TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162753
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078619
出願日
2023-05-11
発明の名称
既設管更生用帯状部材接続方法及び拘束冶具
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20241114BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】既設管更生施工において、伸縮可能部を有する帯状部材と他の帯状部材との接続部を、作業者が補助しなくても、製管機と干渉することなく更生管に組み込むことができ、更生管を円滑に製管可能な方法を提供する。
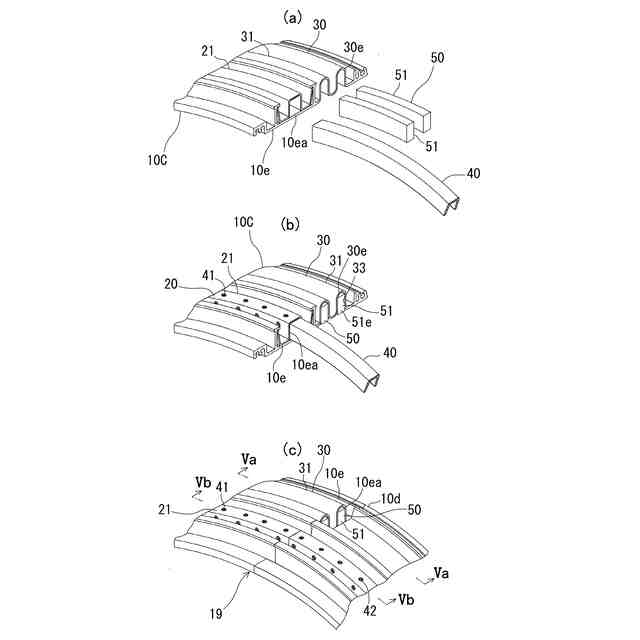
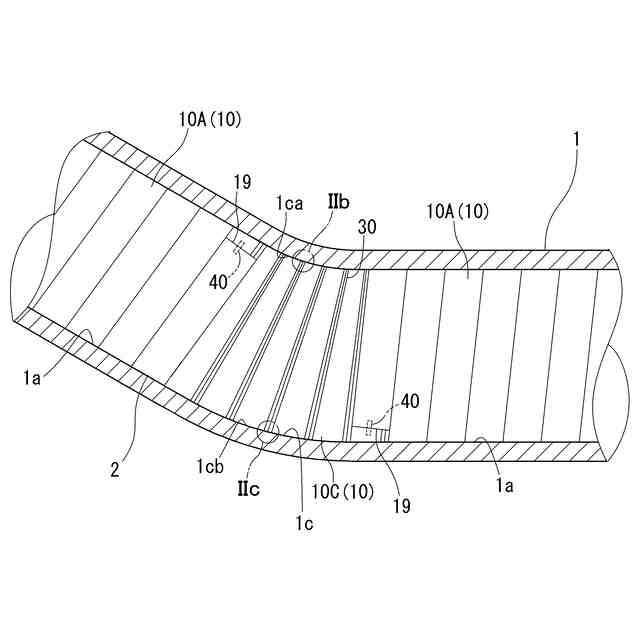
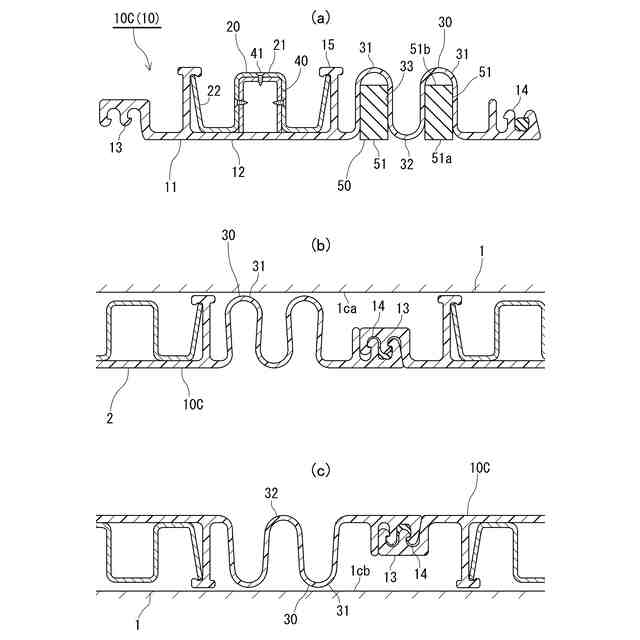
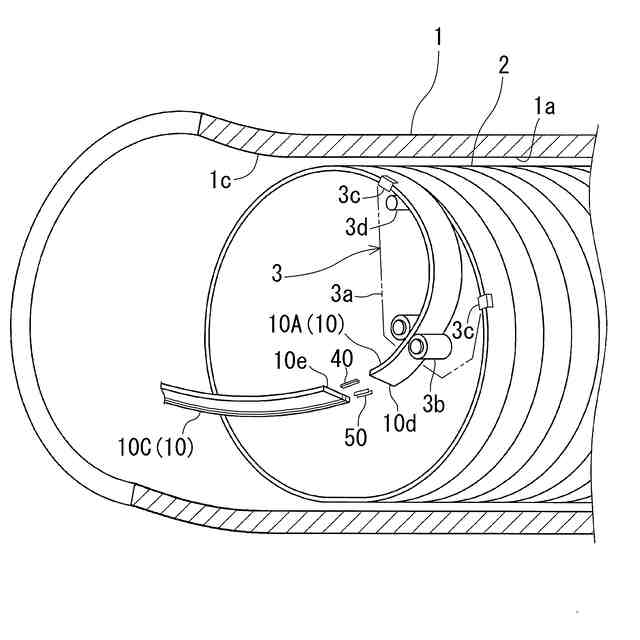
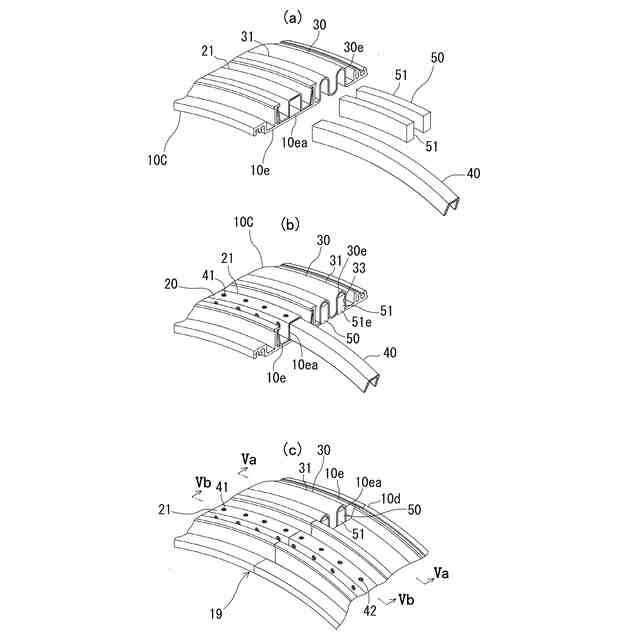
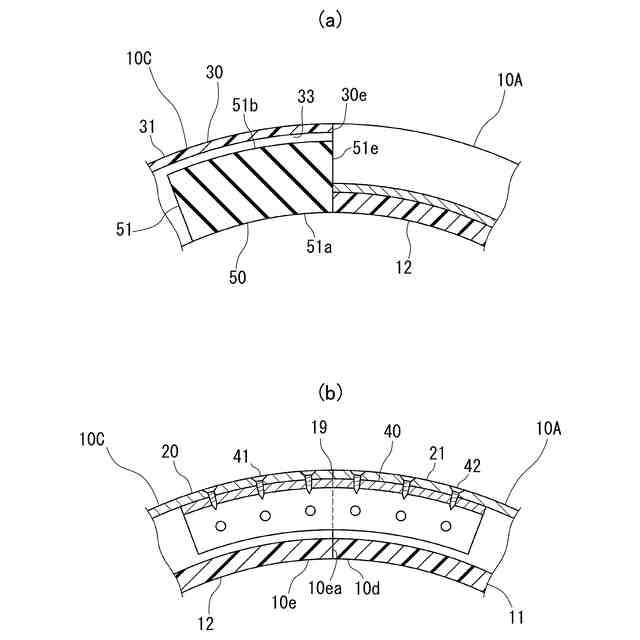
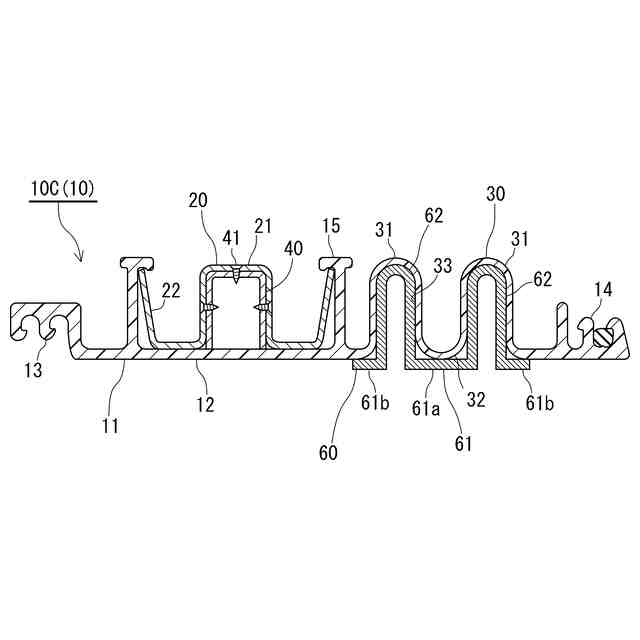
【解決手段】既設管1の内壁にライニングされる螺旋管状の更生管2となる2つの帯状部材10のうち、少なくとも帯状部材10Cは、帯幅方向へ伸縮するように変形可能な伸縮可能部30を有している。2つの帯状部材10の互いに対向する端部どうしを突き合わせて、これら端部に跨る接続部材40によって、2つの帯状部材10を接続する。伸縮可能部30における他方の帯状部材10Aと対向する端部に、伸縮可能部30の変形を拘束する拘束冶具50を装着する。その後、2つの帯状部材10どうしの接続部19を、更生管2を製管する製管機3に導入する。
【選択図】図4
特許請求の範囲
【請求項1】
既設管の内壁にライニングされる螺旋管状の更生管となる2つの帯状部材を帯長方向に接続する方法であって、
前記2つの帯状部材のうち少なくとも一方が、帯幅方向へ伸縮するように変形可能な伸縮可能部を有しており、
前記2つの帯状部材における前記帯長方向の互いに対向する端部どうしを突き合わせて、これら端部に跨る接続部材によって、前記2つの帯状部材を接続する工程と、
前記伸縮可能部における接続相手の帯状部材と対向する端部に、前記伸縮可能部を拘束する拘束冶具を装着する工程と、
前記接続及び装着工程後の前記2つの帯状部材どうしの接続部を、前記更生管を製管する製管機に導入する工程と、
を備えたことを特徴とする既設管更生用帯状部材接続方法。
続きを表示(約 390 文字)
【請求項2】
前記伸縮可能部が、波形断面のベローズを含み、
前記装着工程においては、前記拘束冶具を前記ベローズ内の凹部に嵌め込む請求項1に記載の既設管更生用帯状部材接続方法。
【請求項3】
請求項2に記載の既設管更生用帯状部材接続方法に用いられる拘束冶具であって、
前記凹部と同等の幅を有して前記凹部に嵌め込まれる1又は複数の嵌め込み体を含むことを特徴とする拘束冶具。
【請求項4】
前記嵌め込み体が、弾性材からなる板部材である請求項3に記載の拘束冶具。
【請求項5】
前記嵌め込み体が、前記凹部の内面に沿う湾曲板状に形成されている請求項3に記載の拘束冶具。
【請求項6】
前記複数の嵌め込み体が、これら嵌め込み体に跨る連結材を介して連結されている請求項3~5の何れか1項に記載の拘束冶具。
発明の詳細な説明
【技術分野】
【0001】
この発明は、既設管を更生するための帯状部材の接続方法等に関し、特に、伸縮可能部を有する帯状部材の接続方法等に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
例えば、老朽化した下水道管等の既設管の内壁に更生管をライニングすることによって既設管を更生することは公知である。更生管としては、プロファイルと呼ばれる長尺の合成樹脂製の帯状部材から製管された螺旋管状の更生管が挙げられる。製管には、ピンチローラやガイド等を含む製管機が用いられる(特許文献1等参照)。
【0003】
1本の帯状部材では長さが足らないときや、既設管の管軸が真っ直ぐかカーブしているかによって帯状部材を使い分けるときは、帯状部材の接続作業を行なう。一般には、接続すべき2つの帯状部材の端部どうしを突き合わせて、これら端部に鋼板製の接続部材を跨らせ、各帯状部材と接続部材とをビス止めすることによって、2つの帯状部材を接続部材を介して帯長方向に接続する(特許文献1~3等参照)。
既設管のカーブ部用の帯状部材としては、例えばベローズ等の帯幅方向へ伸縮変形可能な伸縮可能部を有する帯状部材が用いられる。伸縮可能部を有する帯状部材は、地震時の振動を吸収する機能をも有している(特許文献4等参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-000769号公報
特開2017-013406号公報
特開平10-016051号公報
特開2021-142694号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ベローズ等の伸縮可能部を有する帯状部材は、帯幅寸法が大きくなりがちであるうえに、伸縮可能部が変形されやすい。このため、伸縮可能部を有する帯状部材を他の帯状部材と接続した場合、これら帯状部材の接続部が製管機に導入されたときに伸縮可能部が変形して、接続部が製管機と干渉したり、製管不良が起きたりすることがある。このため、作業者がバール等の工具で接続部を押さえる等の補助が必要である。
本発明は、かかる事情に鑑み、既設管更生施工において、伸縮可能部を有する帯状部材と他の帯状部材との接続部を、作業者が補助しなくても、製管機と干渉することなく更生管に組み込むことができ、更生管を円滑に製管できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明は、既設管の内壁にライニングされる螺旋管状の更生管となる2つの帯状部材を帯長方向に接続する方法であって、
前記2つの帯状部材のうち少なくとも一方が、帯幅方向へ伸縮するように変形可能な伸縮可能部を有しており、
前記2つの帯状部材における前記帯長方向の互いに対向する端部どうしを突き合わせて、これら端部に跨る接続部材によって、前記2つの帯状部材を接続する工程と、
前記伸縮可能部における接続相手の帯状部材と対向する端部に、前記伸縮可能部を拘束する拘束冶具を装着する工程と、
前記接続及び装着工程後の前記2つの帯状部材どうしの接続部を、前記更生管を製管する製管機に導入する工程と、
を備えたことを特徴とする。
【0007】
当該既設管更生用帯状部材接続方法によれば、2つの帯状部材どうしの前記対向する端部からなる接続部が製管機に導入されたとき、該接続部における伸縮可能部を拘束冶具にて拘束することによって、伸縮可能部の変形が抑制又は防止される。これによって、接続部が製管機と干渉するのを防止でき、接続部においても更生管を円滑に製管することができる。したがって、作業者がバール等の工具で接続部を変形しないよう押さえる等の補助作業を行なわなくても済む。
【0008】
好ましくは、前記伸縮可能部が、波形断面のベローズを含み、前記装着工程においては、前記拘束冶具を前記ベローズ内の凹部に嵌め込む。
これによって、接続部におけるベローズを拘束冶具にて確実に拘束でき、接続部が製管機に導入されたとき、ベローズが帯幅方向へ縮んだり捩れたりするように変形するのを確実に抑制又は防止できる。
好ましくは、前記拘束冶具は、前記伸縮可能部に着脱可能である。より好ましくは、前記拘束冶具は、前記一方の帯状部材の内周側(更生管の管径方向内側)から前記伸縮可能部に着脱可能である。
【0009】
また、本発明は、前記波形断面のベローズを含む帯状部材の接続方法に用いられる拘束冶具であって、
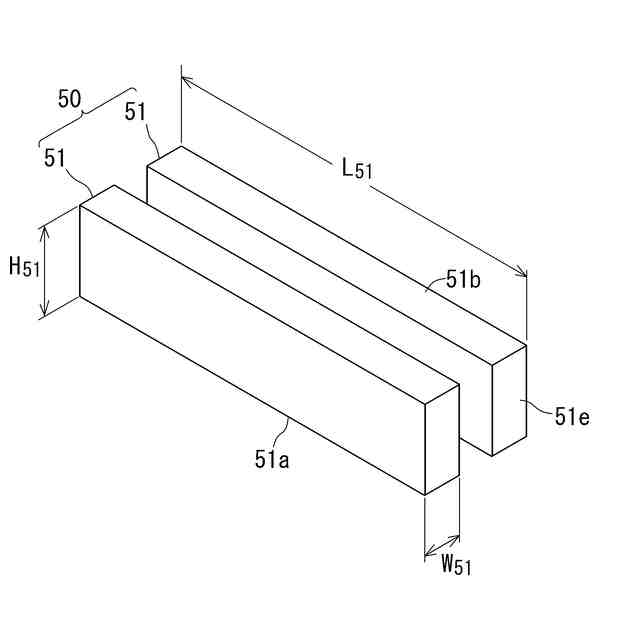
前記凹部と同等の幅を有して前記凹部に嵌め込まれる1又は複数の嵌め込み体を含む。
当該拘束冶具によれば、1又は複数の嵌め込み体を波形断面のベローズのそれぞれ対応する凹部に嵌め込むことによって、ベローズを確実に拘束でき、ベローズが帯幅方向へ縮んだり捩れたりするように変形するのを確実に抑制又は防止できる。
【0010】
好ましくは、前記嵌め込み体が、弾性材からなる板部材である。
弾性材としては、ゴム、樹脂が挙げられる。これによって、ベローズの変形を確実に抑制又は防止できる。また、嵌め込み体を簡易かつ安価に提供できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
輝創株式会社
接合方法
10か月前
株式会社シロハチ
真空チャンバ
1か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
東レ株式会社
一体化成形品の製造方法
3か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
六浦工業株式会社
接着装置
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
グンゼ株式会社
印刷層の除去方法
10か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社城北精工所
押出成形用ダイ
8か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社日本製鋼所
射出成形機
20日前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社日本製鋼所
射出成形機
4か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社FTS
ブローニードル
今日
日本プラスト株式会社
嵌合構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































