TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024166192
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024081346
出願日
2024-05-17
発明の名称
高精密レーザートリガーシステムおよびこれを利用する高精密レーザートリガー方法
出願人
ディーアイティー コーポレイション
,
DIT Corp.
代理人
個人
,
個人
主分類
B23K
26/08 20140101AFI20241121BHJP(工作機械;他に分類されない金属加工)
要約
【課題】より精密で正確にレーザー加工を遂行する高精密レーザートリガーシステムおよびこれを利用する高精密レーザートリガー方法を提供する。
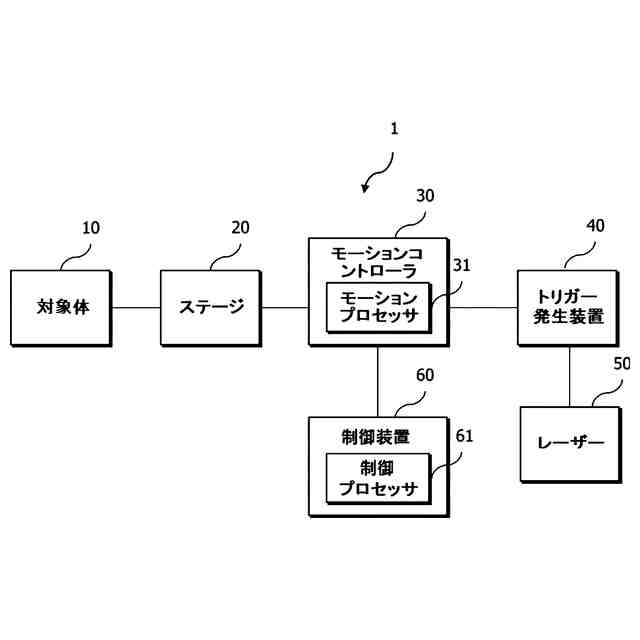
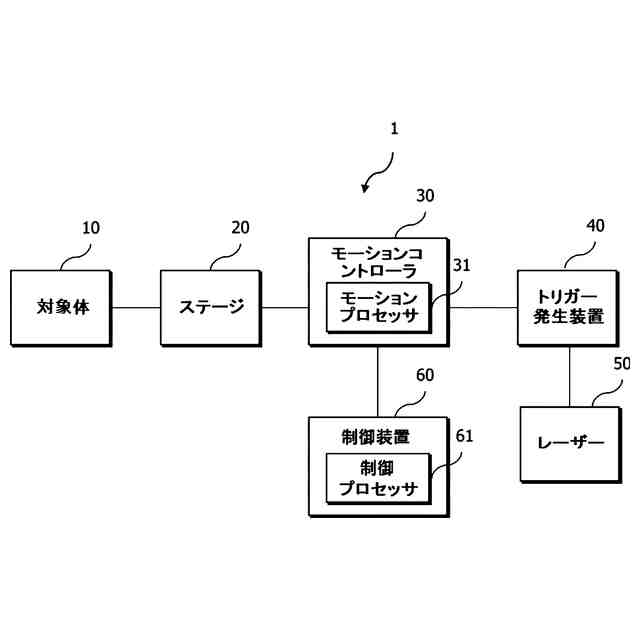
【解決手段】本発明の一実施例に係る高精密レーザートリガーシステム1において、対象体10が装着されるステージ20と、時間基盤モードおよび位置基盤モードに応じてトリガー信号を発生させるトリガー発生装置40と、前記トリガー信号が入力されるとレーザー光を照射するレーザー50と、前記ステージ20および前記トリガー発生装置40を制御するモーションコントローラ30と、前記位置基盤モードで前記対象体を前記レーザー50の照射位置に配置する前記ステージ20の座標を識別し、前記座標を含む座標情報および前記時間基盤モードと前記位置基盤モード間を変更するモード変更信号を前記モーションコントローラ30に伝送する制御装置60と、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
高精密レーザートリガーシステムにおいて、
対象体が装着されるステージと、
時間基盤モードおよび位置基盤モードに応じてトリガー信号を発生させるトリガー発生装置と、
前記トリガー信号が入力されるとレーザー光を照射するレーザーと、
前記ステージおよび前記トリガー発生装置を制御するモーションコントローラと、
前記位置基盤モードで前記対象体を前記レーザーの照射位置に配置する前記ステージの座標を識別し、前記座標を含む座標情報および前記時間基盤モードと前記位置基盤モード間を変更するモード変更信号を前記モーションコントローラに伝送する制御装置と、を含み、
前記モーションコントローラは、
前記時間基盤モードで前記トリガー発生装置が周期ごとに前記トリガー信号を発生させるように制御し、
前記モード変更信号を受信すると、前記ステージの移動速度が目標速度に到達するように加速して前記座標のうち開始座標に位置するように制御し、
前記ステージが前記開始座標に位置すると前記位置基盤モードに変更して、前記ステージが前記目標速度で移動しながら前記座標にそれぞれ位置するたびに前記トリガー発生装置が前記トリガー信号を発生させるように制御し、
前記ステージが前記座標のうち終了座標に到達すると前記モード変更信号を受信することによって前記ステージを減速するように制御する、高精密レーザートリガーシステム。
続きを表示(約 1,300 文字)
【請求項2】
前記モーションコントローラは、
前記目標速度と通信ディレイ時間を利用して通信ディレイによる位置誤差を演算し、前記座標を補正する、請求項1に記載の高精密レーザートリガーシステム。
【請求項3】
前記制御装置は、
前記トリガー信号の周期および前記レーザーの照射間隔に基づいて前記ステージの目標速度を識別する、請求項1に記載の高精密レーザートリガーシステム。
【請求項4】
前記モーションコントローラは、
前記ステージから受信するエンコーダ信号に基づいて前記ステージの位置を識別する、請求項1に記載の高精密レーザートリガーシステム。
【請求項5】
前記制御装置は、
前記ステージを加速する加速時間および前記ステージを減速する減速時間は前記トリガー信号の周期の倍数に設定する、請求項1に記載の高精密レーザートリガーシステム。
【請求項6】
前記モーションコントローラは、
前記ステージを減速した後、前記ステージが次の開始座標に移動するように制御する、請求項1に記載の高精密レーザートリガーシステム。
【請求項7】
前記モーションコントローラは、
前記ステージが前記開始座標に移動する間、前記位置基盤モードに同期化を遂行する、請求項1に記載の高精密レーザートリガーシステム。
【請求項8】
高精密レーザートリガーシステムによって遂行される高精密レーザートリガー方法において、
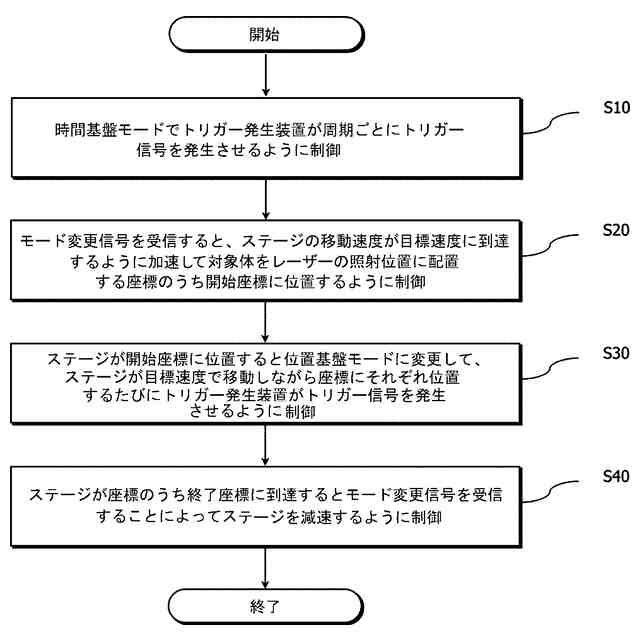
時間基盤モードでトリガー発生装置が周期ごとにトリガー信号を発生させるように制御する段階と、
前記時間基盤モードから位置基盤モードに変更するモード変更信号を受信すると、対象体が装着されたステージの移動速度が目標速度に到達するように加速してステージの座標のうち開始座標に位置するように制御する段階と、
前記ステージが前記開始座標に位置すると前記位置基盤モードに変更して、前記ステージが前記目標速度で移動しながら前記座標にそれぞれ位置するたびに前記トリガー発生装置が前記トリガー信号を発生させるように制御する段階と、
前記ステージが前記座標のうち終了座標に到達すると前記位置基盤モードから前記時間基盤モードに変更するモード変更信号を受信することによって前記ステージを減速するように制御する段階を含む、高精密レーザートリガー方法。
【請求項9】
前記開始座標に位置するように制御する段階以前に、
前記位置基盤モードで前記対象体をレーザーの照射位置に配置する前記ステージの座標を識別する段階を含む、請求項8に記載の高精密レーザートリガー方法。
【請求項10】
前記ステージの座標を識別する段階は、
前記目標速度と通信ディレイ時間を利用して通信ディレイによる位置誤差を演算し、前記座標を補正する段階を含む、請求項9に記載の高精密レーザートリガー方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は高精密レーザートリガーシステムおよびこれを利用する高精密レーザートリガー方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
レーザー加工技術は、鉄鋼、自動車などの伝統的な製造分野から超高速、超精密加工技術を要求する半導体、ディスプレイ、医療機器分野などに拡大している。
【0003】
より精密にレーザー加工を遂行するために、レーザートリガーシステムはレーザーをトリガーするトリガー発生装置を具備し、レーザーシステムで要求する周期を正確に合わせ、かつ正確な照射位置でトリガー信号を発生させてレーザーに入力することが主な課題である。
【0004】
特に、レーザーの中でもポンプレーザー(pumped laser)の場合、ウェハーなどの対象体に一定のエネルギーを有するレーザー光を照射するために加工を遂行する区間の他にも持続的にトリガー信号を発生/入力しなければならない。
【0005】
この時、加工を遂行しない区間から加工を進行する区間に進入時に誤差が発生し得、あるいはトリガー信号を発生/入力する過程で発生する通信ディレイによってトリガー周期や位置に誤差が発生し得る。
【0006】
したがって、レーザーシステムで要求する周期および位置に正確に合わせてレーザー加工を遂行できる方案が必要であるのが実情である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、より精密で正確にレーザー加工を遂行する高精密レーザートリガーシステムおよびこれを利用する高精密レーザートリガー方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の一実施例に係る高精密レーザートリガーシステムにおいて、対象体が装着されるステージと、時間基盤モードおよび位置基盤モードに応じてトリガー信号を発生させるトリガー発生装置と、前記トリガー信号が入力されるとレーザー光を照射するレーザーと、前記ステージおよび前記トリガー発生装置を制御するモーションコントローラと、前記位置基盤モードで前記対象体を前記レーザーの照射位置に配置する前記ステージの座標を識別し、前記座標を含む座標情報および前記時間基盤モードと前記位置基盤モード間を変更するモード変更信号を前記モーションコントローラに伝送する制御装置と、を含み、前記モーションコントローラは、前記時間基盤モードで前記トリガー発生装置が周期ごとに前記トリガー信号を発生させるように制御し、前記モード変更信号を受信すると、前記ステージの移動速度が目標速度に到達するように加速して前記座標のうち開始座標に位置するように制御し、前記ステージが前記開始座標に位置すると前記位置基盤モードに変更して、前記ステージが前記目標速度で移動しながら前記座標にそれぞれ位置するたびに前記トリガー発生装置が前記トリガー信号を発生させるように制御し、前記ステージが前記座標のうち終了座標に到達すると前記モード変更信号を受信することによって前記ステージを減速するように制御する。
【0009】
前記モーションコントローラは、前記目標速度と通信ディレイ時間を利用して通信ディレイによる位置誤差を演算し、前記座標を補正することができる。
【0010】
前記制御装置は、前記トリガー信号の周期および前記レーザーの照射間隔に基づいて前記ステージの目標速度を識別することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
シヤチハタ株式会社
組立ライン
28日前
日東精工株式会社
組み付け装置
26日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
13日前
エンシュウ株式会社
工作機械
1か月前
株式会社ダイヘン
アーク溶接制御方法
14日前
株式会社FUJI
ワーク置き台
2か月前
ブラザー工業株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
26日前
株式会社ダイヘン
インチング制御方法
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
2か月前
株式会社不二越
歯車研削盤
6日前
住友重機械工業株式会社
レーザ装置
7日前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
古川精機株式会社
タッピングガイド
1か月前
株式会社浪速試錐工業所
防風カバー
6日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社メタルクリエイト
切削装置
20日前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
カヤバ株式会社
溶接方法及び溶接構造
2か月前
株式会社アイシン
金属部材の接合方法
2か月前
株式会社東京精密
加工用排液濾過装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社大林組
構造物形成方法
1か月前
トヨタ自動車株式会社
レーザ溶接方法
2か月前
ブラザー工業株式会社
工作機械
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ