TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157241
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071489
出願日
2023-04-25
発明の名称
端子付き電線製造方法、端子付き電線、及び、電線端末処理方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
H01R
43/28 20060101AFI20241030BHJP(基本的電気素子)
要約
【課題】電線の接合部位において適正な導通性能を確保することができる端子付き電線製造方法、端子付き電線、及び、電線端末処理方法を提供することを目的とする。
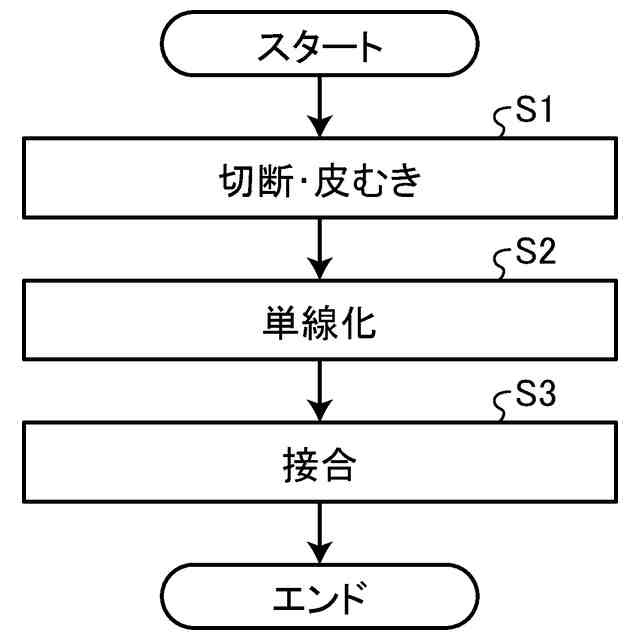
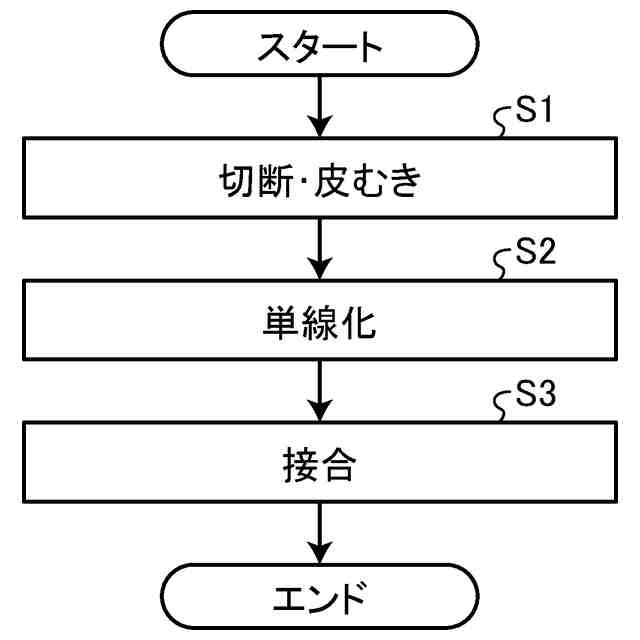
【解決手段】端子付き電線製造方法は、導電性を有する複数の素線を束ねた電線の導体部を切断刃によって切断し、当該切断刃による切断時に熱によって複数の素線の切断端を軟化させて相互に凝着させる切断工程(ステップS1)と、切断工程(ステップS1)の後に、導体部と端子とを接合する接合工程(ステップS3)とを含む。この端子付き電線製造方法によって製造された端子付き電線は、絶縁性を有する絶縁被覆部によって導電性を有する導体部を被覆した電線と、絶縁被覆部の端末から露出する導体部に対して接合される端子とを備え、電線は、導体部を構成する複数の素線の切断端を相互に凝着させた切断端凝着部を含んで構成される。
【選択図】図1
特許請求の範囲
【請求項1】
導電性を有する複数の素線を束ねた電線の導体部を切断刃によって切断し、当該切断刃による切断時に熱によって前記複数の素線の切断端を軟化させて相互に凝着させる切断工程と、
前記切断工程の後に、前記導体部と端子とを接合する接合工程とを含む、
端子付き電線製造方法。
続きを表示(約 410 文字)
【請求項2】
前記切断工程の後で、かつ、前記接合工程の前に、前記複数の素線を固めて単線化した単線化部を形成する単線化工程を含み、
前記接合工程では、前記単線化部が形成された前記導体部と前記端子とを接合する、
請求項1に記載の端子付き電線製造方法。
【請求項3】
絶縁性を有する絶縁被覆部によって導電性を有する導体部を被覆した電線と、
前記絶縁被覆部の端末から露出する前記導体部に対して接合される端子とを備え、
前記電線は、前記導体部を構成する複数の素線の切断端を相互に凝着させた切断端凝着部を含んで構成される、
端子付き電線。
【請求項4】
導電性を有する複数の素線を束ねた電線の導体部を切断刃によって切断し、当該切断刃による切断時に熱によって前記複数の素線の切断端を軟化させて相互に凝着させる切断工程を含む、
電線端末処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、端子付き電線製造方法、端子付き電線、及び、電線端末処理方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来の端子付き電線製造方法として、例えば、特許文献1には、複数のアルミニウム素線が集合された芯線と芯線の外周を覆う絶縁被覆とを有する電線と、電線の端部の露出芯線に圧着された端子とを備えた端子付電線の製造方法が開示されている。この端子付電線の製造方法は、露出芯線に圧力を加えてアルミニウム素線同士を接合する工程と、アルミニウム素線同士が接合された露出芯線の端部を切揃える工程と、端部が切揃えられた露出芯線に端子を圧着する工程とを備える。
【先行技術文献】
【特許文献】
【0003】
特開2011-192465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述の特許文献1に記載の端子付電線の製造方法は、例えば、露出芯線に端子を圧着する工程の前に露出芯線の端部を切揃える工程を行うことで、かえってアルミニウム素線同士の接合部位にほつれが生じ素線にずれが発生してしまうことがあり、これに起因して導通性能に関して更なる改善の余地がある。
【0005】
本発明は、上記の事情に鑑みてなされたものであって、電線の接合部位において適正な導通性能を確保することができる端子付き電線製造方法、端子付き電線、及び、電線端末処理方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明に係る端子付き電線製造方法は、導電性を有する複数の素線を束ねた電線の導体部を切断刃によって切断し、当該切断刃による切断時に熱によって前記複数の素線の切断端を軟化させて相互に凝着させる切断工程と、前記切断工程の後に、前記導体部と端子とを接合する接合工程とを含む。
【0007】
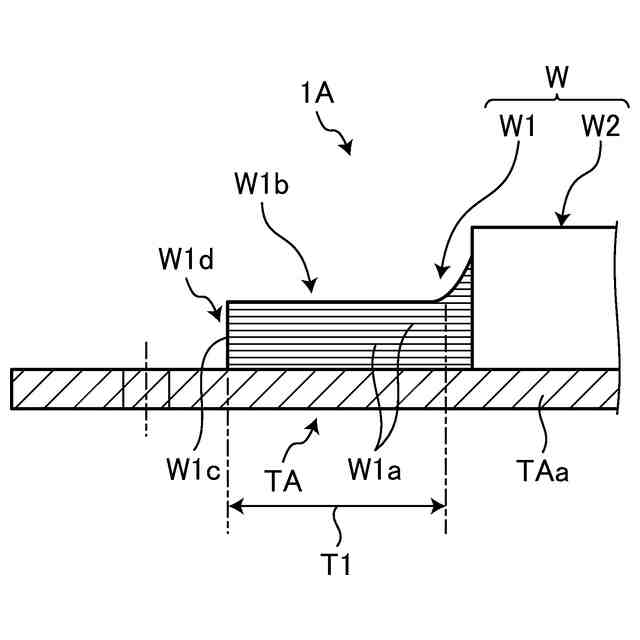
上記目的を達成するために、本発明に係る端子付き電線は、絶縁性を有する絶縁被覆部によって導電性を有する導体部を被覆した電線と、前記絶縁被覆部の端末から露出する前記導体部に対して接合される端子とを備え、前記電線は、前記導体部を構成する複数の素線の切断端を相互に凝着させた切断端凝着部を含んで構成される。
【0008】
上記目的を達成するために、本発明に係る電線端末処理方法は、導電性を有する複数の素線を束ねた電線の導体部を切断刃によって切断し、当該切断刃による切断時に熱によって前記複数の素線の切断端を軟化させて相互に凝着させる切断工程を含む。
【発明の効果】
【0009】
本発明に係る端子付き電線製造方法、端子付き電線、及び、電線端末処理方法は、電線の接合部位において適正な導通性能を確保することができる、という効果を奏する。
【図面の簡単な説明】
【0010】
図1は、実施形態に係る端子付き電線製造方法を表すフローチャートである。
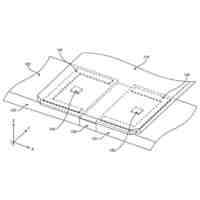
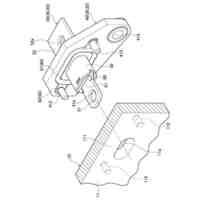
図2は、実施形態に係る端子付き電線製造方法の切断工程を表す模式的な側面図である。
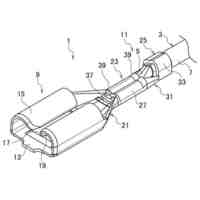
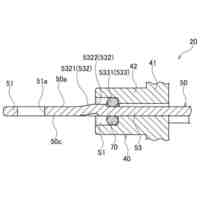
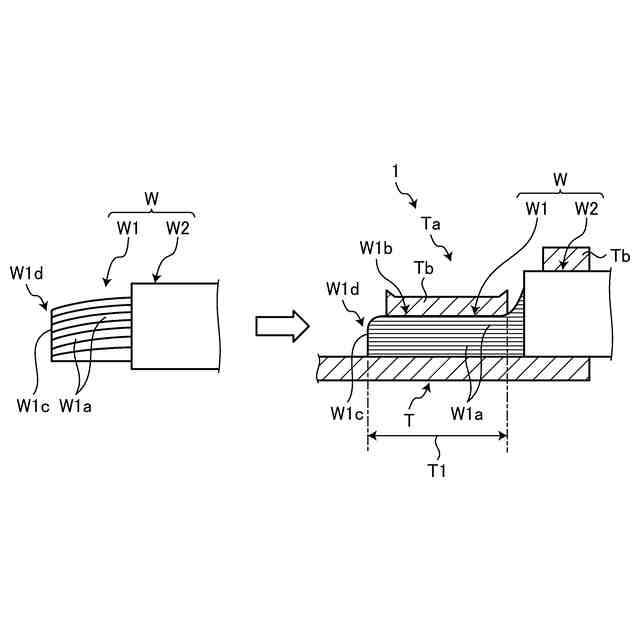
図3は、実施形態に係る端子付き電線製造方法によって製造される端子付き電線の一例を表す模式的な断面図である。
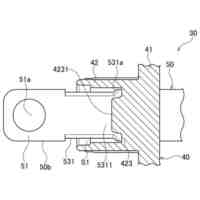
図4は、実施形態に係る端子付き電線製造方法によって製造される端子付き電線の他の一例を表す模式的な断面図である。
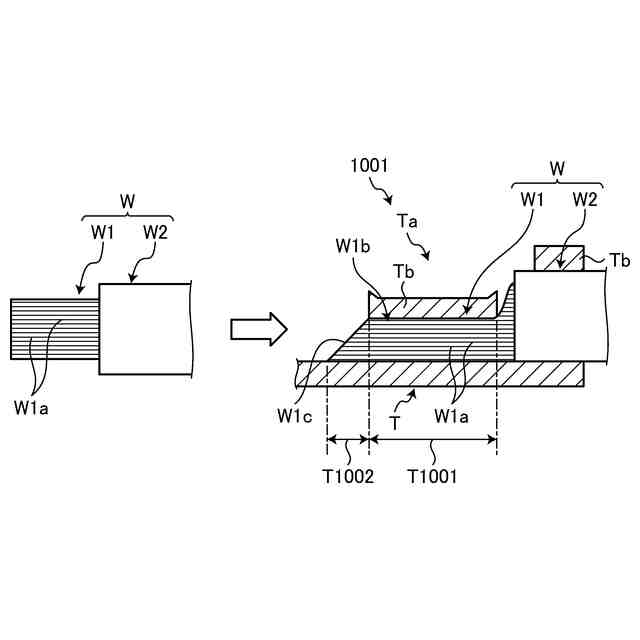
図5は、比較例に係る端子付き電線製造方法によって製造される端子付き電線の一例を表す模式的な断面図である。
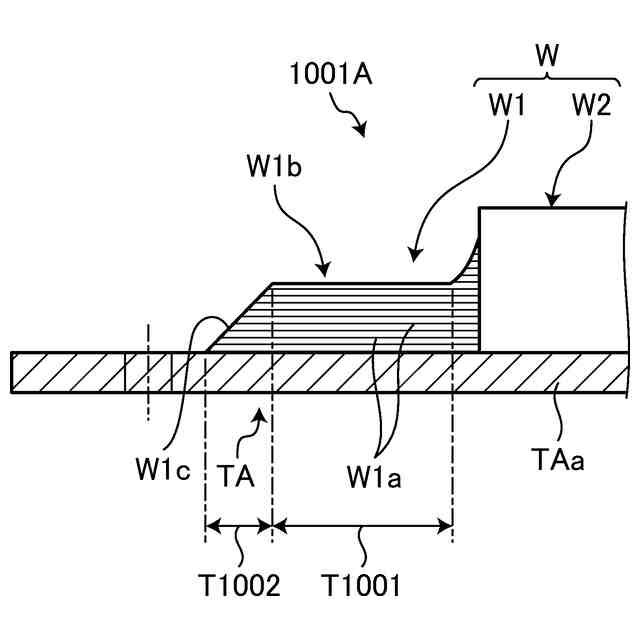
図6は、比較例に係る端子付き電線製造方法によって製造される端子付き電線の他の一例を表す模式的な断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
コネクタ
28日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
28日前
矢崎総業株式会社
表示装置
28日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
接続端子
今日
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
コネクタ
22日前
矢崎総業株式会社
接続端子
今日
矢崎総業株式会社
電流センサ
22日前
矢崎総業株式会社
電線ホルダ
20日前
矢崎総業株式会社
グロメット
21日前
矢崎総業株式会社
プロテクタ
12日前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
電流センサ
22日前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
電線固定構造
26日前
矢崎総業株式会社
電線冷却装置
26日前
矢崎総業株式会社
嵌合コネクタ
20日前
矢崎総業株式会社
端子圧着装置
22日前
矢崎総業株式会社
端子ユニット
今日
矢崎総業株式会社
分岐クランプ
14日前
矢崎総業株式会社
電線保護部材
14日前
矢崎総業株式会社
車両用回路体
1か月前
矢崎総業株式会社
端子ユニット
今日
矢崎総業株式会社
端子ユニット
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ