TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024156624
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2024068938,2023555507
出願日
2024-04-22,2023-04-24
発明の名称
接合構造体の製造方法
出願人
第一電通株式会社
代理人
弁理士法人ぱてな
主分類
B29C
65/72 20060101AFI20241029BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】強度の向上を実現可能な接合構造体を提供する。
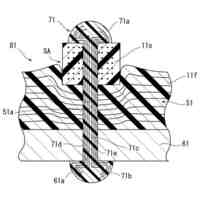
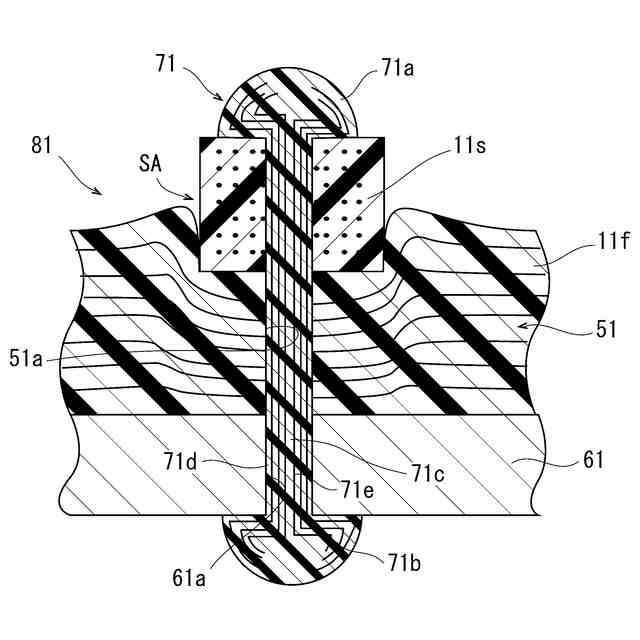
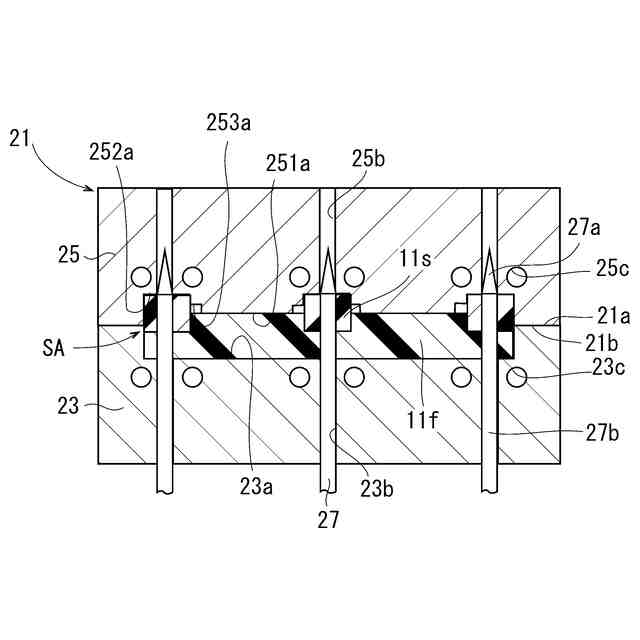
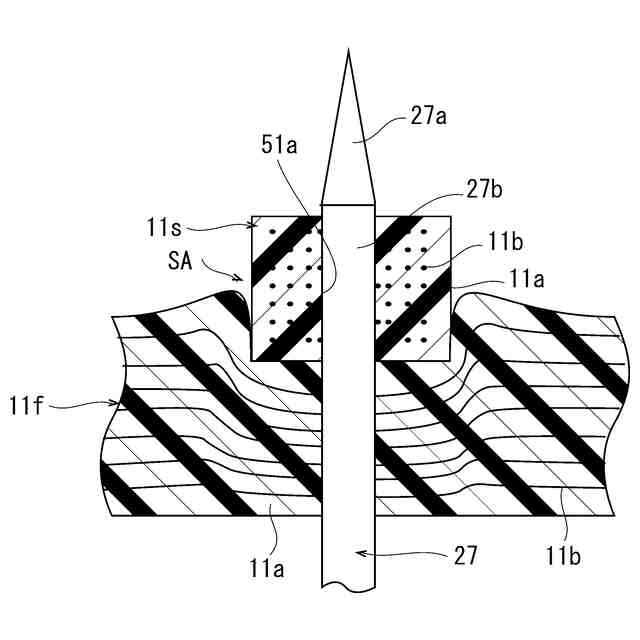
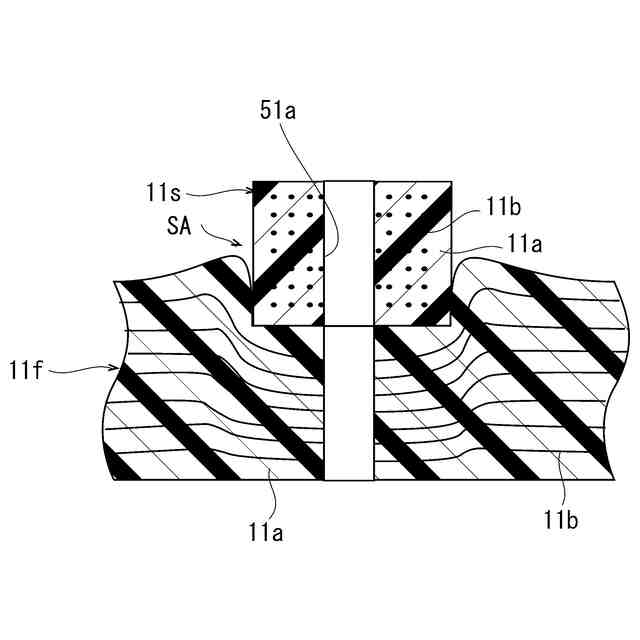
【解決手段】接合構造体の製造方法は、セット工程において、キャビティ内に第1、2プリプレグ11f、11sを設ける。第1、2プリプレグ11f、11sは、第1炭素繊維の延びる第1方向と第2炭素繊維の延びる第2方向とが交差し、第1方向及び第2方向と直交する第3方向に特定範囲SAで重なる。型締め工程では、セット工程後、第1型と第2型とを型締めする。穴開け工程では、特定範囲SAに対してニードルを先端部から第3方向に進入させ、ニードル27で接続穴51aを形成する。射出工程では、キャビティ内に射出材料を射出して構造体51を成形する。接合工程では、構造体51と、相手材61とをリベット71によって接合して接合構造体81とする。
【選択図】図14
特許請求の範囲
【請求項1】
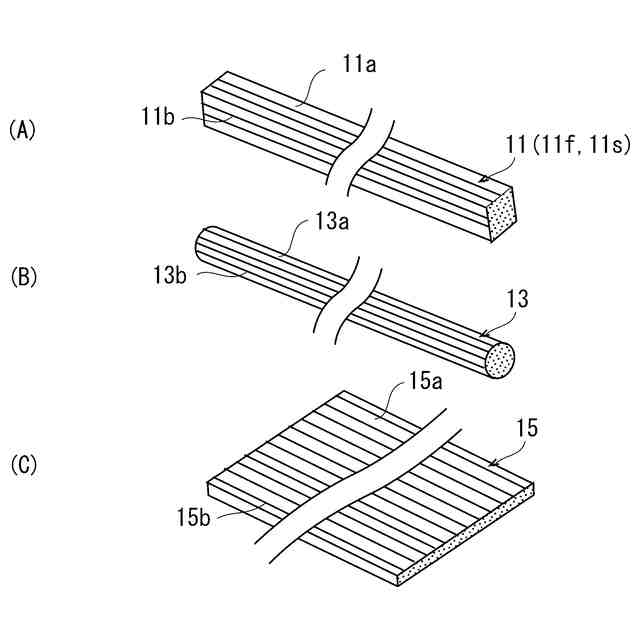
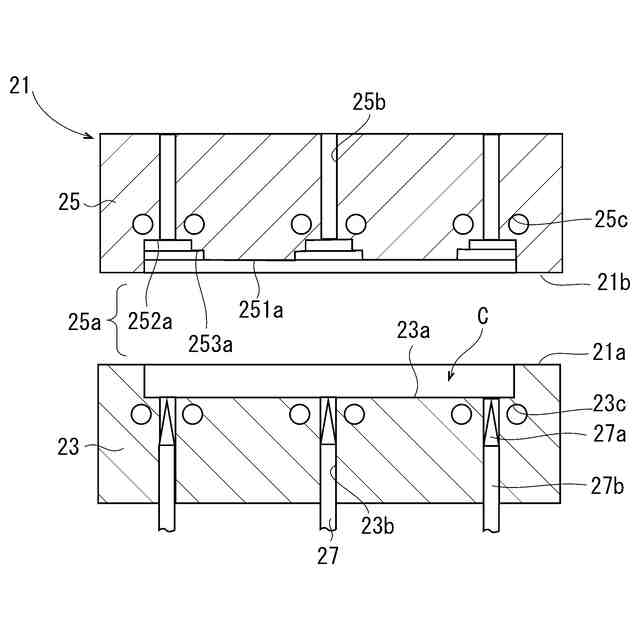
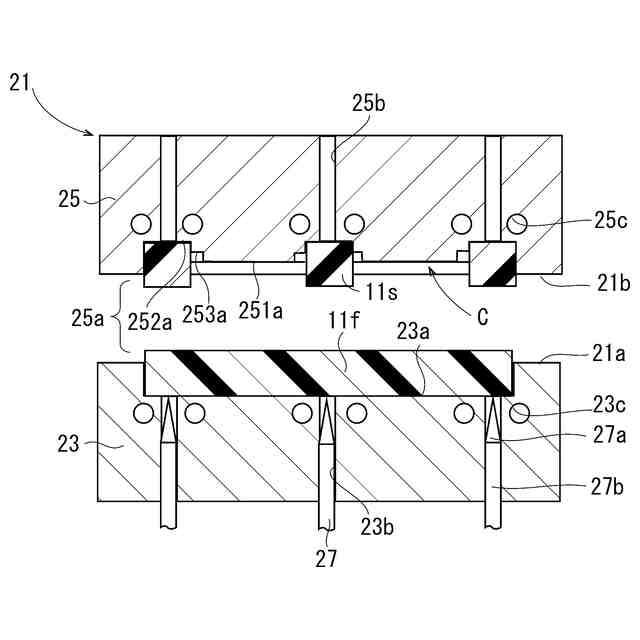
第1熱可塑性樹脂からなる第1母材内に1方向のみに延びる複数本の第1炭素繊維を有し、前記第1炭素繊維の延びる第1方向に長いロッド状の第1プリプレグと、第2熱可塑性樹脂からなる第2母材内に1方向のみに延びる複数本の第2炭素繊維を有し、前記第2炭素繊維の延びる第2方向に長いロッド状の第2プリプレグと、第1型と、前記第1型とともにキャビティを形成する第2型と、尖った先端部を有するニードルと、第3熱可塑性樹脂を含み、前記キャビティ内に射出される射出材料とを準備する準備工程と、
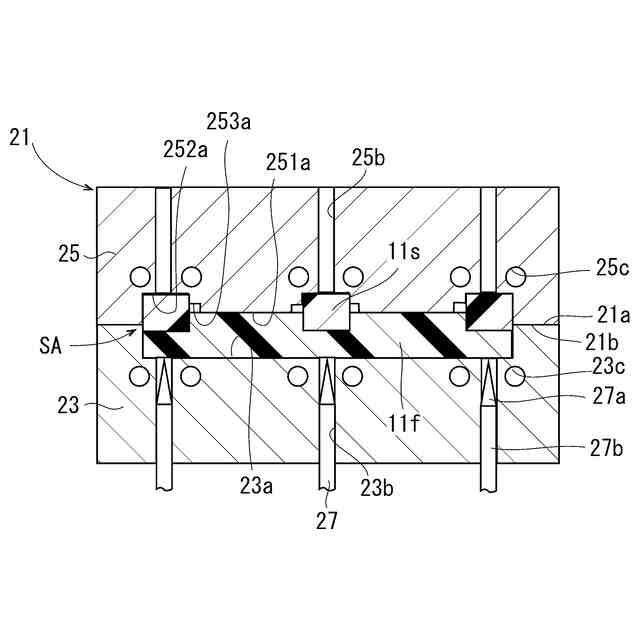
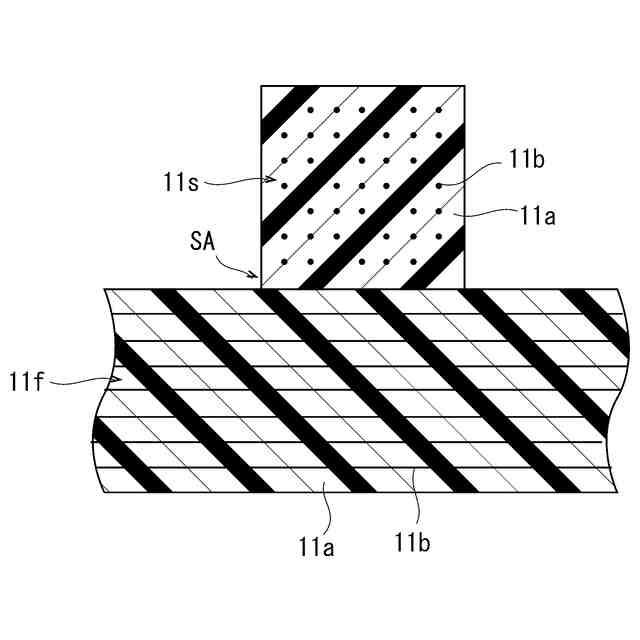
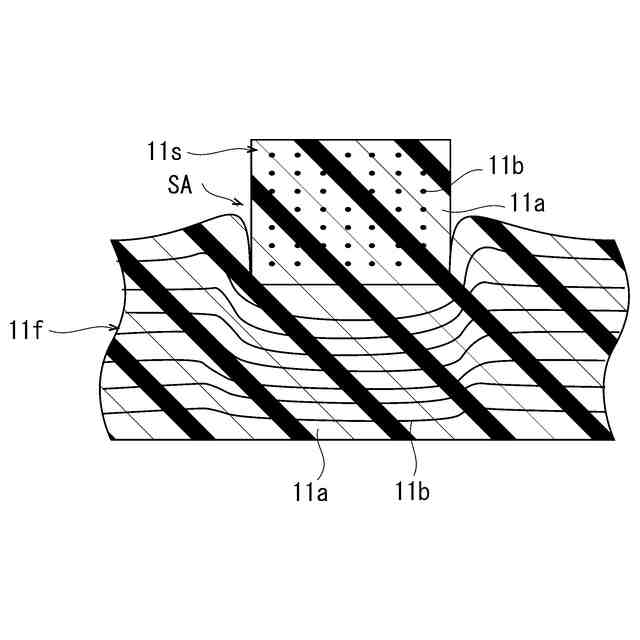
前記キャビティ内に前記第1プリプレグを設けるとともに、前記第1方向と前記第2方向とが交差する特定範囲において、前記第1方向及び前記第2方向と直交する第3方向で重なるように、前記キャビティ内に前記第1プリプレグを設けるセット工程と、
前記セット工程後、前記第1型と前記第2型とを型締めする型締め工程と、
前記型締め工程中又は前記型締め工程後、前記特定範囲に対して前記ニードルを前記先端部から前記第3方向に進入させ、前記ニードルで接続穴を形成する穴開け工程と、
前記穴開け工程中又は前記穴開け工程後、前記キャビティ内に前記射出材料を射出して構造体を成形する射出工程と、
前記構造体と、相手材とをリベットによって接合して接合構造体とする接合工程とを備え、
前記第3熱可塑性樹脂は、前記第1熱可塑性樹脂及び前記第2熱可塑性樹脂よりも融点が高く、
前記射出工程では、前記接続穴に前記ニードルを残しつつ前記射出材料を射出することを特徴とする接合構造体の製造方法。
続きを表示(約 150 文字)
【請求項2】
前記相手材は前記接続穴と整合する挿入穴を有し、
前記リベットは、第5熱可塑性樹脂からなる第5母材内に1方向に延びる複数本の第5炭素繊維を有する請求項1記載の接合構造体の製造方法。
【請求項3】
前記ニードルを前記リベットとする請求項2記載の接合構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は接合構造体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に従来の接合構造体が開示されている。この接合構造体は、熱可塑性樹脂又は熱硬化性樹脂からなる母材内に炭素繊維を有する2枚のCFRP(Carbon Fiber Reinforced Plastics)製の構造体がリベットによって接合されている。
【0003】
CFRP製の構造体は、金属製の構造体と比較し、軽量でありながら高強度である他、疲労特性や腐食性に優れている。特に、CFRP製の複数の構造体がリベットによって接合された接合構造体は、接着剤を用いる必要がないことから、接合時間の短縮、低コストの他、高い耐久性等の長所を発揮する。このため、接合構造体は、自動車等の分野において、部品等への適用が広く期待されている。
【先行技術文献】
【特許文献】
【0004】
国際公開2012/117737号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記従来の接合構造体は、2枚の構造体をリベットによって打ち抜くことによって得られることから、各構造体中の炭素繊維がリベットによって切断され易く、構造体の接合面に沿った方向の引張強度が損なわれる。
【0006】
特に、第1構造体中の炭素繊維が第1方向に延び、第2構造体中の炭素繊維が第1方向と直交等、交差する第2方向に延び、これら第1構造体と第2構造体とを上記のように接合した接合構造体では、第1構造体中の炭素繊維がリベットが貫設する接合穴によって第1方向で切断され易いとともに、第2構造体中の炭素繊維も同じ接合穴によって第2方向で切断され易い。このため、接合構造体は、引張強度が第1方向及び第2方向で低下してしまう。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであって、強度の向上を実現可能な接合構造体を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0008】
本発明の接合構造体の製造方法は、第1熱可塑性樹脂からなる第1母材内に1方向のみに延びる複数本の第1炭素繊維を有し、前記第1炭素繊維の延びる第1方向に長いロッド状の第1プリプレグと、第2熱可塑性樹脂からなる第2母材内に1方向のみに延びる複数本の第2炭素繊維を有し、前記第2炭素繊維の延びる第2方向に長いロッド状の第2プリプレグと、第1型と、前記第1型とともにキャビティを形成する第2型と、尖った先端部を有するニードルと、第3熱可塑性樹脂を含み、前記キャビティ内に射出される射出材料とを準備する準備工程と、
前記キャビティ内に前記第1プリプレグを設けるとともに、前記第1方向と前記第2方向とが交差する特定範囲において、前記第1方向及び前記第2方向と直交する第3方向で重なるように、前記キャビティ内に前記第1プリプレグを設けるセット工程と、
前記セット工程後、前記第1型と前記第2型とを型締めする型締め工程と、
前記型締め工程中又は前記型締め工程後、前記特定範囲に対して前記ニードルを前記先端部から前記第3方向に進入させ、前記ニードルで接続穴を形成する穴開け工程と、
前記穴開け工程中又は前記穴開け工程後、前記キャビティ内に前記射出材料を射出して構造体を成形する射出工程と、
前記構造体と、相手材とをリベットによって接合して接合構造体とする接合工程とを備え、
前記第3熱可塑性樹脂は、前記第1熱可塑性樹脂及び前記第2熱可塑性樹脂よりも融点が高く、
前記射出工程では、前記接続穴に前記ニードルを残しつつ前記射出材料を射出することを特徴とする。
【0009】
穴開け工程を常温で行うことが好ましい。
【0010】
穴開け工程では、特定範囲の第1熱可塑性樹脂及び第2熱可塑性樹脂が軟化するように加熱することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
第一電通株式会社
接合構造体の製造方法
1か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
プリプレグテープ
3か月前
津田駒工業株式会社
連続成形機
10か月前
CKD株式会社
型用台車
15日前
シーメット株式会社
光造形装置
8日前
株式会社日本製鋼所
押出機
3か月前
グンゼ株式会社
ピン
22日前
個人
射出ミキシングノズル
2か月前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
4か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社リコー
シート剥離装置
4か月前
株式会社FTS
成形装置
8日前
三菱自動車工業株式会社
予熱装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
28日前
株式会社リコー
シート処理システム
4か月前
KTX株式会社
シェル型の作製方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
株式会社城北精工所
押出成形用ダイ
9か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
トヨタ自動車株式会社
真空成形方法
7か月前
日東工業株式会社
インサート成形機
1か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社リコー
シート処理システム
4か月前
トヨタ自動車株式会社
3Dプリンタ
29日前
小林工業株式会社
振動溶着機
6か月前
株式会社日本製鋼所
射出成形機
6か月前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社イクスフロー
成形装置
9か月前
株式会社FTS
ブローニードル
1か月前
NISSHA株式会社
加飾成形品の製造方法
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ