TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024162802
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078708
出願日
2023-05-11
発明の名称
賦形装置および賦形方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
70/54 20060101AFI20241114BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】積層体を賦形型の形状に沿って忠実に折り曲げる。
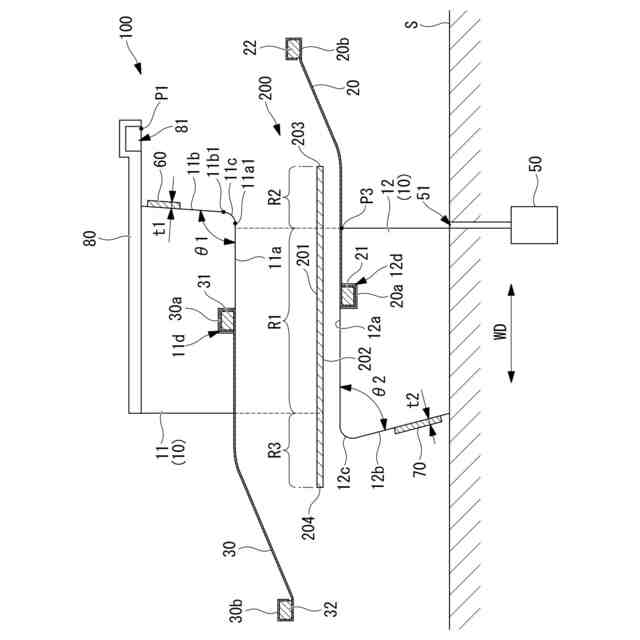
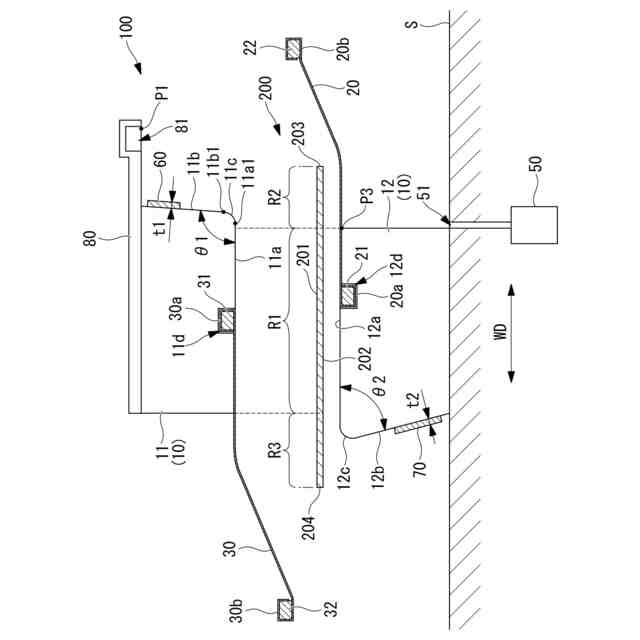
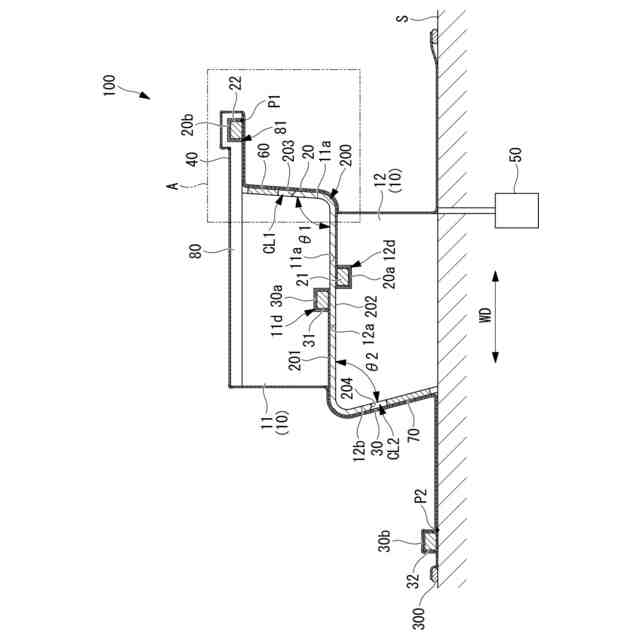
【解決手段】第1賦形部材11と、第2賦形部材12と、を有する賦形型10と、第1領域R1に隣接する第2領域R2に対向する位置に配置され、第2賦形部材12に一端が固定され、第1所定位置P1に他端が固定される第1メンブレン20と、密閉空間を形成するブラダと、密閉空間を減圧する減圧部50と、を備え、第1賦形部材11は、積層体200の第1領域R1に接触して幅方向WDに沿って延びる第1接触面11aと、幅方向WDに対して第1所定角度θ1で傾斜した第1賦形面11bと、を有し、減圧部50は、密閉空間を減圧することにより、積層体200の第2面202に接触する第1メンブレン20により積層体200の第1面201を第1賦形面11bに押し付けて積層体200を折り曲げる賦形動作を実行する賦形装置100を提供する。
【選択図】図1
特許請求の範囲
【請求項1】
強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置であって、
前記積層体の第1面を賦形する第1賦形部材と、前記積層体の第2面を賦形する第2賦形部材と、を有し、前記積層体の第1領域を前記第1賦形部材と前記第2賦形部材との間に挟んで所定方向に沿った形状に賦形する賦形型と、
前記第1領域に隣接する第2領域に対向する位置に配置され、前記第2賦形部材に一端が固定され、第1所定位置に他端が固定される第1賦形シートと、
前記第1賦形シートが取り付けられた前記賦形型を覆って密閉空間を形成する封止シートと、
前記密閉空間を減圧することにより前記封止シートを介して前記第1賦形シートを前記賦形型に押し付ける減圧部と、を備え、
前記第1賦形部材は、前記積層体の前記第1領域に接触して前記所定方向に沿って延びる第1接触面と、前記所定方向に対して第1所定角度で傾斜した第1賦形面と、を有し、
前記減圧部は、前記密閉空間を減圧することにより、前記積層体の前記第2面に接触する前記第1賦形シートにより前記積層体の前記第1面を前記第1賦形面に押し付けて前記積層体を折り曲げる賦形動作を実行する賦形装置。
続きを表示(約 1,200 文字)
【請求項2】
前記第1領域に隣接する第3領域に対向する位置に配置され、前記第1賦形部材に一端が固定され、第2所定位置に他端が固定される第2賦形シートを備え、
前記第2賦形部材は、前記積層体の前記第1領域に接触して前記所定方向に沿って延びる第2接触面と、前記所定方向に対して第2所定角度で傾斜した第2賦形面と、を有し、
前記減圧部は、前記密閉空間を減圧することにより、前記積層体の前記第1面に接触する前記第2賦形シートにより前記積層体の前記第2面を前記第2賦形面に押し付けて前記積層体を折り曲げる賦形動作を実行する請求項1に記載の賦形装置。
【請求項3】
前記第1賦形面に配置されるとともに第1厚さを有する板状の第1補助部材を備え、
前記第1補助部材は、前記積層体の前記第2領域が前記第1賦形面に接触する状態で、前記第2領域の先端部との間に第1隙間を設けて配置される請求項1または請求項2に記載の賦形装置。
【請求項4】
前記第2賦形面に配置されるとともに第2厚さを有する板状の第2補助部材を備え、
前記第2補助部材は、前記積層体の前記第3領域が前記第2賦形面に接触する状態で、前記第3領域の先端部との間に第2隙間を設けて配置される請求項2に記載の賦形装置。
【請求項5】
前記第1所定位置は、前記第1賦形面から前記所定方向に沿って第1所定距離を空けて離間した位置である請求項1または請求項2に記載の賦形装置。
【請求項6】
前記第2所定位置は、前記第2賦形面から前記所定方向に沿って第2所定距離を空けて離間した位置である請求項2に記載の賦形装置。
【請求項7】
前記第1賦形シートの前記一端は、前記積層体の前記第1領域の前記所定方向の両端部の間の領域と対向する位置で前記第2賦形部材に固定されている請求項1または請求項2に記載の賦形装置。
【請求項8】
前記第1賦形シートの前記一端は、前記積層体の前記第1領域の前記第2領域側の端部と対向する位置で前記第2賦形部材に固定されている請求項1または請求項2に記載の賦形装置。
【請求項9】
前記第1賦形シートの前記一端は、前記第2賦形部材の前記第2賦形面に固定されている請求項2に記載の賦形装置。
【請求項10】
前記第1賦形部材は、前記第1接触面と前記第1賦形面とを接続する円弧状の連結面を有し、
前記積層体の前記第1領域を前記第1賦形部材と前記第2賦形部材との間に挟んだ状態で、前記第1接触面と前記連結面との切替位置は、前記第2接触面の前記切替位置側の端部の位置よりも、前記所定方向の前記積層体の前記第2領域の先端部側に配置されている請求項2に記載の賦形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置および賦形方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
航空機や自動車等に用いられる複合構造部材は任意の断面形状を有しており、これを製造する方法として、強化繊維を含む複数のシート材料を積層した積層体を賦形型に押し付けて賦形して目的形状を得る方法が知られている(例えば、特許文献1,2参照)。特許文献1,2には、Z型の断面を有する賦形型に積層体を配置して真空バッグで封止し、真空バッグで封止された空間を減圧することにより、積層体をZ型に賦形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
米国特許第11155069号明細書
特開2020-93416号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の賦形方法において、賦形型の凹んだ領域においては、真空バッグで封止された空間を減圧することによる積層体の賦形型への加圧力が他の領域に比べて低下してしまい、積層体を賦形型の形状に沿って忠実に折り曲げることが困難となる。特に、真空バッグにより減圧する前には賦形型に接触しておらず、真空バッグによる減圧の開始後に賦形型に押し付けて賦形される積層体の面積が大きい場合、賦形後の積層体にリンクル(皺)が発生する可能性がある。
【0005】
本開示は、このような事情に鑑みてなされたものであって、積層体を賦形型の形状に沿って忠実に折り曲げることが可能な賦形装置および賦形方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の一態様に係る賦形装置は、強化繊維を含む複数のシート材料を積層した積層体を賦形する賦形装置であって、前記積層体の第1面を賦形する第1賦形部材と、前記積層体の第2面を賦形する第2賦形部材と、を有し、前記積層体の第1領域を前記第1賦形部材と前記第2賦形部材との間に挟んで所定方向に沿った形状に賦形する賦形型と、前記第1領域に隣接する第2領域に対向する位置に配置され、前記第2賦形部材に一端が固定され、第1所定位置に他端が固定される第1賦形シートと、前記第1賦形シートが取り付けられた前記賦形型を覆って密閉空間を形成する封止シートと、前記密閉空間を減圧することにより前記封止シートを介して前記第1賦形シートを前記賦形型に押し付ける減圧部と、を備え、前記第1賦形部材は、前記積層体の前記第1領域に接触して前記所定方向に沿って延びる第1接触面と、前記所定方向に対して第1所定角度で傾斜した第1賦形面と、を有し、前記減圧部は、前記密閉空間を減圧することにより、前記積層体の前記第2面に接触する前記第1賦形シートにより前記積層体の前記第1面を前記第1賦形面に押し付けて前記積層体を折り曲げる賦形動作を実行する。
【0007】
本開示の一態様に係る賦形方法は、強化繊維を含む複数のシート材料を積層した積層体を賦形装置により賦形し、前記賦形装置は、前記積層体の第1面を賦形する第1賦形部材と、前記積層体の第2面を賦形する第2賦形部材と、を有し、前記積層体の第1領域を前記第1賦形部材と前記第2賦形部材との間に挟んで所定方向に沿った形状に賦形する賦形型と、前記第1領域に隣接する第2領域に対向する位置に配置され、前記第2賦形部材に一端が固定され、第1所定位置に他端が固定される第1賦形シートと、前記第1賦形シートが取り付けられた前記賦形型を覆って密閉空間を形成する封止シートと、を備え、前記積層体の前記第1領域に接触して前記所定方向に沿って延びる第1接触面と、前記所定方向に対して第1所定角度で傾斜した第1賦形面と、を有し、前記密閉空間を減圧することにより前記封止シートを介して前記第1賦形シートを前記賦形型に押し付ける賦形工程と、を有し、前記賦形工程は、前記密閉空間を減圧することにより、前記積層体の前記第2面に接触する前記第1賦形シートにより前記積層体の前記第1面を前記第1賦形面に押し付けて前記積層体を折り曲げる賦形動作を実行する。
【発明の効果】
【0008】
本開示によれば、積層体を賦形型の形状に沿って忠実に折り曲げることが可能な賦形装置および賦形方法を提供することができる。
【図面の簡単な説明】
【0009】
本開示の第1実施形態に係る賦形装置を示す断面図であり、賦形型に積層体を設置する前の状態を示す。
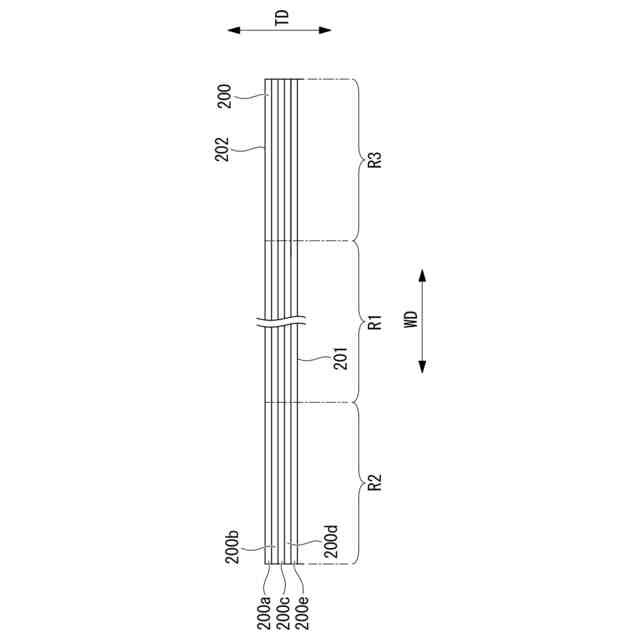
図1に示す積層体の断面である。
本開示の第1実施形態に係る賦形装置を示す正面図であり、賦形型に積層体を設置した状態を示す。
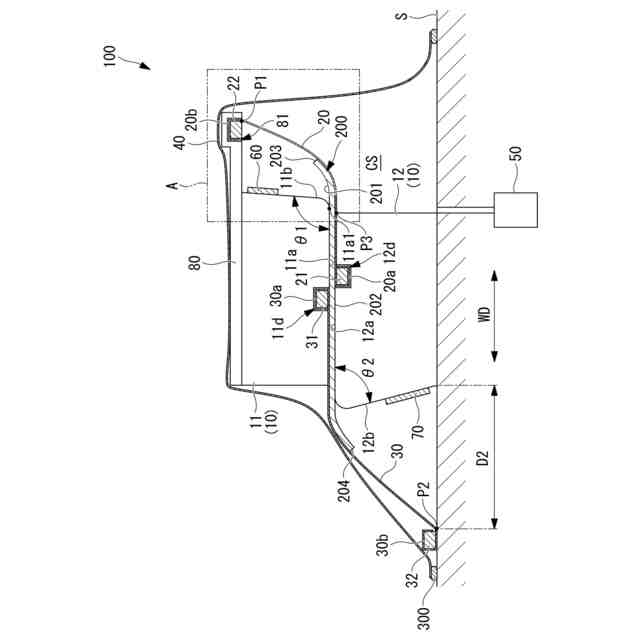
本開示の第1実施形態に係る賦形装置を示す正面図であり、賦形動作を実行した後の状態を示す。
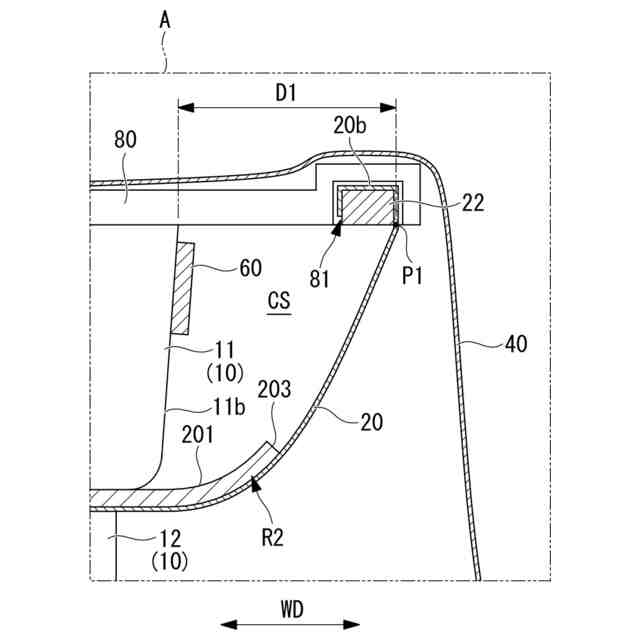
図3に示すA部分の部分拡大図であり、賦形動作を実行する前の状態を示す。
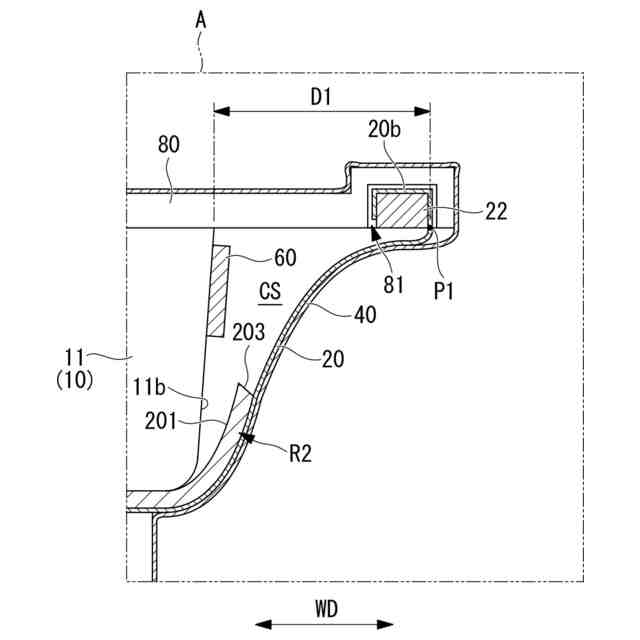
図3に示すA部分の部分拡大図であり、賦形動作の実行中の状態を示す。
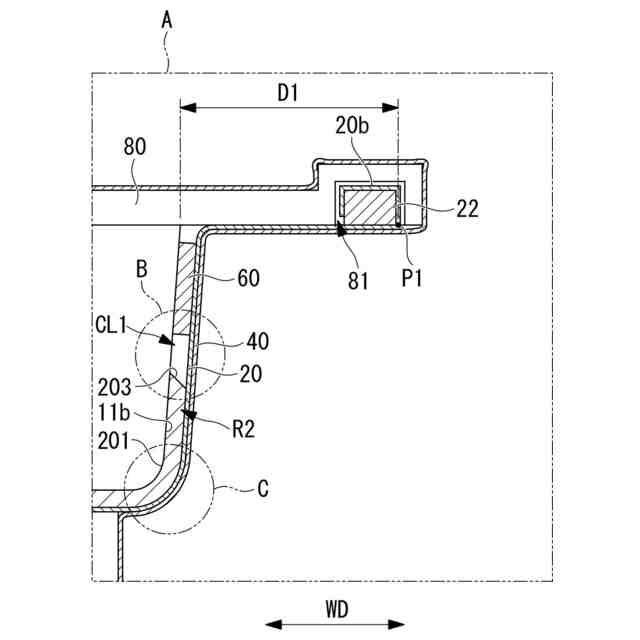
図4に示すA部分の部分拡大図であり、賦形動作を実行した後の状態を示す。
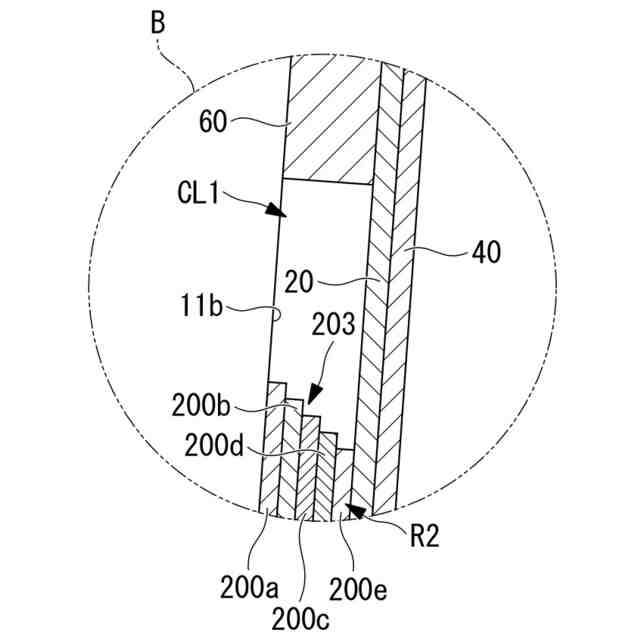
図7に示すB部分の部分拡大図である。
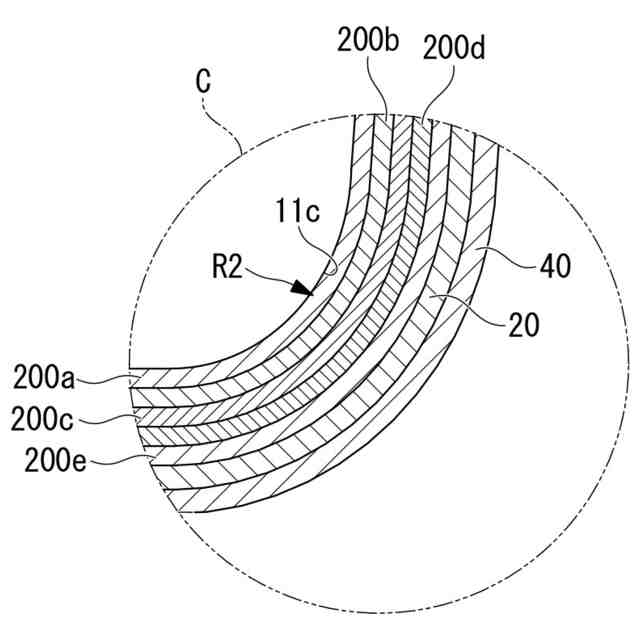
図7に示すC部分の部分拡大図である。
図7に示すB部分の部分拡大図であり、第1補助部材が配置されない比較例を示す。
図7に示すC部分の部分拡大図であり、第1補助部材が配置されない比較例を示す。
本開示の第1実施形態に係る賦形方法を示すフローチャートである。
本開示の第2実施形態に係る賦形装置を示す断面図であり、賦形動作を実行した後の状態を示す。
本開示の第3実施形態に係る賦形装置を示す断面図であり、賦形動作を実行した後の状態を示す。
本開示の第4実施形態に係る賦形装置を示す断面図であり、移動機構による賦形動作を実行する前の状態を示す。
本開示の第4実施形態に係る賦形装置を示す断面図であり、移動機構による賦形動作を実行した後の状態を示す。
【発明を実施するための形態】
【0010】
〔第1実施形態〕
以下、本開示の第1実施形態に係る賦形装置100およびそれを用いた賦形方法について、図面を参照して説明する。図1は、本開示の第1実施形態に係る賦形装置100を示す断面図であり、賦形型10に積層体200を設置する前の状態を示す。図2は、図1に示す積層体200の断面である。図3は、本開示の第1実施形態に係る賦形装置100を示す正面図であり、賦形型10に積層体200を設置した状態を示す。図4は、本開示の第1実施形態に係る賦形装置100を示す正面図であり、賦形動作を実行した後の状態を示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社日本製鋼所
射出成形機
20日前
ヒロホー株式会社
搬送容器の製造方法
5か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社スリーエス
光造形装置
6か月前
株式会社コスメック
磁気クランプ装置
2か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社日本製鋼所
射出成形機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































