TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163168
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2024149901,2022524470
出願日
2024-08-30,2021-05-17
発明の名称
ポリエステル樹脂被覆シームレス缶及びその製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B65D
8/16 20060101AFI20241114BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】レトルト殺菌のような高温高湿度条件下に曝された場合にも、白斑の発生が抑制され、製缶工程中の潤滑剤除去および成形歪みの緩和を目的とした加熱工程で缶全体が高温条件下に曝された場合にも、白筋等の白化の発生が抑制されていると共に、樹脂被覆の密着性にも優れたポリエステル樹脂被覆シームレス缶の製造方法を提供する。
【解決手段】内面及び/又は外面にポリエステル樹脂被覆が形成されてなるポリエステル樹脂被覆金属板を用い、絞り加工により浅絞り缶を成形する絞り成形工程、前記浅絞り缶を再絞りしごき加工により絞りしごき缶を成形する再絞りしごき成形工程、前記絞りしごき缶の全体を加熱する加熱工程、該加熱工程を経た絞りしごき缶の胴部外面に印刷を施す印刷工程、前記印刷缶の全体を加熱する乾燥・焼付け工程、及び該乾燥・焼付け工程を経た絞りしごき缶にネック加工・フランジ加工を行うネック・フランジ加工工程、を有するシームレス缶の製造方法において、前記絞り成形工程と前記再絞りしごき成形工程の間、前記絞りしごき缶の全体を加熱する加熱工程と前記印刷工程の間、或いはネック・フランジ加工工程の後の何れかに、シームレス缶としたときにネック部となる箇所を、185~230℃の温度となるように部分加熱を行う部分加熱工程を有し、前記部分加熱工程における加熱が高周波誘導加熱あり、加熱時間が2秒未満であることを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
内面及び/又は外面にポリエステル樹脂被覆が形成されてなるポリエステル樹脂被覆金属板を用い、絞り加工により浅絞り缶を成形する絞り成形工程、前記浅絞り缶を再絞りしごき加工により絞りしごき缶を成形する再絞りしごき成形工程、前記絞りしごき缶の全体を加熱する加熱工程、該加熱工程を経た絞りしごき缶の胴部外面に印刷を施す印刷工程、前記印刷缶の全体を加熱する乾燥・焼付け工程、及び該乾燥・焼付け工程を経た絞りしごき缶にネック加工・フランジ加工を行うネック・フランジ加工工程、を有するシームレス缶の製造方法において、
前記絞り成形工程と前記再絞りしごき成形工程の間、前記絞りしごき缶の全体を加熱する加熱工程と前記印刷工程の間、或いはネック・フランジ加工工程の後の何れかに、シームレス缶としたときにネック部となる箇所を、185~230℃の温度となるように部分加熱を行う部分加熱工程を有し、
前記部分加熱工程における加熱が高周波誘導加熱あり、加熱時間が2秒未満であることを特徴とするシームレス缶の製造方法。
続きを表示(約 64 文字)
【請求項2】
前記部分加熱工程が、ネック・フランジ加工工程の後で行われる請求項1記載のシームレス缶の製造方法。
発明の詳細な説明
【技術分野】
【0001】
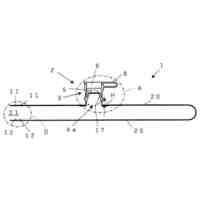
本発明は、ポリエステル樹脂被覆シームレス缶及びその製造方法に関するものであり、より詳細には、ポリエステル樹脂被覆の密着性に優れ、優れた耐食性及び耐レトルト性を有するポリエステル樹脂被覆シームレス缶及びその製造方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
ポリエステル樹脂を金属板に被覆して成るポリエステル樹脂被覆金属板を用い、絞り加工、絞り加工・再絞り加工、絞り・しごき加工、薄肉化絞りしごき加工等の成形加工を施してなるシームレス缶が広く用いられている。
飲料や食品用途に用いられるシームレス缶においては、内容物を充填した後にレトルト殺菌処理が行われる。かかるレトルト殺菌処理は高温高湿度条件下で行われることから、缶底部等の水滴が付着した部分が結晶化して、白化を生じるレトルトブラッシング(白斑)と呼ばれる問題が生じていた。
かかるレトルトブラッシングの問題を解決するために、ポリエステル樹脂フィルムとして、ポリブチレンテレフタレートを含有する共重合ポリエステルを使用することが提案されている。
【0003】
例えば、下記特許文献1には、耐レトルト性に優れるフィルムとして、融点が210~245℃、ガラス転移温度が60℃以上のポリエステル99~60重量%と、融点が180~223℃のポリブチレンテレフタレートを主体とするポリエステル1~40重量%のポリエステルフィルムにおいて、遊離モノマーが300ppm以下である金属貼合せ成形加工用延伸ポリエステルフィルムが記載されている。
また下記特許文献2には、フィルムを結晶化処理してもフィルムの白化が発生しない金属缶体及び缶蓋材用のラミネート金属板として、ポリエチレンテレフタレート系樹脂10~70重量%とポリブチレンテレフタレート系樹脂90~30重量%を配合し、2つ以上の融点ピークを有する金属ラミネート板が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-330924号公報
特開2008-143184号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来技術に記載されたポリエチレンテレフタレート系樹脂(以下、「PET」ということがある)とポリブチレンテレフタレート系樹脂(以下、「PBT」ということがある)を配合したポリエステルフィルムにおいては、PBTの含有量が少ない場合には、レトルト殺菌処理等の殺菌処理や蒸煮処理のように、内容物充填後に高温高湿度条件下に曝された場合に、外面樹脂被覆の缶底部に発生するレトルトブラッシング等の白化を十分に抑制することができない。また、製缶工程中の潤滑剤除去および成形歪みの緩和を目的とした加熱工程で缶全体が高温条件下に曝された場合に、缶底部に線状に白化する白筋と呼ばれる外観不良の発生を十分に抑制することができない。その一方、PBTの含有量が多くなると、絞りしごき加工の際に樹脂被覆が削れ、金属露出を生じたり、印刷後の外観特性が低下するおそれがある。また、金属板との密着性が低下し、レトルト殺菌の際にネック部から樹脂被覆が剥離(デラミネーション)するという新たな問題が発生し、PBTを含有させるだけでは未だ十分満足するものではなかった。
【0006】
従って本発明の目的は、レトルト殺菌処理のような高温高湿度条件下に曝された場合にも、白斑の発生が抑制され、加熱工程で缶全体が高温条件下に曝された場合にも、白筋等の白化の発生が抑制されていると共に、樹脂被覆の密着性にも優れたポリエステル樹脂被覆シームレス缶及びその製造方法を提供することである。
【課題を解決するための手段】
【0007】
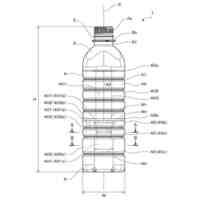
本発明によれば、内面及び/又は外面にポリエステル樹脂被覆が形成されてなるポリエステル樹脂被覆金属板を用い、絞り加工により浅絞り缶を成形する絞り成形工程、前記浅絞り缶を再絞りしごき加工により絞りしごき缶を成形する再絞りしごき成形工程、前記絞りしごき缶の全体を加熱する加熱工程、該加熱工程を経た絞りしごき缶の胴部外面に印刷を施す印刷工程、前記印刷缶の全体を加熱する乾燥・焼付け工程、及び該乾燥・焼付け工程を経た絞りしごき缶にネック加工・フランジ加工を行うネック・フランジ加工工程、を有するシームレス缶の製造方法において、前記絞り成形工程と前記再絞りしごき成形工程の間、前記絞りしごき缶の全体を加熱する加熱工程と前記印刷工程の間、或いはネック・フランジ加工工程の後の何れかに、シームレス缶としたときにネック部となる箇所を、185~230℃の温度となるように部分加熱を行う部分加熱工程を有し、前記部分加熱工程における加熱が高周波誘導加熱あり、加熱時間が2秒未満であることを特徴とするシームレス缶の製造方法が提供される。
【0008】
本発明のシームレス缶の製造方法においては、前記部分加熱工程が、ネック・フランジ加工工程の後で行われること、が好適である。
【発明の効果】
【0009】
本発明の第一の態様の外面樹脂被覆シームレス缶においては、前述した外面ポリエステル樹脂被覆(以下、「外面樹脂被覆」ということがある)における上記比Im/Iuが1.0以上であることにより、レトルト殺菌処理等の殺菌処理や蒸煮処理のように、内容物充填後に高温高湿度条件下に曝された場合にも、外面樹脂被覆のレトルトブラッシング等の白化の発生や、製缶工程中の潤滑剤除去および成形歪みの緩和を目的とした加熱工程で缶全体が高温条件下に曝された場合にも、白筋等の白化の発生が防止されていると共に、ネック部の外面樹脂被覆の剥離の発生も有効に防止されており、耐熱水密着性に優れている。
また上記作用効果は、内面ポリエステル樹脂被覆(以下、「内面樹脂被覆」ということがある)の状態によっても判断でき、内面ポリエステル樹脂被覆における前記比Wm/Wuが0.85以下であること、最大縮径部におけるポリエステル樹脂被覆表面の前記配向指数MOuが2.40以下であること、顕微ラマン分光法による配向指数の比、MOm/MOuが2.10以上であることによっても、外面樹脂被覆の状態が良好であると判断することができる。
【0010】
すなわち、前述した通り、レトルトブラッシングや白筋等の外面樹脂被覆の白化を防止するためにはPBT配合量の多いポリステル樹脂を使用することが好適であるが、PBT配合量の多い樹脂被覆は結晶性が高いことから、製缶工程における樹脂被覆金属板の圧延方向である缶軸方向に配向結晶を生じ、金属板との密着性が低下する傾向がある。また、PBT配合量が多くなると、PET樹脂配合量が相対的に少なくなり、特にイソフタル酸の含有量の多いPET樹脂の配合量が少なくなることによって、金属板との密着性が低下する傾向がある。その一方、巻締加工等が施されるネック部にはリンクルインプレッション(巻締時につく疵)が生じやすいことから、レトルト殺菌処理等の高温高湿度条件下に曝されると、このリンクルインプレッションから水蒸気が侵入して、密着性に劣る樹脂被覆の剥離(「ネック部デラミネーション」ということがある)が生じると考えられる。また、シームレス缶の缶全体において、ネック部は、製缶工程中の絞りおよびしごき加工により、缶円周方向の樹脂皮膜の圧縮歪みが大きくなる領域であり、樹脂皮膜と金属板の間の密着が弱い傾向にあると考えられる。
これに対して、本発明の第一の態様のシームレス缶では、ネック部の外面樹脂被覆の配向結晶が、Im/Iuが上記範囲となるように崩されていることにより、外面樹脂被覆の金属板への密着性が向上され、リンクルインプレッションが形成されていたとしても水蒸気の侵入が有効に抑制されていると考えられる。その一方、シームレス缶のネック部以外の箇所では外面樹脂被覆の配向結晶化は維持されているため外面樹脂被覆によるバリア性が確保されており、優れた耐食性を有し、レトルトブラッシングや白筋等の白化の発生も有効に抑制されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
製缶装置
13日前
東洋製罐株式会社
無菌成形装置
13日前
東洋製罐株式会社
合成樹脂製容器
1か月前
東洋製罐株式会社
加熱装置および缶体の製造方法
13日前
東洋製罐株式会社
無菌成形装置および無菌成形方法
13日前
東洋製罐株式会社
無菌成形方法および無菌成形装置
13日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
13日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
13日前
東洋製罐株式会社
容器詰めの高濃度均一粥の製造方法
10日前
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
13日前
個人
箱
3か月前
個人
包装体
4か月前
個人
ゴミ箱
3か月前
個人
収納用具
7か月前
個人
容器
13日前
個人
物品収納具
7か月前
個人
パウチ補助具
3か月前
個人
折り畳み水槽
4か月前
個人
閉塞装置
1か月前
個人
ダンボール宝箱
4か月前
個人
圧縮収納袋
4か月前
株式会社和気
包装用箱
今日
個人
ゴミ処理機
7日前
三甲株式会社
容器
6か月前
株式会社新弘
容器
3か月前
株式会社新弘
容器
3か月前
個人
粘着テープ切断装置
6か月前
三甲株式会社
容器
6か月前
個人
塗料容器用蓋
3か月前
個人
包装箱
1か月前
積水樹脂株式会社
接着剤
3か月前
個人
粘着テープ剥がし具
5か月前
株式会社イシダ
包装装置
3か月前
株式会社イシダ
箱詰装置
6か月前
三甲株式会社
蓋体
15日前
株式会社デュプロ
包装装置
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ