TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162635
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078351
出願日
2023-05-11
発明の名称
ワークロールの表面の損傷低減方法、制御装置、及び圧延装置
出願人
Primetals Technologies Japan株式会社
代理人
弁理士法人開知
主分類
B21B
37/00 20060101AFI20241114BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板絞り込みが発生したときのワークロールの表面の損傷を従来に比べて減らすことが可能となるワークロールの表面の損傷低減方法、制御装置、及び圧延装置を提供する。
【解決手段】圧延材に板絞り込みが生じたことを示す情報に基づき、駆動中のスタンドのうち最も下流側の圧延スタンドを含む少なくとも1以上の圧延スタンドの圧延機モータトルクを0に制御する運転制御変更ステップと、圧延機モータトルクを0に制御する運転制御を実行している圧延スタンドのワークロールギャップを開くギャップ開放ステップと、を備える。
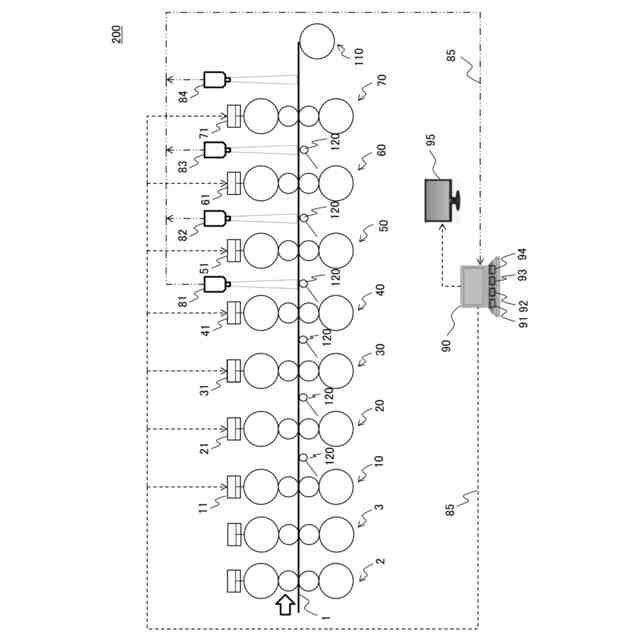
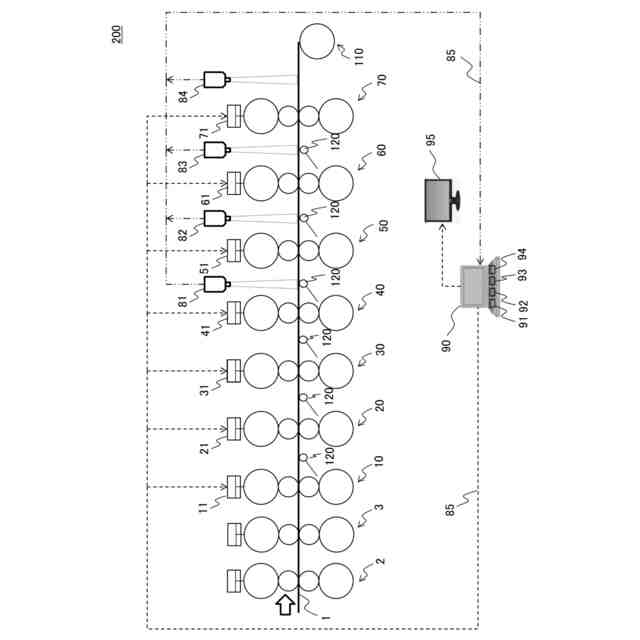
【選択図】 図1
特許請求の範囲
【請求項1】
複数の圧延スタンドで圧延される圧延材によるワークロールの表面の損傷を低減する方法であって、
前記圧延材に板絞り込みが生じたことを示す情報に基づき、
圧延中のスタンドのうち少なくとも1以上の前記圧延スタンドの圧延機モータトルクを0に制御する運転制御変更ステップと、
前記運転制御変更ステップを実行している前記圧延スタンドのワークロールギャップを開くギャップ開放ステップと、を有する
損傷低減方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の損傷低減方法において、
前記ギャップ開放ステップを、複数の前記圧延スタンドの最下流側に設けられた巻取機のモータのモータトルクを一定に保つ制御を実行しながら実行する
損傷低減方法。
【請求項3】
請求項2に記載の損傷低減方法において、
前記運転制御変更ステップでは、前記圧延材に板絞り込みが生じたことを示す情報が得られた箇所の1つ上流側の前記圧延スタンドと、その下流側の前記圧延スタンドの圧延機モータトルクを0に制御する
損傷低減方法。
【請求項4】
請求項2に記載の損傷低減方法において、
前記運転制御変更ステップでは、前記圧延材に板絞り込みが生じたことを示す情報が得られたら、全ての前記圧延スタンドの圧延機モータトルクを0に制御する
損傷低減方法。
【請求項5】
請求項3または4に記載の損傷低減方法において、
前記運転制御変更ステップをまず実行し、次に前記ギャップ開放ステップを実行する2つのステップを、複数の前記圧延スタンドのうち最も下流側の前記圧延スタンドから上流側に向かって順に実行する
損傷低減方法。
【請求項6】
請求項3または4に記載の損傷低減方法において、
前記ギャップ開放ステップでは、前記巻取機のモータのモータトルク設定値を、前記ワークロールギャップのギャップ開放比率を考慮して変更し、前記巻取機が前記圧延材に掛けるライントータル張力を上げることで、前記圧延材に掛かるユニット張力の変動幅を抑える
損傷低減方法。
【請求項7】
請求項3または4に記載の損傷低減方法において、
複数の前記圧延スタンドは、複数の粗圧延スタンド及び複数の仕上圧延スタンドを備え、
前記圧延材に板絞り込みが生じたことを示す情報を、前記圧延材が複数の前記仕上圧延スタンド内で得られた画像情報とする
損傷低減方法。
【請求項8】
請求項3または4に記載の損傷低減方法において、
複数の前記圧延スタンドは、複数の粗圧延スタンド及び複数の仕上圧延スタンドを備え、
前記ギャップ開放ステップを、前記圧延材の尾端部が複数の前記粗圧延スタンドの最下流側に位置する粗圧延スタンドを通過した後で、前記尾端部が複数の前記仕上圧延スタンドのみで圧延が行われる間に実行する
損傷低減方法。
【請求項9】
複数の圧延スタンドで圧延される圧延材に板絞り込みが生じたことを示す情報に基づき、圧延中のスタンドのうち少なくとも1以上の前記圧延スタンドの圧延機モータトルクを0に制御する運転制御変更部と、
前記情報に基づき、前記圧延機モータトルクを0に制御する運転制御を実行している前記圧延スタンドのワークロールギャップを開くギャップ開放部と、を備える
制御装置。
【請求項10】
請求項9に記載の制御装置を備えた圧延装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークロールの表面の損傷低減方法、制御装置、及び圧延装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、複数のスタンドを有する熱間仕上圧延機によって被圧延材を仕上圧延する際に、複数のスタンドのうちの最終スタンド又は最終スタンドを含む連続した複数スタンドの圧下位置を開放して被圧延材の長手方向尾端部を通板させる、ことが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-105005号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、熱延鋼帯の熱間仕上連続圧延では、圧延材の尾端が直前のスタンドを通過して圧延方向での張力から解放されると、尾端の搬送が不安定になり、しわやよじれがある状態で圧延される板の絞り込みが生じることがある。
【0005】
例えば特許文献1には、最終スタンドから上流スタンドの順に圧下位置を順次開放して圧延材の長手方向尾端部を通板させることで、尾端部が複数スタンドで圧延されないために圧延に伴う絞りを防止できる、と記載されている。しかし、この従来技術によっても板絞り込みを完全に防止することは難しい。
【0006】
ここで、絞りが発生した場合には、ワークロールに疵がつくことがしばしばあるため、絞りが発生した場合はワークロールの点検、手入れ、又は交換が必要となり、生産ラインの停止を余儀なくされ、稼動率の低下を招いてしまう。又、ワークロール疵が発見されないままで、あるいはワークロール疵の手入れが不十分のままで圧延を続けると、表面に疵のついた不良製品を大量に作り出してしまうことになる。
【0007】
そこで、絞りが発生したとしてもワークロールの損傷を更に減らすための手法の開発が待たれている。
【0008】
本発明は、板絞り込みが発生したときのワークロールの表面の損傷を従来に比べて減らすことが可能ワークロールの表面の損傷低減方法、制御装置、及び圧延装置を提供する。
【課題を解決するための手段】
【0009】
本発明は、上記課題を解決する手段を複数含んでいるが、その一例を挙げるならば、複数の圧延スタンドで圧延される圧延材によるワークロールの表面の損傷を低減する方法であって、板絞り込みが生じたことを示す情報に基づき、圧延中のスタンドのうち少なくとも1以上の前記圧延スタンドの圧延機モータトルクを0に制御する運転制御変更ステップと、前記運転制御変更ステップを実行している圧延スタンドのワークロールギャップを開くギャップ開放ステップと、を有する。
【発明の効果】
【0010】
本発明によれば、板絞り込みが発生したところの圧延を回避するため、ワークロールの表面の損傷を従来に比べて減らすことができる。上記以外の課題、構成および効果は、以下の実施例の説明により明らかにされる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
28日前
株式会社プロテリアル
熱間鍛造用金型
2か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
株式会社ゴーシュー
歯車素材
1か月前
日伸工業株式会社
加工システム
22日前
大裕株式会社
鋼矢板の矯正装置
3か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
3か月前
株式会社小矢部精機
膜厚制御装置
4か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
村田機械株式会社
上型ホルダ及びプレス機械
4か月前
大同特殊鋼株式会社
横型鍛造装置
28日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
20日前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
トヨタ紡織株式会社
カシメ装置
28日前
株式会社菊地機械製作所
加工装置、および加工方法
今日
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2日前
東芝産業機器システム株式会社
金型装置
1か月前
株式会社神戸製鋼所
金属板の曲げ加工方法
1か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ