TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024156670
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2024107943,2021500015
出願日
2024-07-04,2019-03-12
発明の名称
ソリッドステート積層造形システムのプロセス制御のための方法、プロセス制御システム、連続供給システム、およびソフトウェア制御ソリッドステート積層造形システムで生成された構造体
出願人
メルド マニュファクチュアリング コーポレイション
代理人
個人
,
個人
,
個人
主分類
B22F
10/00 20210101AFI20241029BHJP(鋳造;粉末冶金)
要約
【課題】接合、積層造形、コーティング、修復などの様々な積層造形プロセスを実行することができる、プロセス制御システムおよびソリッドステート積層造形システムのプロセス制御のための方法を提供する。
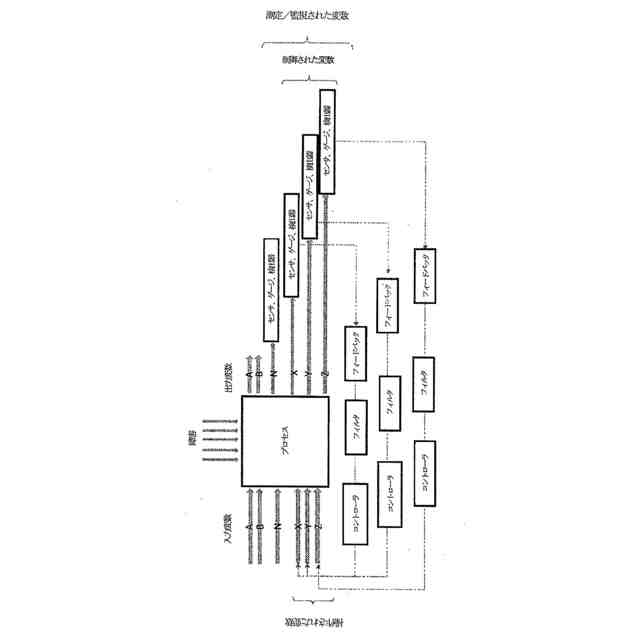
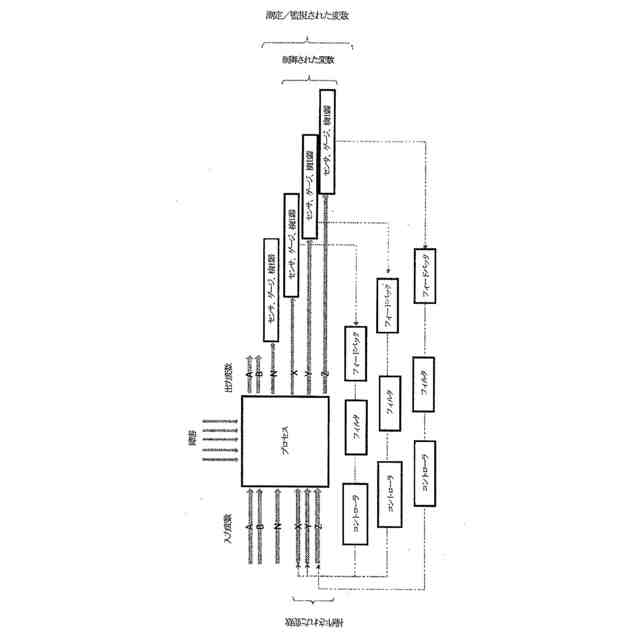
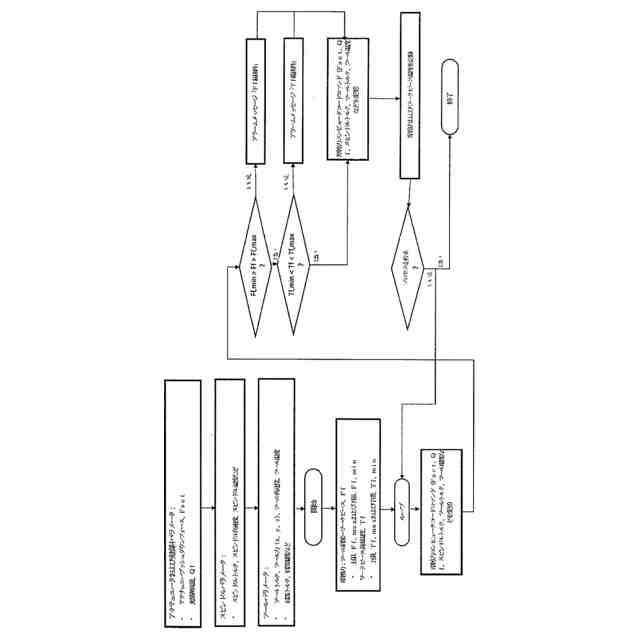
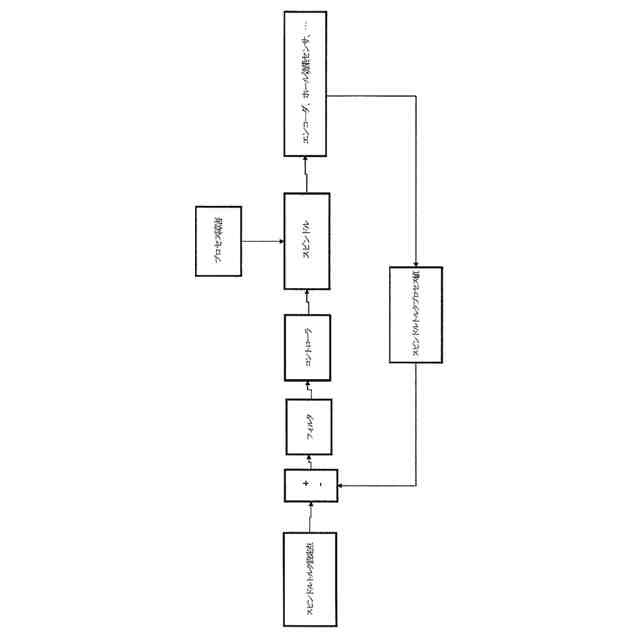
【解決手段】プロセス制御システムは、複数のプロセス変数、すなわち、材料温度、アクチュエータダウンフォース、ツール力(またはトルク)、ツール位置、ツール角速度および横方向速度、スピンドルトルク(角速度)、充填剤流量、充填剤組成、トラック幅、不活性ガス流量などを同時に測定、監視、および制御することができる。ソリッドステート積層造形システムへの充填材の連続供給のための供給システムも開示される。充填材は、粉末、顆粒、ブリケット、ビーズ、フレーク、ワイヤ、ロッド、フィルム、スクラップ片、シート、ブロック、またはそれらの組み合わせの形態であり得る。
【選択図】図1
特許請求の範囲
【請求項1】
ソリッドステート積層造形システムのプロセス制御のための方法であって、
ソリッドステート積層造形プロセスのための1つ以上のプロセス変数のセットを特定することと、
前記1つ以上のプロセス変数を制御することができる1つ以上のプロセス制御アルゴリズムを提供することであって、前記プロセス制御アルゴリズムは、
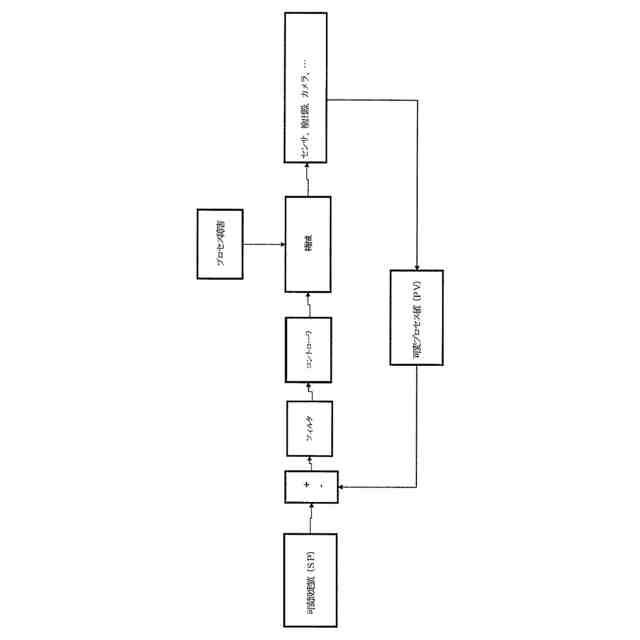
各プロセス変数に対してプロセス値(PV)を取得することと、
各プロセス変数に対して設定点(SP)を生成することと、
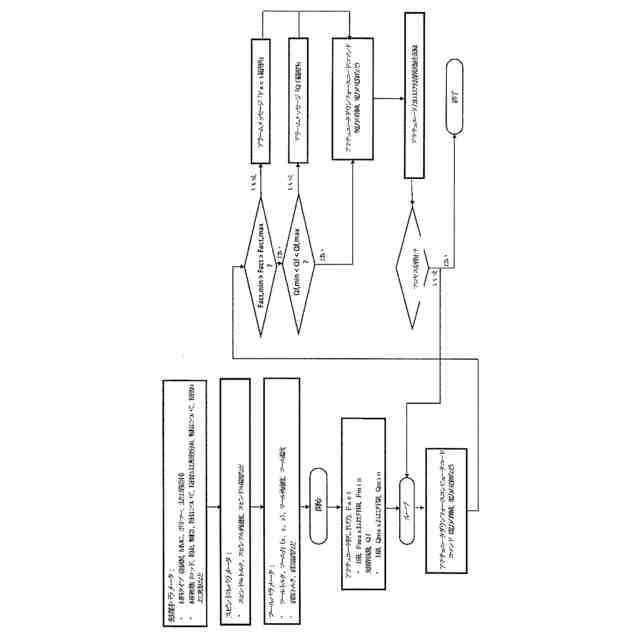
各プロセス変数に対してΔ=SP-PVを計算することと、
1つ以上の(または各)プロセス変数に対してΔが所定の範囲を超えているかどうかを判定することと、Δが前記所定の範囲を超えている場合、
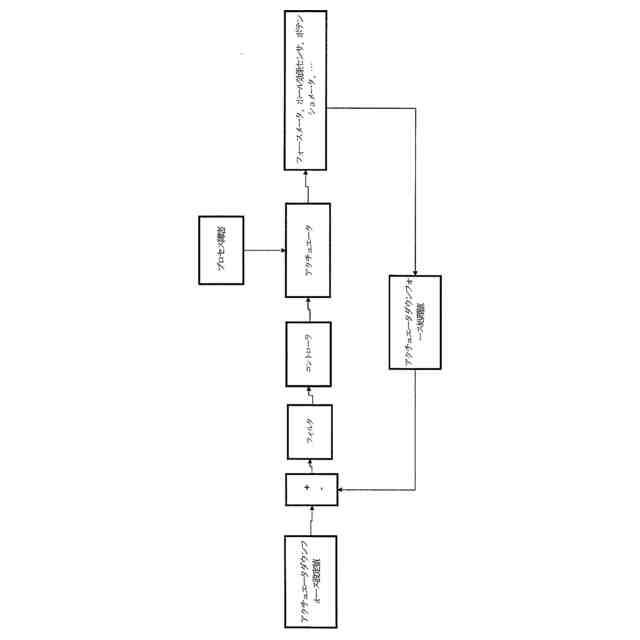
1つ以上の(または各)プロセス変数に対してフィードバック制御信号を生成することであって、前記フィードバック制御信号は、前記プロセス変数のうちの1つ以上と関連付けられた1つ以上のソリッドステート積層造形機械構成要素の動作を制御することができる、生成することと、を行うように構成される、提供することと、含む、方法。
続きを表示(約 970 文字)
【請求項2】
前記1つ以上のプロセス制御アルゴリズムは、1つ以上の多変数制御ループにおいて前記1つ以上のプロセス変数を制御することができる、請求項1に記載の方法。
【請求項3】
前記ソリッドステート積層造形プロセスは、3D構造の接合、コーティング、表面機能化、修復、および/もしくは積層造形、またはこれらのプロセスの任意の組み合わせを含む、請求項1に記載の方法。
【請求項4】
前記1つ以上のプロセス変数は、測定された変数、制御された変数、および操作された変数から選択される、請求項1に記載の方法。
【請求項5】
前記測定された変数、制御された変数、または操作された変数は、充填材温度、スピンドル温度、ツール温度、ツール位置、ダウンフォース、ツール圧力、スピンドルトルク、スピンドル角速度、ツールトルク、ツール横方向速度、ツール角速度、充填材流量、ガス流量、および/または振動のうちの1つ以上から選択される、請求項4に記載の方法。
【請求項6】
前記1つ以上のソリッドステート積層機械構成要素の動作を制御することをさらに含む、請求項1に記載の方法。
【請求項7】
前記1つ以上のソリッドステート積層機械構成要素の動作を制御することは、前記1つ以上のソリッドステート積層機械構成要素の移動を制御することを含む、請求項6に記載の方法。
【請求項8】
前記1つ以上のソリッドステート積層機械構成要素は、充填材またはロッドを押すことができるアクチュエータを含み、
移動を制御することは、前記アクチュエータの横方向移動を制御することを含む、請求項7に記載の方法。
【請求項9】
前記1つ以上のソリッドステート積層機械構成要素は、粉末状または粒状の充填材を含み、
移動を制御することは、前記粉末状または粒状の充填材の移動を制御することを含む、請求項7に記載の方法。
【請求項10】
前記1つ以上のソリッドステート積層機械構成要素は、スピンドルを含み、
移動を制御することは、前記スピンドルの回転移動を制御することを含む、請求項7に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、2018年3月12日に出願された米国仮出願第62/641,931号および2018年4月27日に出願された米国仮出願第62/633,595号の開示に従属し、それらの出願日に対する優先権および利益を主張し、それらの開示は、その全体が参照により本明細書に組み込まれる。
続きを表示(約 3,100 文字)
【発明の概要】
【0002】
本発明の実施形態は、ソリッドステート積層造形システムのためのプロセス制御システム、およびソリッドステート積層造形機械によって実行される様々な関連する動作を提供する。ソリッドステート積層造形機械は、異なる充填材、すなわち、金属、金属合金、金属基複合材料(MMC)、ポリマー、プラスチック、セラミック、複合材、ハイブリッド材料、および様々な傾斜組成の堆積が可能であり、充填材は、ロッド、ワイヤ、顆粒、粉末、粉末充填管、シート、不規則なフレーク、またはそれらの組み合わせの形態であり、ワークピース上および/またはワークピース内に堆積される。ソリッドステート積層造形機械によって材料を堆積させ、特定のプロセス条件を利用することによって、3Dおよび4D構造のコーティング、接合、表面機能化、修復、または製造を含むソリッドステート積層造形を達成し得る。実行されたプロセスおよびプロセス条件に応じて、堆積された材料は、入ってくる充填材に存在する構造と比較して、ナノおよび/またはマイクロレベルで異なる構造を有し得、勾配構造および/または組成物、多孔質構造、複数のナノ/マイクロ構造の組み合わせなどを有し得る。ソリッドステート積層造形プロセスで使用されるワークピースは、平坦または湾曲基板、継手(角継手、突き合わせ継手、重ね継手、T継手、および縁継手を含むが、これらに限定されない)、レール、パイプ、ウィンドウフレーム、自動車および航空宇宙の部品および構造、ならびに多くの他の構造を含むが、これらに限定されないほとんどすべての形状および/またはサイズであり得るか、またはそれらを含むことができる。
【0003】
ソリッドステート積層造形システムは、以下のプロセス、すなわち、コーティング、接合、表面機能化、3Dおよび4D構造の修復または製造のいずれかを実行することができるが、当該技術分野で既知の摩擦撹拌システムのいずれかとは本質的に異なる。既知の技術との主な相違は、ソリッドステート積層造形システムが、充填材として知られる材料をワークピース(複数可)に添加して、継手を生成する、欠陥箇所を修復する、部品をコーティングする、または積層3Dもしくは4D構造を生成することによって、ソリッドステート熱機械積層造形プロセスとして積層プロセスを実行していることである。ソリッドステート積層造形プロセスは、実際には、加工ゾーンにおける激しい摩擦に起因して生じる摩擦加熱を用いて、充填材をワークピース上またはワークピース中に堆積させ、材料(充填材およびワークピース材料)を混合して均質化し、かつ充填材が溶融することなく、堆積させた材料とワークピースとの間に化学的または物理的な結合を生成するソリッドステートプロセスである。
【0004】
簡潔に述べると、これらのソリッドステート積層造形プロセスの基本は、1.熱は、回転ツールとワークピース表面との間の摩擦によって生成され、2.生成した熱により、回転ツールの近傍でかなりの量の塑性変形が可能になり、3.実質的なひずみがワークピース材料に付与され、その微細構造の微細化をもたらし、4.ツールに隣接する材料が軟化し、軟化した材料が機械的に撹拌され、および/または5.材料の軟化と同時にまたは近接して、軟化した材料が、ツール肩部によって供給される機械的圧力を使用して、ツールの通路を介して添加された充填材と混合および接合される、ことを含む。
【0005】
これらのソリッドステート積層造形プロセスの利点のいくつかは、そのうちのいくつかのみが本明細書に記載されるが、1、それらは、ソリッドステートであり、しばしば単一ステッププロセスであり、2、熱に敏感かつ空気に敏感な材料で動作する可能性を提供し、3、事前の表面処理は必要ではなく、4、良好な寸法安定性(ソリッドステートで実行されるため、部品のゆがみが最小)を提供し、4、処理されたワークピースの表面深度に対して良好な制御を可能にし、5、摩擦によって熱が発生するため、エネルギーをほとんど消費せず、このため、材料の塑性変形を引き起こすための外部エネルギーは不要であり、6、基板(ワークピース)との優れた結合特性を促進し、7、良好な再現性を有し、8、プロセス自動化の可能性を提供する、ことを含む。したがって、ソリッドステート積層造形システムおよび関連するソリッドステート積層造形プロセスおよび技術は、主に、比較的低い外部エネルギーコスト、およびプロセスに刺激の強い化学物質が必要とされず、排気ガスおよび煙が生成されないという事実に起因して、環境にやさしいと考えられている。
【0006】
本発明は、金属基板に対する消耗性金属の摩擦加熱および圧縮/剪断荷重を使用して、基板の表面を処分、コーティング、修復、または改造するためのツールおよび方法に関する。より具体的には、本発明の実施形態は、スロートを有する非消耗性部材およびスロートに配置された消耗性部材を含むソリッドステート積層摩擦ベースの製造ツーリングを含み、消耗性充填材は、基板上への充填材の摩擦加熱および圧縮/剪断荷重を使用して、堆積中に連続的にスロートに導入されることができる。
【0007】
本発明者らは、摩擦ベースの製造ツールなどのソリッドステート積層造形ツールのための新しい堆積技術を開発した。この技術およびツーリングは、効率的かつ容易な方法で、金属基板などの基板上のコーティングの組成および堆積の修復、接合、および/または変更を可能にする。例えば、本発明者らは、非消耗性本体、ならびに圧縮荷重および摩擦加熱を使用して、基板に消耗性充填材を送達するように成形されている、本体を縦方向に通過する通路を画定するスロートを含むツールを開発した。そのようなツールは、基板と充填材との間の高品質な接着性、および故障に対する耐性が向上した高強度製品をもたらすことができる。
【0008】
本発明者らは、スピンドル内の消耗材料の蓄積による機械のダウン時間を短縮すること、ツールに消耗性材料を連続的に導入する方法を見出すこと、ならびに堆積プロセス中に供給材料の組成の変形を導入するためのプロセスおよび簡略化された方法で機能的に等級付けされた基板を調製するためのプロセスを開発することにより堆積プロセスの効率を改善することを含む、スピンドルに固体材料を供給することによって提示される機械的課題のいくつかの効果を低減することによって、この分野でさらなる進歩を遂げた。
【0009】
その分野のこのような進歩により、特殊合金のデジタル製造が可能になった。金属部品のための最先端のデジタル製造技術は、粉末冶金および融接ベースのプロセスを中心に進化してきた。これらの処理方法の両方は、同じ組成の作製金属と比較して、機械的および物理的特性が劣る部品をもたらす。加えて、最速プロセスでさえも生産速度は、比較的低く(Tiでは約40ポンド/時間)、部品エンベロープは、数立方フィートに制限される。
【0010】
これらの特定の造形上の困難のいくつかに対処するために、本発明者らは、専門の高強度鋼および超微細な合金を含む幅広い合金から、手頃な価格の完全密度のニアネットシェイプ構成要素造形を可能にすることができる、新規の高速かつ大容量の作製金属堆積技術を開発した。複雑な作製合金構成要素を最初から迅速に製造するための能力は、デジタル造形および戦闘即応性の飛躍的な進歩を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
18日前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
3日前
トヨタ自動車株式会社
鋳バリ抑制方法
19日前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社クボタ
弁箱用の消失模型
4か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
新東工業株式会社
粉末除去装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
23日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
新東工業株式会社
測定装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
山陽特殊製鋼株式会社
取鍋
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5日前
株式会社神戸製鋼所
鋼の製造方法
2か月前
株式会社荏原製作所
造形ノズル
3か月前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































