方向に往復摺動させる摺動駆動機構を備え、前記スクレーパーの先端部に、前記吐出口の前記一方向に直交する方向において前記吐出口の一方の開口縁部から前記溶融樹脂材料の吐出の妨げとならない内方位置までの間の位置に挿入配置可能となるよう、先端に向かうに従って上方に傾斜するよう形成された掻き取り部を有する構成とすることにより、上記課題を解決するものである。
【0009】
本発明のTダイス清掃方法は、鉛直方向下方に開口し水平面内において一方向に延びる吐出口から溶融樹脂材料をシート状に押し出して冷却ロールの表面に吐出するTダイスに付着残存する樹脂由来の付着物を、前記溶融樹脂材料の押し出しを停止することなく、前記吐出口に沿ってスクレーパーを前記一方向に往復摺動させることにより、除去するTダイス清掃方法であって、前記スクレーパーの先端部において先端に向かうに従って上方に傾斜するよう形成された掻き取り部を、前記冷却ロールの回転方向に対して上流側に位置される前記吐出口の一方の開口縁部に当接させた状態で、前記吐出口の前記一方向に直交する方向において前記吐出口の一方の開口縁部から前記溶融樹脂材料の吐出の妨げとならない内方位置までの間の位置に挿入させて配置することにより、上記課題を解決するものである。
【発明の効果】
【0010】
本請求項1に記載のTダイス清掃装置および本請求項7に記載のTダイス清掃方法によれば、スクレーパー先端の掻き取り部をTダイスの吐出口内に挿入配置した状態で、スクレーパーを吐出口に沿って往復運動させることで、生産ラインを停止させることなく、Tダイスに残存する樹脂由来の付着物を確実に除去することができ、しかも、作業者(オペレータ)自身がTダイスの清掃作業を行う必要がないので、作業負担を大幅に低減することができるため、高い生産性を得ることができる。
さらにまた、Tダイスの清掃作業をTダイスに付着した樹脂が経時的に劣化する前にもしくは付着量が少ないうちに行うことにより、スクレーパーで掻き取っている間のみアウトとし、ライン停止しなくてもよくなるため、無駄になる樹脂材料を可及的に低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
製缶装置
1日前
東洋製罐株式会社
無菌成形装置
1日前
東洋製罐株式会社
合成樹脂製容器
23日前
東洋製罐株式会社
有底筒状体加工装置
24日前
東洋製罐株式会社
缶内面膜の検査装置
1か月前
東洋製罐株式会社
スパウトおよび注出ユニット
1か月前
東洋製罐株式会社
加熱装置および缶体の製造方法
1日前
東洋製罐株式会社
無菌成形装置および無菌成形方法
1日前
東洋製罐株式会社
無菌成形方法および無菌成形装置
1日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
1日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
1日前
東洋製罐株式会社
注出具付き包装袋及びその製造方法
1か月前
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
1日前
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
1か月前
東洋製罐株式会社
ポリエステル樹脂被覆シームレス缶及びその製造方法
1か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
1か月前
シーメット株式会社
光造形装置
23日前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
3か月前
個人
樹脂可塑化方法及び装置
1日前
株式会社FTS
成形装置
23日前
株式会社シロハチ
真空チャンバ
2か月前
株式会社リコー
シート剥離装置
5か月前
帝人株式会社
成形体の製造方法
6か月前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
3か月前
個人
ノズルおよび熱風溶接機
10日前
株式会社リコー
シート処理システム
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ