TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163480
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079108
出願日
2023-05-12
発明の名称
生物由来有機物配合ABS樹脂の製造方法
出願人
株式会社ユニオン産業
代理人
個人
,
個人
主分類
B29C
48/14 20190101AFI20241115BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
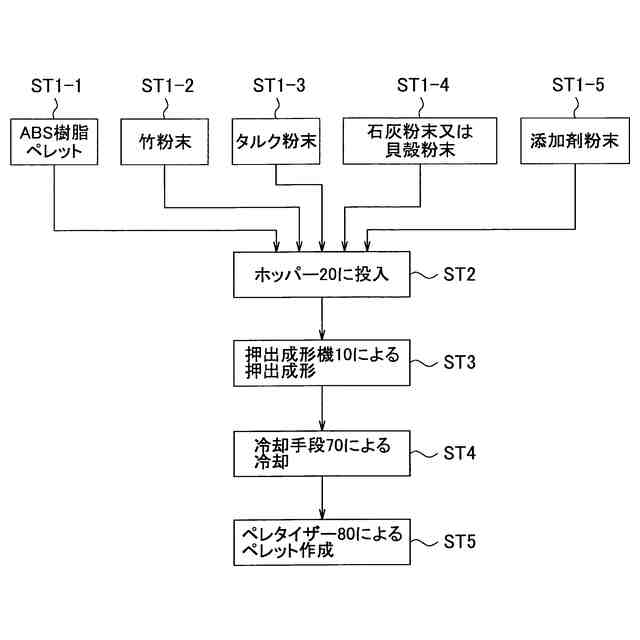
【課題】ABS樹脂に竹粉などの生物由来有機物粉末とタルクなどの無機物粉末を混錬した生物由来有機物混合樹脂粉末を、押出成形機を用いてスムーズに押出成形できる生物由来有機物配合ABS樹脂の製造方法を提供する。
【解決手段】ABS樹脂粉末40~50重量%と、生物由来有機物粉末2~14重量%と、無機物粉末28~38重量%とを混合した混合樹脂粉末と、押出成形機10とを用意する。ABS樹脂のMVR(cm
3
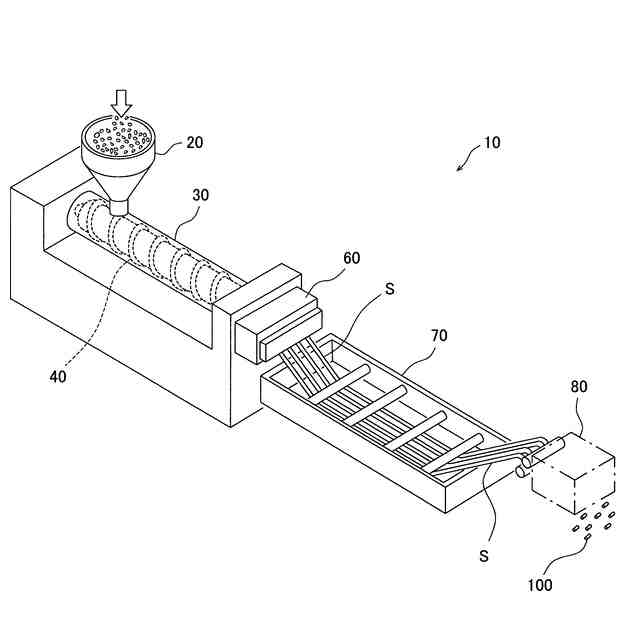
/10min)を4~6とする。シリンダ30に投入した混合樹脂粉末を、スクリュー40によって搬送する搬送方向に向けてシリンダ30の加熱温度を4段階以上に分け、1段階目の加熱温度を100℃以上とし、2段階目以降は段階的に加熱温度を上昇または保持させ、最終段の加熱温度を230℃以上とする。ダイス60から棒状に押し出されたストランド(成形品)Sは、冷却によって固化された後、ペレット状にカットされる。
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも、ABS樹脂40~50重量%と、生物由来有機物粉末2~14重量%と、無機物粉末28~38重量%とを混合した生物由来有機物混合樹脂粉末と、
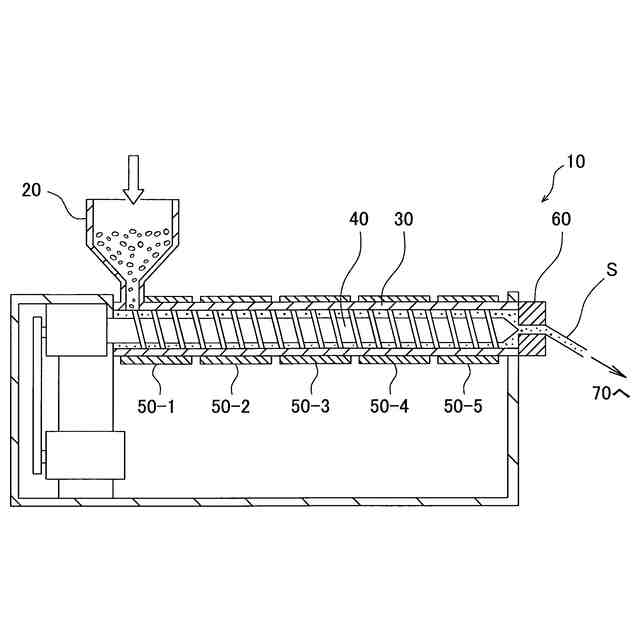
少なくとも、前記生物由来有機物混合樹脂粉末を導入するシリンダと、前記シリンダ内に回転可能に挿入されて前記生物由来有機物混合樹脂粉末を混錬しながら搬送するスクリューと、前記シリンダを前記生物由来有機物混合樹脂粉末の搬送方向に向けて段階的に加熱して前記生物由来有機物混合樹脂粉末中のABS樹脂を溶融させる複数の加熱手段と、前記シリンダの先端に接続され前記スクリューと前記加熱手段によって溶融・混錬された溶融混錬樹脂を所望の形状に成形して押し出すダイスと、を有する押出成形機と、
を用意し、
前記混合樹脂粉末を構成するABS樹脂のMVR(cm
3
/10min)が4~6であり、
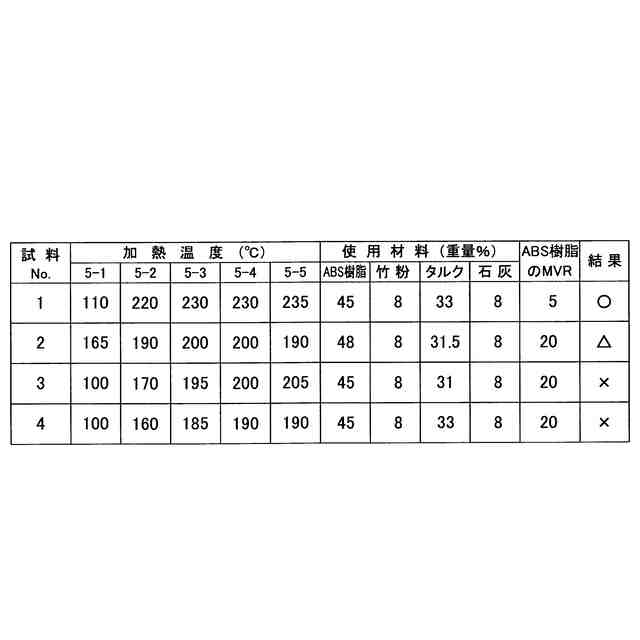
且つ前記シリンダに投入した混合樹脂粉末を、前記スクリューによって搬送する搬送方向に向けて当該シリンダの加熱温度を4段階以上に分け、1段階目の加熱温度を100℃以上とし、2段階目以降は段階的に前記加熱温度を上昇または保持させ、最終段の加熱温度を230℃以上とし、
前記シリンダ内に投入した前記混合樹脂粉末を、前記段階的な加熱と前記スクリューの回転によって溶融・混錬した後に、前記ダイスから押出成形することを特徴とする生物由来有機物配合ABS樹脂の製造方法。
続きを表示(約 470 文字)
【請求項2】
請求項1に記載の生物由来有機物配合ABS樹脂の製造方法であって、
前記加熱手段による段階的な加熱は、前記搬送方向に向けて1段目から順に、110℃、220℃、230℃、230℃、235℃であることを特徴とする生物由来有機物配合ABS樹脂の製造方法。
【請求項3】
請求項1に記載の生物由来有機物配合ABS樹脂の製造方法であって、
前記生物由来有機物粉末は竹粉末であることを特徴とする生物由来有機物配合ABS樹脂の製造方法。
【請求項4】
請求項1又は3に記載の生物由来有機物配合ABS樹脂の製造方法であって、
前記無機物粉末はタルク粉末であることを特徴とする生物由来有機物配合ABS樹脂の製造方法。
【請求項5】
請求項1に記載の生物由来有機物配合ABS樹脂の製造方法であって、
前記ダイスからは、棒状に連続して成形品が押し出され、冷却によって固化された後、ペレット状にカットされることを特徴とする生物由来有機物配合ABS樹脂の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、竹粉などの生物由来の有機物を配合してなるABS樹脂の製造に用いて好適な生物由来有機物配合ABS樹脂の製造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
竹には抗菌作用があり、このため竹粉を配合した合成樹脂による各種成形品が利用されている。また竹による抗菌性を増大させるため、竹粉に加えて、抗菌性の高いドロマイト(石灰)の粉末やホタテ貝殻の粉末などを混合させた成形品も利用されている。
【0003】
上記成形品を構成する合成樹脂としては、従来、ポリオレフィン系合成樹脂(例えばポリプロピレン)や生分解性樹脂が用いられてきた。
【0004】
一方、合成樹脂として、ABS樹脂を用いることが望まれている。ABS樹脂は、耐熱温度が比較的高く、外部からの衝撃に強く(ゴムのような耐衝撃性を有する)、加工性が良く(射出成型や押出成形などの各種成形方法を用いることができ、切削や接着・溶着ができ、めっきや塗装などの各種表面処理も可能)、デザイン性が高い(表面の光沢性や着色性に優れている)。
【先行技術文献】
【特許文献】
【0005】
実用新案登録第3158617号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし押出成形機を用いて、竹粉などの生物由来有機物の粉末と無機物であるタルクの粉末などを大量にABS樹脂に混錬して溶融させた溶融物を棒状(スパゲッティー状)に押出成形し、冷却後に細かく切断してペレットを製造しようとした場合、ABS樹脂に生物由来有機物や無機物を混合しているためにABS樹脂を溶融した際の溶融物の粘度や物性が、ABS樹脂のみでペレットを成形する場合の粘度や物性に比べ大きく異なり、このため従来のABS樹脂単体の成形条件のままでの成形は困難であった。
【0007】
例えば、ABS樹脂以外に上記竹粉末やタルクの粉末を大量に添加しているため、棒状に押し出した成形物(以下「ストランド」という)がもろくて千切れ、また棒状の成形物が安定したスピードで押し出されないなど、各種の問題があった。ストランドが千切れるなどすると、修復などに時間がかかり、生産効率が悪くなる。またABS樹脂の場合、ポリオレフィン系合成樹脂に竹粉などを混錬したものを押出成形する場合に比べても、その押出成形が困難であった。
【0008】
本発明は上述の点に鑑みてなされたものでありその目的は、ABS樹脂に竹粉などの生物由来有機物粉末とタルクなどの無機物粉末を混錬した生物由来有機物混合樹脂粉末を、押出成形機を用いてスムーズ且つ確実に押出成形することができる生物由来有機物配合ABS樹脂の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明にかかる生物由来有機物配合ABS樹脂の製造方法は、少なくとも、ABS樹脂40~50重量%と、生物由来有機物粉末2~14重量%と、無機物粉末28~38重量%とを混合した生物由来有機物混合樹脂粉末と、少なくとも、前記生物由来有機物混合樹脂粉末を導入するシリンダと、前記シリンダ内に回転可能に挿入されて前記生物由来有機物混合樹脂粉末を混錬しながら搬送するスクリューと、前記シリンダを前記生物由来有機物混合樹脂粉末の搬送方向に向けて段階的に加熱して前記生物由来有機物混合樹脂粉末中のABS樹脂を溶融させる複数の加熱手段と、前記シリンダの先端に接続され前記スクリューと前記加熱手段によって溶融・混錬された溶融混錬樹脂を所望の形状に成形して押し出すダイスと、を有する押出成形機と、を用意し、前記混合樹脂粉末を構成するABS樹脂のMVR(cm
3
/10min)が4~6であり、且つ前記シリンダに投入した混合樹脂粉末を、前記スクリューによって搬送する搬送方向に向けて当該シリンダの加熱温度を4段階以上に分け、1段階目の加熱温度を100℃以上とし、2段階目以降は段階的に前記加熱温度を上昇または保持させ、最終段の加熱温度を230℃以上とし、前記シリンダ内に投入した前記混合樹脂粉末を、前記段階的な加熱と前記スクリューの回転によって溶融・混錬した後に、前記ダイスから押出成形することを特徴としている。
本発明によれば、ABS樹脂に生物由来有機物粉末と無機物粉末とを上記混合比率で混合した生物由来有機物混合樹脂粉末を、スムーズ且つ確実に押出成形することが可能になる。特に、ダイスから細棒状に押し出して成形されるストランドの場合に、当該ストランドがもろくて切れたり、安定した速度で押し出されなかったりすることを防止できる。
【0010】
また本発明は、上記特徴に加え、前記加熱手段による段階的な加熱は、前記搬送方向に向けて1段目から順に、110℃、220℃、230℃、230℃、235℃であることを特徴としている。
本発明のような加熱工程を用いれば、成形品の押出成形をスムーズ且つ確実に行うことが可能になる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
26日前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社城北精工所
押出成形用ダイ
8か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社スリーエス
光造形装置
6か月前
株式会社コスメック
磁気クランプ装置
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社日本製鋼所
射出成形機
16日前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社イクスフロー
成形装置
7か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社日本製鋼所
射出成形機
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































