TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024162095
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077297
出願日
2023-05-09
発明の名称
帯状部材の生産方法及び該方法に用いる反転装置
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
48/355 20190101AFI20241114BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】押し出し成形した帯状部材を巻取りドラムに巻き取る前に反転させる際、帯状部材が高剛性であっても作業者等の負担を軽減できる、既設管更生用の帯状部材の生産方法を提供する。
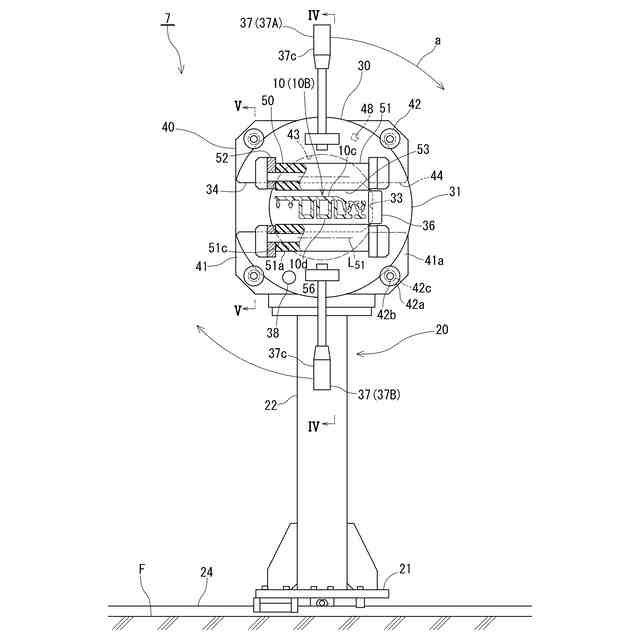
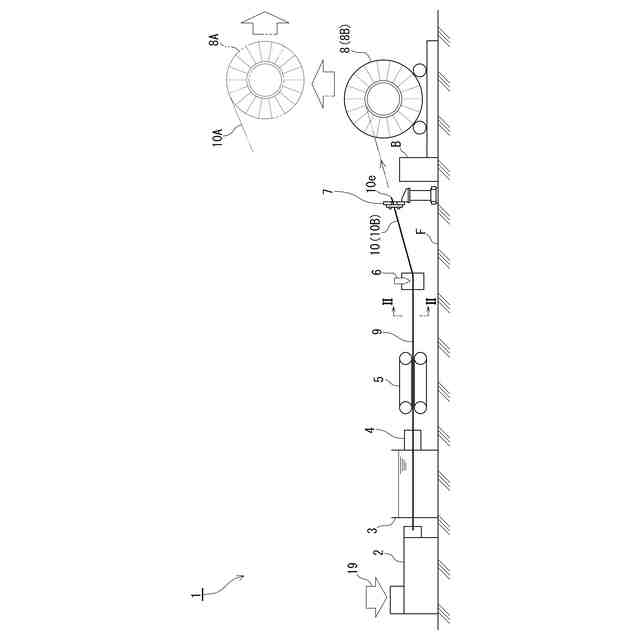
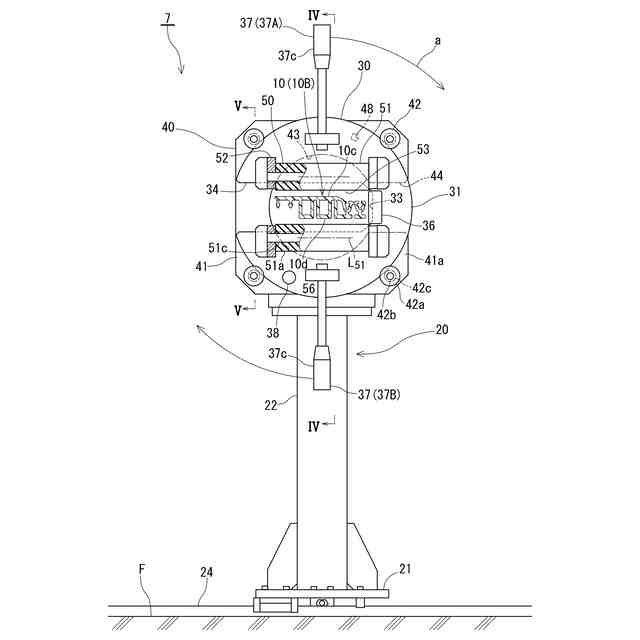
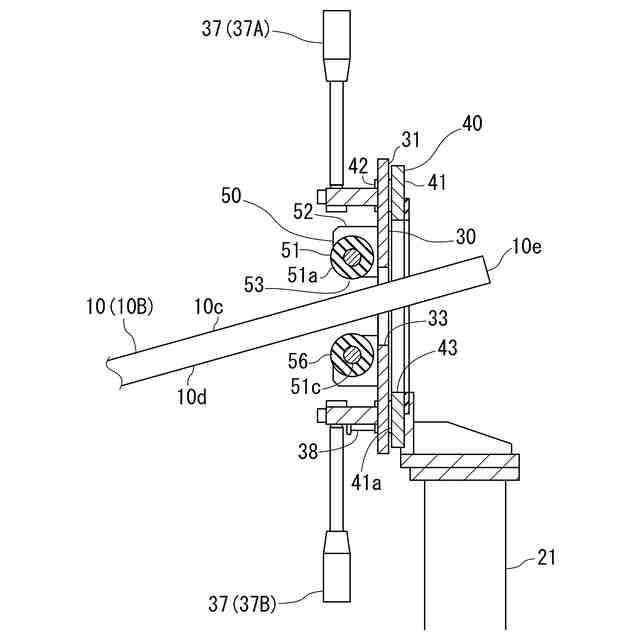
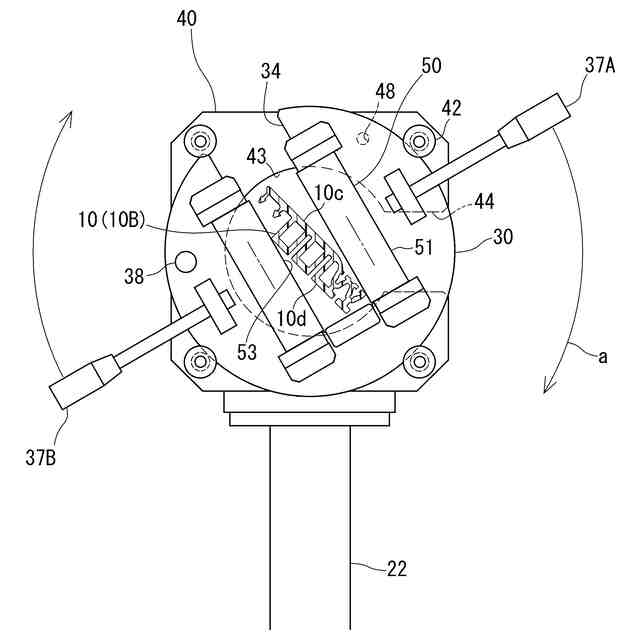
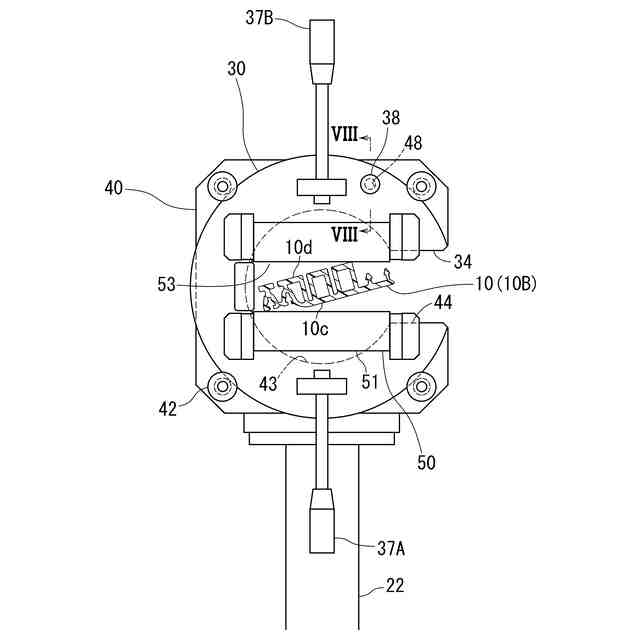
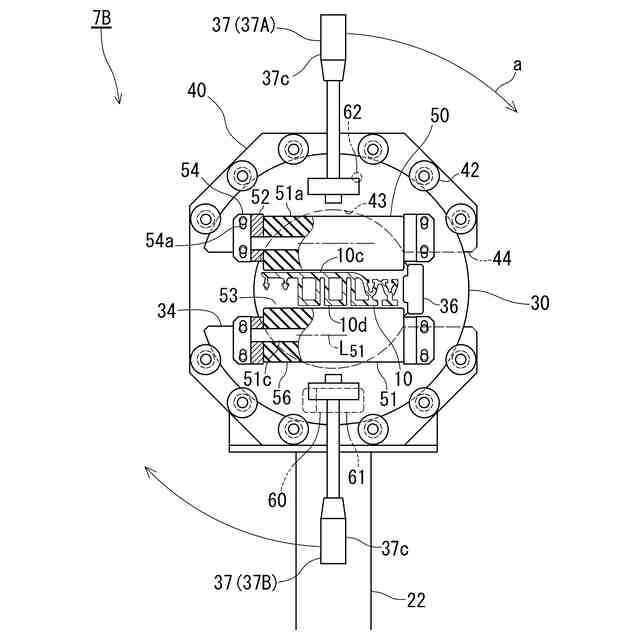
【解決手段】押し出し成形された帯状部材の送りラインに反転装置7を設置する。反転装置7の反転フレーム30の回転中心部の保持部50に帯状部材10の送り方向の先端部10eを保持させる。保持部50から反転フレーム30の径方向に離れた力付与部37への入力によって、保持部30を中心にして反転フレーム30を反転させる。
【選択図】 図3
特許請求の範囲
【請求項1】
既設管更生用の螺旋管となる帯状部材を生産する方法であって、
原料樹脂から前記帯状部材を押し出し成形する工程と、
前記押し出し成形された帯状部材を送りラインに沿って巻取りドラムへ向けて送る工程と、
前記送りラインに設置された反転装置の反転フレームの保持部に、前記帯状部材の送り方向の先端部を保持させる工程と、
前記保持部から前記反転フレームの径方向へ離れた力付与部への入力によって前記保持部を中心にして前記反転フレームを反転させる工程と、
を備えたことを特徴とする帯状部材の生産方法。
続きを表示(約 1,100 文字)
【請求項2】
前記反転された反転フレームを、回転規制手段によって回転不能とするか又は前記反転時の向きとは逆向きに回転されるのを阻止する、請求項1に記載の帯状部材の生産方法。
【請求項3】
前記反転後の帯状部材の先端部を前記反転装置から解放させ、前記反転装置を前記送りラインから退避させる、請求項1に記載の帯状部材の生産方法。
【請求項4】
先行巻取りドラムにおける帯状部材巻き取り量が所定になったとき、前記送りライン上で前記帯状部材を切断して、前記送りラインの下流側の先行帯状部材と上流側の後続帯状部材とに分割し、
前記後続帯状部材に対して前記反転装置による前記保持工程及び前記反転工程を行ない、前記反転工程後の後続帯状部材を後続巻取りドラムへ送る、請求項1~3の何れか1項に記載の帯状部材の生産方法。
【請求項5】
請求項1に記載の帯状部材の生産方法に用いる反転装置であって、
装置本体と、
前記装置本体に回転可能に支持された反転フレームと、
前記反転フレームの回転中心部から径方向へ離れて設けられ、前記反転フレームに回転力を付与するための力付与部と、
前記反転フレームの回転中心部に設けられ、前記回転力を前記帯状部材へ伝達可能に前記帯状部材を保持する保持部と
を備えたことを特徴とする反転装置。
【請求項6】
前記保持部が、前記帯状部材を通す挿通口を含む、請求項5に記載の反転装置。
【請求項7】
前記保持部が、平行に対向する一対の回転ローラを含み、これら回転ローラの間に前記挿通口が画成されている、請求項6に記載の反転装置。
【請求項8】
前記一対の回転ローラの各々の外周部が軟質材によって構成されている、請求項7に記載の反転装置。
【請求項9】
前記一対の回転ローラが接近離間可能である、請求項7に記載の反転装置。
【請求項10】
前記挿通口の幅方向の一端部が、前記反転フレームに形成された挿通開口を介して前記反転フレームの外周へ開口されており、
前記装置本体が、前記挿通口と連なる本体穴を有して前記反転フレームを回転可能に支持する支持フレームを有し、前記支持フレームの周方向の一箇所には前記本体穴と連なるとともに前記支持フレームの外周へ開口する本体開口が形成されており、
前記保持部に前記帯状部材を保持させるときの前記反転フレームの反転前角度においては前記挿通開口が前記本体開口からずれ、
前記反転フレームの前記反転前角度とは180°反転された反転角度においては前記挿通開口が前記本体開口と重なる、請求項6に記載の反転装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば老朽化した下水道管等の既設管の更生用の螺旋管となる長尺の帯状部材を生産する方法及び該方法に用いる反転装置に関し、特に、高剛性の帯状部材に好適な生産方法及び反転装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
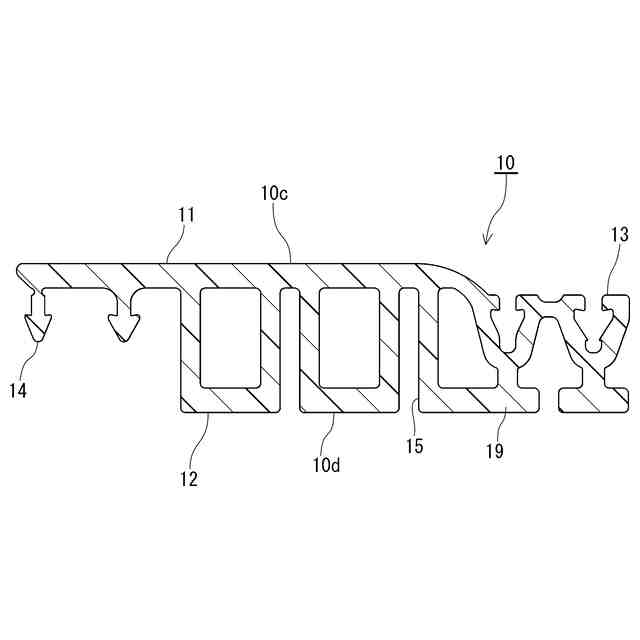
老朽化した下水道管等の埋設既設管の内壁に更生管をライニングすることによって、既設管を更生することは公知である。更生管としては、ポリ塩化ビニル等の合成樹脂からなる長尺の帯状部材(プロファイル)を螺旋状に巻回してなる螺旋管状の更生管が知られている。帯状部材は、更生管の内周面となる平滑な主面部と、その反対側の裏面部とを有している。通常、裏面部には、複数条の補強リブが設けられており、隣接する補強リブどうし間にはリブ間凹溝が形成されている(特許文献1等参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-032059号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
生産時における帯状部材は、通常、押出成形機によって連続的に押し出し成形された後、冷却水槽に通されて冷却され、水切り等を経て、巻取りドラムに巻き取られる。ここで、主面部が下向き、裏面部が上向きになるように押し出し成形した場合、リブ間凹溝に冷却工程の冷却水が溜まる。そこで、主面部が上向き、裏面部が下向きになるように押し出し成形すれば、リブ間凹溝に冷却水が溜まるのを防止でき、水切り、乾燥を容易化できる。
【0005】
一方、巻き取り工程では、帯状部材が製管時と同じ曲げ方向になるよう、主面部を巻取りドラムの径方向内側(内周側)へ向け、裏面部を径方向外側(外周側)へ向ける必要がある。また、巻取りドラムへの巻き付け時の作業性や、巻取りドラムの周辺設備との干渉回避等の観点からは、帯状部材を巻取りドラムの下側からではなく上側から巻き取ることが望ましい。そうすると、成形後冷却時までは主面部が上向き、裏面部が下向きであった帯状部材を、巻取りドラムに巻き取る前に反転させて、主面部を下向き、裏面部を上向きにする必要がある。
【0006】
既設管更生用の一般的な帯状部材であれば工具類を用いなくても人力だけで反転可能である。しかし、帯状部材の剛性によっては、反転作業における作業者の負担が大きい。
本発明は、かかる事情に鑑み、押し出し成形した帯状部材を巻取りドラムに巻き取る前に反転させる際、帯状部材が高剛性であっても小さい入力で反転操作可能にすることで、作業者等の負担を軽減することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明方法は、既設管更生用の螺旋管となる帯状部材を生産する方法であって、
原料樹脂から前記帯状部材を押し出し成形する工程と、
前記押し出し成形された帯状部材を送りラインに沿って巻取りドラムへ向けて送る工程と、
前記送りラインに設置された反転装置の反転フレームの保持部に、前記帯状部材の送り方向の先端部を保持させる工程と、
前記保持部から前記反転フレームの径方向へ離れた力付与部への入力によって前記保持部を中心にして前記反転フレームを反転させる工程と、
を備えたことを特徴とする。
【0008】
当該方法によれば、反転装置を用いて帯状部材を捩じって反転させることができる。反転フレームは、人力で回転されてもよくモータ等の動力で回転されてもよい。人力で回転される場合であっても、保持部に直接力を加えるのではなく保持部から径方向へ離れた力付与部に加えることで、所要の入力を低減できる。したがって、帯状部材が高剛性であっても容易に反転させることができ、作業者の負担を軽減できる。
【0009】
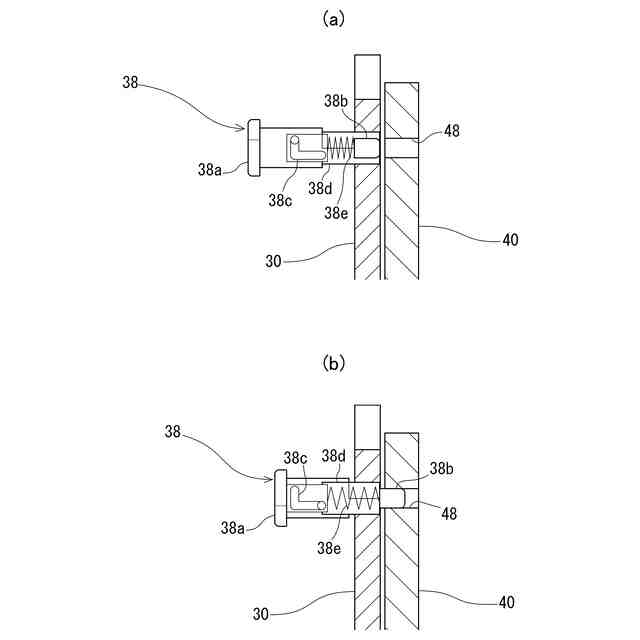
好ましくは、前記反転された反転フレームを、回転規制手段によって回転不能とするか又は前記反転時の向きとは逆向きに回転されるのを阻止する。
これによって、反転工程後、作業者が反転フレームから手を離しても、帯状部材が元の向きに弾性復帰するのを防止できる。
【0010】
好ましくは、前記反転後の帯状部材の先端部を前記反転装置から解放させ、前記反転装置を前記送りラインから退避させる。
これによって、反転後、巻取りドラムへ送られる帯状部材が反転装置との接触により損傷するのを防止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
輝創株式会社
接合方法
10か月前
世紀株式会社
造形装置
11か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
帝人株式会社
成形体の製造方法
4か月前
グンゼ株式会社
印刷層の除去方法
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
六浦工業株式会社
接着装置
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
KTX株式会社
シェル型の作製方法
5か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
個人
超高速射出点描画による熱溶解積層法
10か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
株式会社日本製鋼所
射出成形機
20日前
株式会社コスメック
磁気クランプ装置
2か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































