TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157639
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072098
出願日
2023-04-26
発明の名称
加熱シリンダと金型の昇温方法、および射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/78 20060101AFI20241031BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】オペレータが容易に設定して、加熱シリンダと金型の昇温完了のタイミングを近づけることができる、加熱シリンダと金型の昇温方法を提供する。
【解決手段】
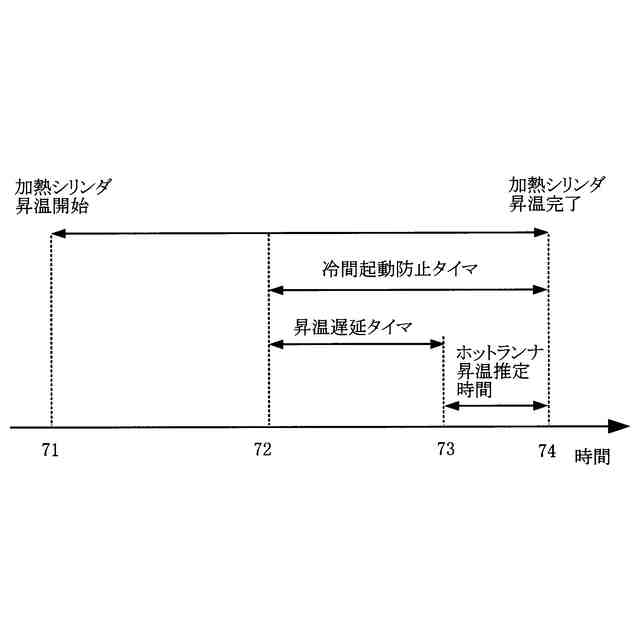
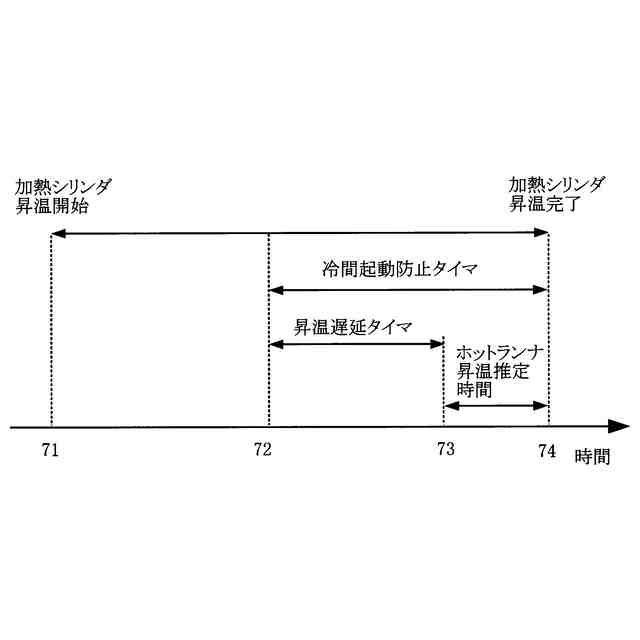
加熱シリンダ(16)を成形サイクルの運転時の温度である運転時温度に昇温するとき、運転時温度より規定の温度だけ低い温度に達したときから規定の時間である冷間起動防止タイマが経過するまで成形サイクルの運転が規制されるようになっている。本開示は、冷間起動防止タイマの開始から昇温遅延タイマだけ経過したときホットランナ(40、41、43、44)の昇温を開始するようにする。昇温遅延タイマは、冷間起動防止タイマからホットランナ(40、41、43、44)の昇温に要する推定時間であるホットランナ推定昇温時間を減じた時間とする。
【選択図】図4
特許請求の範囲
【請求項1】
ホットランナを備えた金型が取り付けられた射出成形機において、前記射出成形機の加熱シリンダと前記ホットランナとを昇温する昇温方法であって、
前記射出成形機は、前記加熱シリンダを成形サイクルの運転時の温度である運転時温度に昇温するとき、前記運転時温度より規定の温度だけ低い温度に達したときから規定の時間である冷間起動防止タイマが経過するまで成形サイクルの運転が規制されるようになっており、
前記冷間起動防止タイマの開始から昇温遅延タイマだけ経過したとき前記ホットランナの昇温を開始するようにし、
前記昇温遅延タイマは、前記冷間起動防止タイマから前記ホットランナの昇温に要する推定時間であるホットランナ推定昇温時間を減じた時間である、加熱シリンダと金型の昇温方法。
続きを表示(約 1,100 文字)
【請求項2】
前記ホットランナ推定昇温時間は、オペレータによって設定される時間である、請求項1に記載の加熱シリンダと金型の昇温方法。
【請求項3】
前記ホットランナ推定昇温時間は、前記金型の属性データである金型属性データと前記ホットランナの設定温度であるホットランナ設定温度とを入力データとして学習済みの機械学習モデルによって推定するようにし、
前記機械学習モデルは、複数の種類の金型について、前記金型属性データと、前記ホットランナ設定温度と、実際に前記ホットランナの昇温に要した時間であるホットランナ実績昇温時間とをデータセットとし、前記ホットランナ実績昇温時間を教師データとして学習させるようになっている、請求項1に記載の加熱シリンダと金型の昇温方法。
【請求項4】
ホットランナを備えた金型が設けられている型締装置と、
樹脂を射出する射出装置と、
コントローラと、を備え、
前記コントローラには、規定の時間である冷間起動防止タイマと、ホットランナ推定昇温時間とが設けられ、
前記コントローラは、前記射出装置の加熱シリンダを成形サイクルの運転時の温度である運転時温度に昇温するとき、前記運転時温度より規定の温度だけ低い温度に達したとき前記冷間起動防止タイマを開始し、該冷間起動防止タイマが経過するまで成形サイクルの運転を規制するようになっており、
前記コントローラは、前記冷間起動防止タイマの開始から昇温遅延タイマだけ経過したとき前記ホットランナの昇温を開始するようになっており、
前記昇温遅延タイマは、前記冷間起動防止タイマから前記ホットランナの昇温に要する推定時間であるホットランナ推定昇温時間を減じた時間である、射出成形機。
【請求項5】
前記ホットランナ推定昇温時間は、オペレータによって設定される時間である、請求項4に記載の射出成形機。
【請求項6】
前記コントローラは機械学習モデルを備え、
前記ホットランナ推定昇温時間は、前記金型の属性データである金型属性データと前記ホットランナの設定温度であるホットランナ設定温度とを入力データとして学習済みの前記機械学習モデルによって推定されるようになっており、
前記機械学習モデルは、複数の種類の金型について、前記金型属性データと、前記ホットランナ設定温度と、実際に前記ホットランナの昇温に要した時間であるホットランナ実績昇温時間とをデータセットとし、前記ホットランナ実績昇温時間を教師データとして学習させるようになっている、請求項4に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ヒータと温度センサとが設けられランナーの温度が制御されるようになっているホットランナを備えた金型と、このような金型が設けられている射出成形機の加熱シリンダとを、成形サイクルの運転が可能な状態に昇温する昇温方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
射出成形機は、樹脂を溶融し射出する射出装置を備えている。射出装置は加熱シリンダを備えており、加熱シリンダにはヒータが設けられている。成形サイクルの運転を開始する場合、加熱シリンダを運転が可能な運転時温度に昇温する必要がある。ヒータに通電し、加熱シリンダを運転時温度に昇温するまで比較的時間を要し、例えば大型の射出成形機の場合には2時間程度、比較的小型の射出成形機の場合でも1時間程度必要になる。
【0003】
ホットランナを備えた金型は、ランナにヒータと温度センサとが設けられランナ内の樹脂の温度を制御できるようになっている。ホットランナを備えた金型を使用して成形すると、金型のキャビティ内に充填された樹脂が冷却固化されるときも、ランナ内の樹脂を溶融状態に維持することができるので、固化したランナを廃棄する必要がなく樹脂の無駄が少ない。ホットランナを備えた金型も、成形サイクルの運転開始に先立って昇温する必要がある。
【先行技術文献】
【特許文献】
【0004】
特開2000-117800号公報
【0005】
ホットランナを備えた金型が設けられている射出成形機において、成形サイクルを開始する場合、加熱シリンダと金型とを運転時温度まで加熱する必要がある。ところで加熱シリンダの昇温に要する時間に比して金型の昇温に要する時間は短い。もし金型が先に昇温が完了した後に、加熱シリンダの昇温まで長時間待機するとしたら金型内の樹脂が劣化してしまう。特許文献1には、加熱シリンダの昇温完了のタイミングと、ホットランナを備えた金型の昇温完了のタイミングを近づける方法が提案されている。
【0006】
特許文献1に記載の昇温方法は、加熱シリンダの昇温について第1の温度制御系で制御し、ホットランナを備えた金型の昇温について第2の温度制御系で制御し、第2の温度制御系による昇温の開始を、遅延解除条件によって遅延させるようにしている。遅延解除条件として、遅延時間または到達温度が指定できるようになっている。つまり第1の制御温度系で昇温を開始してから指定の遅延時間に到達したら第2の温度制御系で昇温を開始する。あるいは第1の制御温度系の加熱シリンダが指定の到達温度に達したら、第2の温度制御系で昇温を開始する。これによって加熱シリンダと金型の昇温完了のタイミングを近づけるようにしている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の昇温方法では、遅延解除条件を設定する必要がある。つまりオペレータが遅延時間、あるいは到達温度を設定する必要がある。しかしながら、前述したように加熱シリンダの昇温に要する時間は射出成形機の機種によって大きく異なる。そうすると、遅延時間あるいは到達時間をどのような値で設定すれば、加熱シリンダと金型の昇温完了のタイミングを近づけることができるのか、判断が難しいという問題がある。さらには、気温の違いによっても加熱シリンダの昇温に要する時間は異なる。つまり、ある季節において適切な設定ができていたとしても他の季節で適切な設定であるかどうか保証できない。つまり、オペレータが適切に遅延解除条件を設定することが難しいという問題がある。
【0008】
本開示において、オペレータが容易に設定して、加熱シリンダと金型の昇温完了のタイミングを近づけることができる、加熱シリンダと金型の昇温方法を提供する。
【0009】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0010】
本開示は、ホットランナを備えた金型が取り付けられた射出成形機において、射出成形機の加熱シリンダとホットランナとを昇温する昇温方法を対象とする。射出成形機は、加熱シリンダを成形サイクルの運転時の温度である運転時温度に昇温するとき、運転時温度より規定の温度だけ低い温度に達したときから規定の時間である冷間起動防止タイマが経過するまで成形サイクルの運転が規制されるようになっている。本開示は、冷間起動防止タイマの開始から昇温遅延タイマだけ経過したときホットランナの昇温を開始するようにする。昇温遅延タイマは、冷間起動防止タイマからホットランナの昇温に要する推定時間であるホットランナ推定昇温時間を減じた時間とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
今日
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
金型の製造方法
10か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
グンゼ株式会社
印刷層の除去方法
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社スリーエス
光造形装置
6か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社イクスフロー
成形装置
7か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社FTS
ブローニードル
今日
株式会社日本製鋼所
射出成形機
20日前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































