TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024166206
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024141868,2021544826
出願日
2024-08-23,2020-01-28
発明の名称
超臨界流体を利用する機械加工システム
出願人
フュージョン クーラント システムズ,インコーポレイテッド
代理人
個人
,
個人
,
個人
,
個人
主分類
B23Q
11/10 20060101AFI20241121BHJP(工作機械;他に分類されない金属加工)
要約
【課題】機械加工流体を利用する機械加工システムを改善する。
【解決手段】超臨界流体を含む機械加工流体を利用する機械加工システムの改善が記載される。いくつかのシステムは、機械加工施設内の複数の機械加工ツールへの超臨界機械加工流体及び/又は潤滑剤の集合型分配を提供し得る。他のシステムは、複数の機械加工流体の機械加工ツールへの選択的な供給を可能にし得る。例えば、超臨界機械加工流体及び非超臨界機械加工流体を、特定の機械加工プロセスに望まれるように機械加工ツールに選択的に供給することができる。
【選択図】図1
特許請求の範囲
【請求項1】
超臨界機械加工流体を供給するように構築及び配置された第1の機械加工流体供給部と、
第2の機械加工流体を供給するように構築及び配置された第2の機械加工流体供給部と、
前記第1の機械加工流体供給部に流体的に結合された第1の入口、前記第2の機械加工流体供給部に流体的に結合された第2の入口、及び機械加工ツールに流体的に結合された出口を有する第1の弁であって、前記第1の弁が前記超臨界機械加工流体を前記機械加工ツールに供給するように構成された第1の位置、及び前記第1の弁が前記第2の機械加工流体を前記機械加工ツールに供給するように構成された第2の位置の間で移動可能である第1の弁と
を備える、機械加工システム。
続きを表示(約 690 文字)
【請求項2】
前記第2の機械加工流体が非超臨界機械加工流体である、請求項1に記載の機械加工システム。
【請求項3】
前記超臨界機械加工流体が第1の超臨界機械加工流体であり、前記第2の機械加工流体が、前記第1の超臨界機械加工流体とは異なる第2の超臨界機械加工流体である、請求項1に記載の機械加工システム。
【請求項4】
前記超臨界機械加工流体が超臨界二酸化炭素を含む、請求項1に記載の機械加工システム。
【請求項5】
前記第1の弁が三方弁を含む、請求項1に記載の機械加工システム。
【請求項6】
前記三方弁が空気圧作動式三方ボール弁である、請求項5に記載の機械加工システム。
【請求項7】
前記第1の機械加工流体供給部と前記第1の弁との間に配置された第2の弁をさらに備える、請求項1に記載の機械加工システム。
【請求項8】
前記第2の弁が、前記機械加工ツールと前記第2の弁との間の圧力を解放するように構成されたパージ位置に移動可能である、請求項7に記載の機械加工システム。
【請求項9】
前記第1の弁と前記第2の弁との間に配置された圧力センサをさらに備え、前記圧力センサは前記機械加工ツールと前記第2の弁との間の圧力を測定するように構成される、請求項7に記載の機械加工システム。
【請求項10】
潤滑剤を前記機械加工ツールに供給するように構成された潤滑剤供給部をさらに備える、請求項1に記載の機械加工システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
分野
[0001] 開示された実施形態は、超臨界機械加工流体を利用する機械加工システムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
背景
[0002] フライスシステム、旋盤、コンピュータ数値制御(CNC)システム、ロボットドリル、及び/又はマシニングセンターなどの機械加工ツールは、切削又は成形プロセス中に冷却及び/又は潤滑を提供するために金属加工流体などの機械加工流体を使用し得る。機械加工流体は、切削又は成形プロセス中に切削ツールとワークピースとの間の界面に供給され得る。いくつかの用途では、機械加工流体は、機械加工流体を、一連のパイプを介して、及び機械加工流体を切削界面に向ける1つ又は複数のノズルに送るなどして、外部から供給され得る。他の用途では、機械加工流体は、例えば、ツールホルダを介して及び/又は切削ツールを介して(例えば、切削ツールに形成された1つ又は複数のチャネルを介して)、界面に内部的に送られ得る。
【0003】
[0003] 従来の機械加工流体は、切削プロセス中に切削ゾーンを冷却するための冷却流体(空気、水、液体二酸化炭素、又は液体窒素など)と、切削ゾーンを潤滑するための潤滑剤(油、最小量潤滑(MQL)流体又は合成流体など)とを含む混合物を含み得る。場合によっては、油、エマルジョン、又は合成流体のみを含む機械加工流体が適切であり得る。いくつかの用途では、超臨界二酸化炭素(scCO
2
)などの超臨界流体が機械加工流体の一部として利用され使用されてきた。
【発明の概要】
【課題を解決するための手段】
【0004】
概要
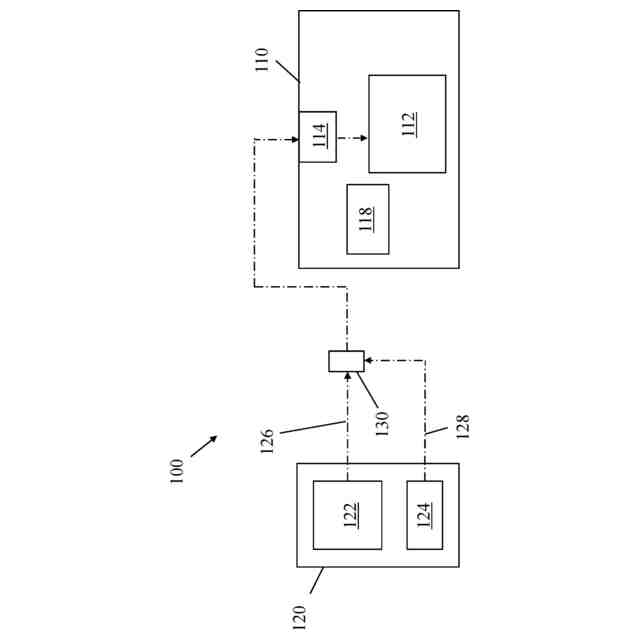
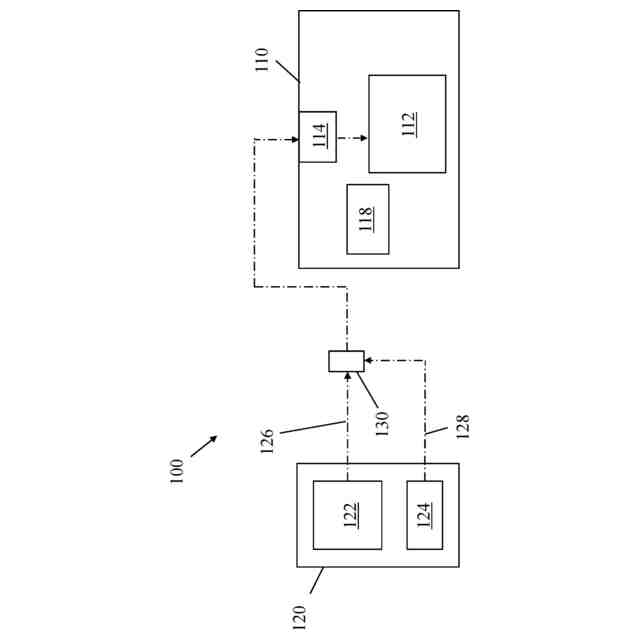
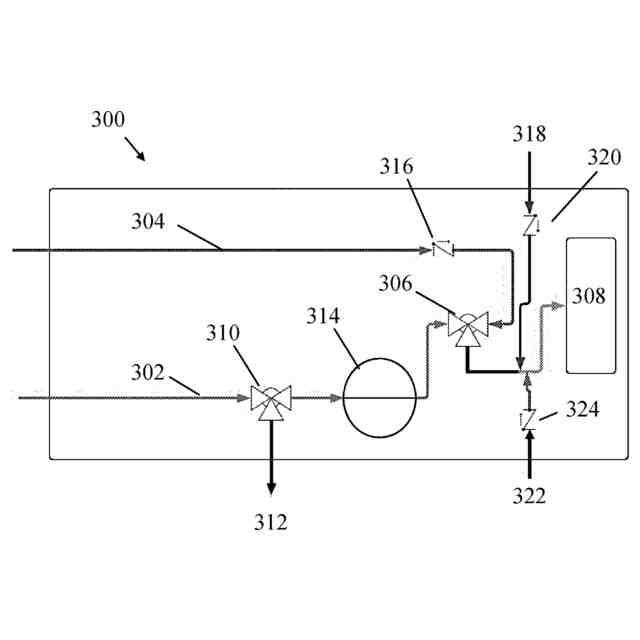
[0004] 一実施形態では、機械加工システムは、超臨界機械加工流体を供給するように構築及び配置された第1の機械加工流体供給部と、第2の機械加工流体を供給するように構築及び配置された第2の機械加工流体供給部とを備える。このシステムは、第1の機械加工流体供給部に流体的に結合された第1の入口と、第2の機械加工流体供給部に流体的に結合された第2の入口と、機械加工ツールに流体的に結合された出口とを有する第1の弁をさらに備える。第1の弁は、第1の弁が超臨界機械加工流体を機械加工ツールに供給するように構成された第1の位置と、第1の弁が第2の機械加工流体を機械加工ツールに供給するように構成された第2の位置との間で移動可能である。
【0005】
[0005] 別の実施形態では、機械加工システムは、複数の機械加工ツールに流体的に結合された潤滑剤リザーバと、潤滑剤リザーバに結合され、潤滑剤リザーバから複数の機械加工ツールの各機械加工ツールに潤滑剤を供給するように構成された1つ又は複数のポンプとを備える。1つ又は複数のポンプは、所定の流量の潤滑剤を複数の機械加工ツールに供給するように構成され、潤滑剤は、複数の機械加工ツールの各機械加工ツールで機械加工流体と組み合わされる。
【0006】
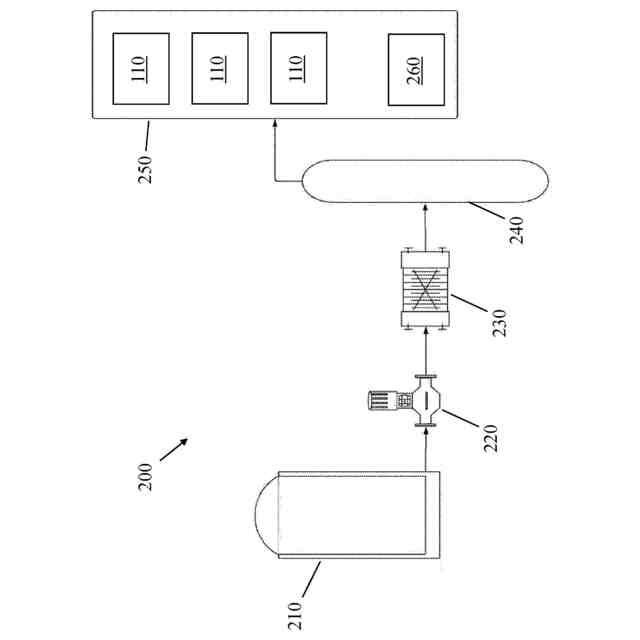
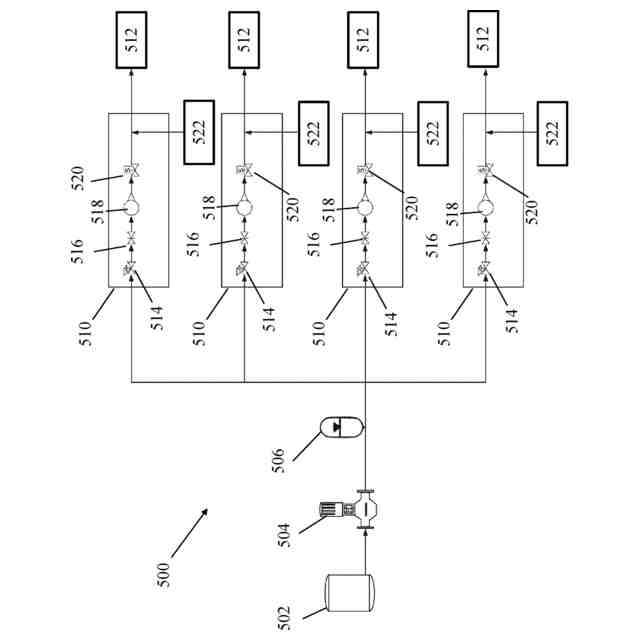
[0006] さらなる実施形態では、超臨界機械加工流体を分配するためのシステムは、液体を貯蔵するように構築及び配置された貯蔵タンクであって、貯蔵タンクの底部に隣接して配置された出口を有する貯蔵タンクと、出口に流体的に結合された圧力ブースタとを備える。圧力ブースタは、第1の貯蔵タンクから液体を受け取り、液体の圧力を液体の臨界圧力よりも高い第1の圧力まで上昇させるように構築及び配置されている。このシステムは、ポンプに流体的に結合され、液体の温度を液体の臨界温度よりも高い第1の温度まで上昇させるように構築及び配置されたヒータをさらに備える。液体の圧力を第1の圧力まで上昇させ、液体の温度を第2の圧力まで上昇させると、液体は超臨界流体に変わる。このシステムはまた、ヒータに流体的に結合された貯蔵容器と、貯蔵容器に流体的に結合された分配システムとを含む。貯蔵容器は、超臨界流体を受け取り、液体の臨界圧力よりも高い圧力及び液体の臨界温度よりも高い温度に超臨界流体を維持するように構築及び配置され、分配システムは、貯蔵容器から複数の機械加工ツールへ超臨界流体を供給するように構築及び配置される。
【0007】
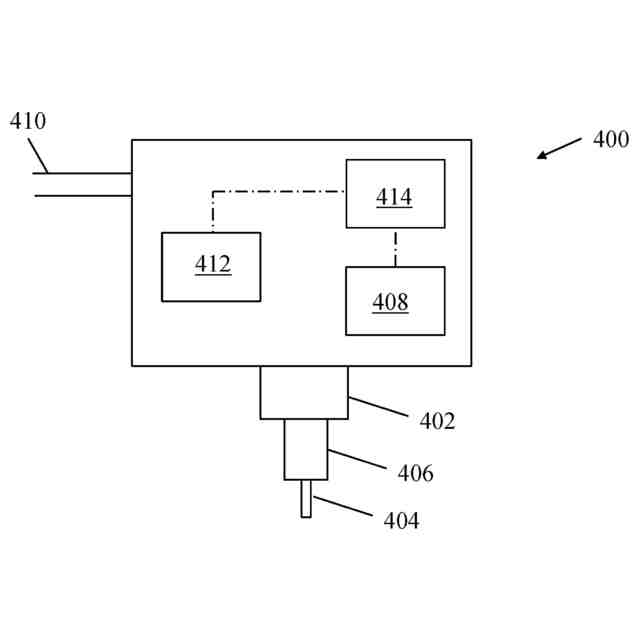
[0007] さらに別の実施形態では、超臨界機械加工流体を含む機械加工システムにおいて漏れを検出する方法は、超臨界機械加工流体を機械加工ツールに供給すること、機械加工ツールの一部の温度を測定すること、所定の温度低下を超える温度低下を検出すること、及び所定の温度低下を超える温度低下の検出に応答して漏れ指摘信号を生成することを含む。
【0008】
[0008] 前述の概念、及び以下で考察される追加の概念は、任意の適切な組み合わせで構成できることを理解されたい。本開示は、この点に関して限定されないからである。さらに、本開示の他の利点及び新規の特徴は、添付の図と併せて検討した場合、様々な非限定的な実施形態の以下の詳細な記載から明らかになるであろう。
【0009】
図面の簡単な説明
[0009] 添付の図面は、一定の縮尺で描かれることを意図していない。図面中、様々な図に示されている各同一又はほぼ同一の構成要素は、同様の数字で表すことができる。わかりやすくするために、すべての図面ですべての構成要素にラベルが付けられているわけではない。
【図面の簡単な説明】
【0010】
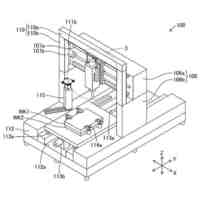
[0010]いくつかの実施形態による、超臨界流体を利用する機械加工システムの概略図である。
[0011]いくつかの実施形態による、集中型超臨界機械加工流体分配システムの概略図である。
[0012]いくつかの実施形態による、弁アセンブリの概略図である。
[0013]いくつかの実施形態による、温度監視を含む機械加工ツールの概略図である。
[0014]いくつかの実施形態による、集中型潤滑剤供給システムの概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
組み付け装置
25日前
シヤチハタ株式会社
組立ライン
27日前
トヨタ自動車株式会社
治具
2か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
1か月前
株式会社不二越
タップ
12日前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
13日前
株式会社FUJI
ワーク置き台
2か月前
ブラザー工業株式会社
工作機械
2か月前
ダイハツ工業株式会社
冷却構造
25日前
ブラザー工業株式会社
工作機械
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
2か月前
株式会社不二越
歯車研削盤
5日前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社浪速試錐工業所
防風カバー
5日前
株式会社メタルクリエイト
切削装置
19日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ムラタ溶研
剪断装置
2か月前
住友重機械工業株式会社
レーザ装置
6日前
古川精機株式会社
タッピングガイド
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
トヨタ自動車株式会社
レーザ溶接方法
2か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
2か月前
株式会社アイシン
金属部材の接合方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
13日前
株式会社ダイヘン
パルスアーク溶接制御方法
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ