TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024166633
公報種別
公開特許公報(A)
公開日
2024-11-29
出願番号
2023082848
出願日
2023-05-19
発明の名称
繊維含有率の異なる短繊維複相強化熱可塑性樹脂構造体、その接合体及び製造方法
出願人
Todo Meta Composites合同会社
代理人
個人
主分類
B29C
64/118 20170101AFI20241122BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】繊維含有率の異なる短繊維が複相した短繊維複相強化熱可塑性樹脂構造体、その接合体及び製造方法を提供する。
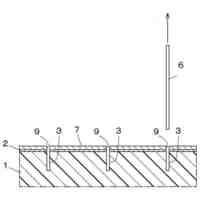
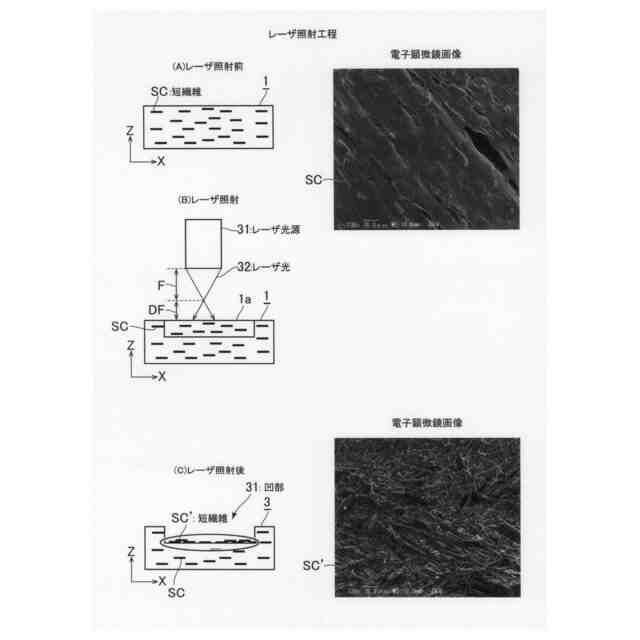
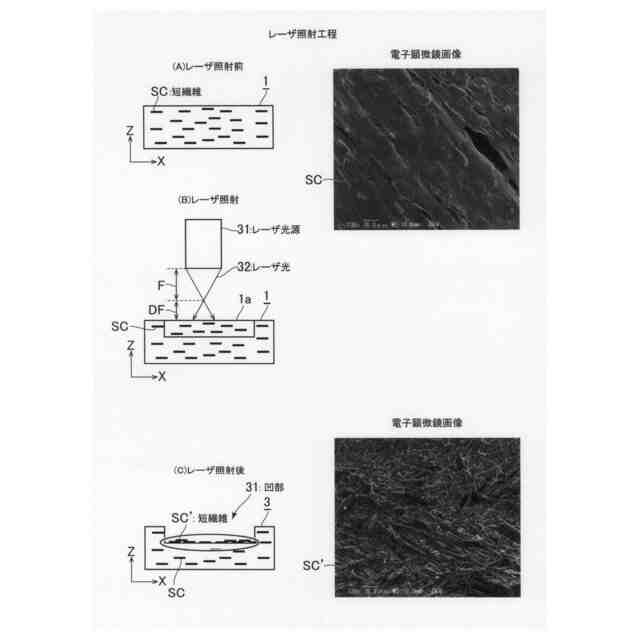
【解決手段】レーザ照射前の短炭素繊維強化熱可塑性樹脂構造体1の短炭素繊維SCはX方向(配向方向)に沿って離散的かつ離間して配設されている。レーザ光源31からのレーザ光Lを短炭素繊維強化熱可塑性樹脂構造体1の表面の一部1aに局所的に照射し、熱可塑性樹脂をその融点以上に加熱して移動又は蒸発させる。レーザ照射後は、短炭素繊維強化熱可塑性樹脂構造体1に凹部31が形成され、この結果、繊維含有率が異なる短炭素繊維複相強化熱可塑性樹脂構造体3が形成される。凹部31においては、熱可塑性樹脂が消失するので、凹部31の底部においては、局所的に短炭素繊維SCが露出されかつ重複し合って繊維含有率が大きい短炭素繊維SC’に実質的に変換される。
【選択図】 図2
特許請求の範囲
【請求項1】
短繊維複相強化熱可塑性樹脂構造体であって、
前記短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部に局部的に第1の短繊維を含有させ、
前記表面の前記少なくとも一部以外の前記短繊維複相強化熱可塑性樹脂構造体に前記第1の短繊維より繊維含有率が小さい第2の短繊維を含有させた短繊維複相強化熱可塑性樹脂構造体。
続きを表示(約 1,000 文字)
【請求項2】
前記短繊維複相強化熱可塑性樹脂構造体の前記一部の表面は毛状状態である請求項1に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項3】
前記第1、第2の短繊維は導電性である請求項1に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項4】
前記第1、第2の短繊維は炭素繊維である請求項1に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項5】
前記一部は前記表面から見て2つの電極領域及び該2つの電極領域を接続する該電極領域より幅が小さい電流経路領域を有して歪みセンサとして作用する請求項3に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項6】
前記電流経路領域は折り返し部を有する請求項5に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項7】
第1、第2の短繊維複相強化熱可塑性樹脂構造体の接合体であって、
前記各第1、第2の短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部に局部的に第1の短繊維を含有させ、
前記表面の前記少なくとも一部以外の前記第1、第2の短繊維複相強化熱可塑性樹脂構造体に前記第1の短繊維より繊維含有率が小さい第2の短繊維を含有させ、
前記第1の短繊維複相強化熱可塑性樹脂構造体の前記表面の前記少なくとも一部と前記第2の短繊維複相強化熱可塑性樹脂構造体の前記表面の前記少なくとも一部とは溶融接合され、
前記第1、第2の短繊維は導電性である短繊維複相強化熱可塑性樹脂構造体の接合体。
【請求項8】
前記第1、第2の短繊維は短炭素繊維である請求項7に記載の短繊維複相強化熱可塑性樹脂構造体。
【請求項9】
前記第1の短繊維強化熱可塑性樹脂構造体の積層方向と、前記第2の短繊維強化熱可塑性樹脂構造体の積層方向とが異なる請求項7に記載の短繊維複相強化熱可塑性樹脂構造体の接合体。
【請求項10】
第1の短繊維よりなる短繊維強化熱可塑性樹脂構造体を成形するための成形工程と、
前記短繊維強化熱可塑性樹脂構造体の表面の少なくとも一部の熱可塑性樹脂を局所的に溶融・移動又は蒸発させ、前記短繊維強化熱可塑性樹脂構造体の前記少なくとも一部を前記第1の短繊維より繊維含有率の大きい第2の短繊維に変換させるための樹脂溶融工程と
を具備する短繊維複相強化熱可塑性樹脂構造体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は繊維含有率の異なる短繊維複相繊維を含む短繊維複相強化熱可塑性樹脂構造体、その接合体及び製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
3Dプリンタ、射出成形、圧縮成形等によって成形される熱可塑性樹脂構造体を繊維によって強化する方法として短繊維を利用するものと、長繊維(連続繊維)を利用するものがある(参照:特許文献1)。特に、炭素繊維強化樹脂(CFRP)は比剛性、比強度の点で金属に比較して優れている(参照:非特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2022-98042号公報
【非特許文献】
【0004】
T.Gerngross, D. Nieberl, “Automated manufacturing of large, three-dimensional CFRP parts from dry textiles”, CEAS Aeronautical Journal, 7(2), 2016, 241-257.
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、短繊維を強化材として用いると、短繊維の利点を活かした成形が可能であるが、力学的特性はそれ程大きくないという課題がある。特に、導電性を必要とする場合、短炭素繊維はカーボンナノチューブ、カーボンブラックに比較して導電性が低いか導電性がなく、短炭素繊維強化熱可塑性樹脂構造体の導電性を確保できない。他方、長繊維を強化材として用いると、力学特性は大きいが、複雑な形状の長繊維強化熱可塑性樹脂構造体を成形する場合、長繊維が折返されてその部分の強度が低下する。その対処方法としては、切断機構を設けて、長繊維強化熱可塑性樹脂構造体を所定長さで切断する。この結果、長繊維強化熱可塑性樹脂構造体の製造コストが上昇するという課題がある。また、3Dプリントでは、長繊維熱可塑性樹脂だけで成形すると、表面の凹凸が発生してしまうため、表面全体には短繊維熱可塑性樹脂を用いることから、表面の電気伝導性を確保できず、熱伝導性も確保できない課題がある。さらに、3Dプリント時に連続する短繊維の体積含有率が大きいと、ノズルに詰まりやすいこと、曲げにくいために印刷パスの曲率に制限がかかることから連続する短繊維では大きな体積含有率で印刷できないという課題がある。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本発明に係る短繊維複相強化熱可塑性樹脂構造体は、短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部に局部的に繊維含有率の大きい第1の短繊維を配置し、表面の少なくとも一部以外の短繊維複相強化熱可塑性樹脂構造体に第1の短繊維より繊維含有率が小さい第2の短繊維を配置させたものである。
【0007】
また、本発明に係る短繊維複相強化熱可塑性樹脂構造体の接合体は、各第1、第2の短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部に局部的に繊維含有率の大きい第1の短繊維を配置し、表面の少なくとも一部以外の第1、第2の短繊維複相強化熱可塑性樹脂構造体に第1の短繊維より繊維含有率が小さい第2の短繊維を配置し、第1の短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部と第2の短繊維複相強化熱可塑性樹脂構造体の表面の少なくとも一部とは溶融接合され、第1、第2の短繊維は導電性または高熱伝導性であるものである。
【0008】
さらに、本発明に係る短繊維複相強化熱可塑性樹脂構造体の製造方法は、第1の短繊維よりなる短繊維強化熱可塑性樹脂構造体を成形するための成形工程と、短繊維強化熱可塑性樹脂構造体の表面の少なくとも一部の熱可塑性樹脂を局所的に溶融・移動又は蒸発させ、短繊維強化熱可塑性樹脂構造体の表面の少なくとも一部を第1の短繊維より繊維含有率の大きい第2の短繊維に変換させるための樹脂溶融工程とを具備するものである。
【発明の効果】
【0009】
本発明によれば、繊維含有率の異なる短繊維を強化材として用いるので、局所的に物性の異なる複合材の製造コストを小さくできると共に繊維含有率を局所的に高くすることで強度を大きくできる。表面の短繊維を導電性、熱伝導性とした場合、表面の導電性、熱伝導性を確保できる。
【図面の簡単な説明】
【0010】
本発明に係る短繊維複相強化熱可塑性樹脂構造体の製造方法の実施の形態の短炭素繊維強化熱可塑性樹脂構造体成形工程を説明するための図であって、(A)は短炭素繊維強化熱可塑性樹脂構造体を示す断面図、(B)は3Dプリンタを示す図である。
本発明に係る短繊維複相強化熱可塑性樹脂構造体の製造方法の実施の形態の加熱工程としてのレーザ照射工程を説明するための図であって、(A)はレーザ照射前の短炭素繊維強化熱可塑性樹脂構造体の断面図及び電子顕微鏡画像、(B)はレーザ照射時の短炭素繊維強化熱可塑性樹脂構造体の断面図、(C)はレーザ照射後の短炭素繊維複相強化熱可塑性樹脂構造体の断面図及び電子顕微鏡画像である。
他のレーザ照射後の短炭素繊維複相強化熱可塑性樹脂構造体を示し、(A)は電子顕微鏡画像、(B)は水滴滴下時の水滴の写真、(C)はレーザ照射前の短炭素繊維強化熱可塑性樹脂構造体の水滴滴下時の水滴の写真である。
図1、図2の短炭素繊維複相強化熱可塑性樹脂構造体の応用例を示す図である。
図1、図2の短炭素繊維複相強化熱可塑性樹脂構造体の接合体を説明する図であって、(A)は継手界面型樹脂溶融接合を示し、(B)は片面電流型樹脂溶融接合を示し、(C)は万力加圧継手界面型樹脂溶融接合を示す。
図1、図2の短炭素繊維複相強化熱可塑性樹脂構造体の他の接合を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
2か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
帝人株式会社
成形体の製造方法
5か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
KTX株式会社
シェル型の作製方法
5か月前
小林工業株式会社
振動溶着機
5か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
株式会社コスメック
磁気クランプ装置
2か月前
日本プラスト株式会社
嵌合構造
2か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社日本製鋼所
射出成形機
25日前
ヒロホー株式会社
搬送容器の製造方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社FTS
ブローニードル
5日前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
三菱ケミカル株式会社
構造体及びその製造方法
1か月前
株式会社リコー
ラミネート処理システム
4か月前
KTX株式会社
通気性電鋳殻の製造方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
株式会社リコー
ラミネート処理システム
4か月前
グンゼ株式会社
樹脂フィルムの回収方法
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ