TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024153172
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2023066901
出願日
2023-04-17
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20241022BHJP(基本的電気素子)
要約
【課題】第1ウェーハと第2ウェーハとが重ねられた積層ウェーハの第1ウェーハの周縁部を切削する際に、第1ウェーハの切削が完了したことを適切に検出して第2ウェーハへの切削ブレードの切り込みを制御できる加工方法を提供する。
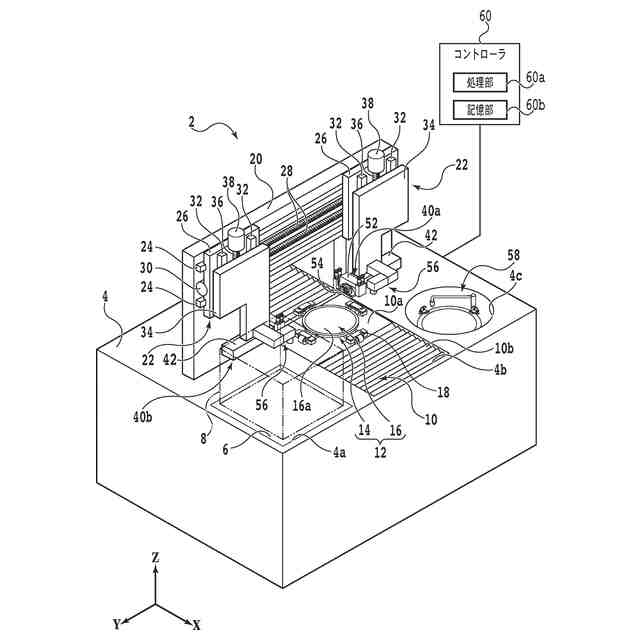
【解決手段】
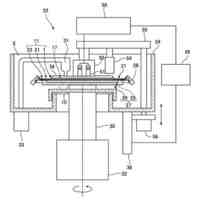
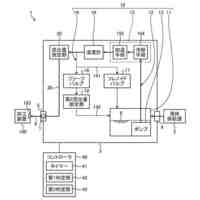
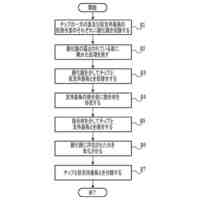
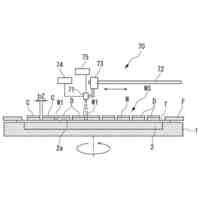
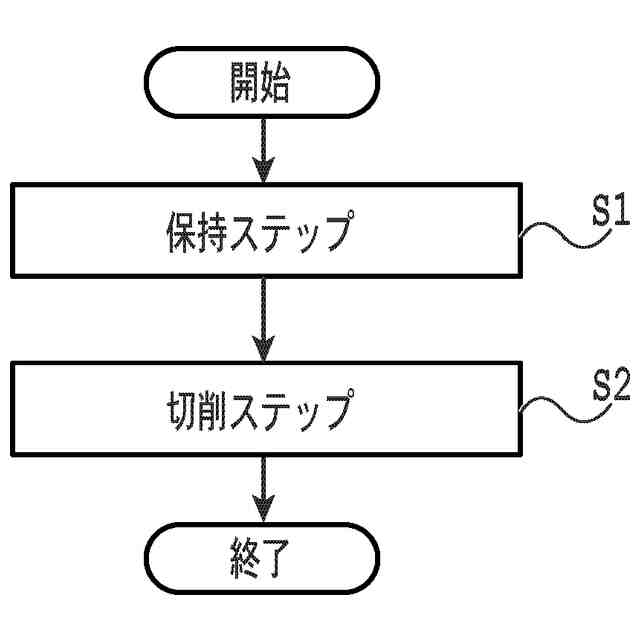
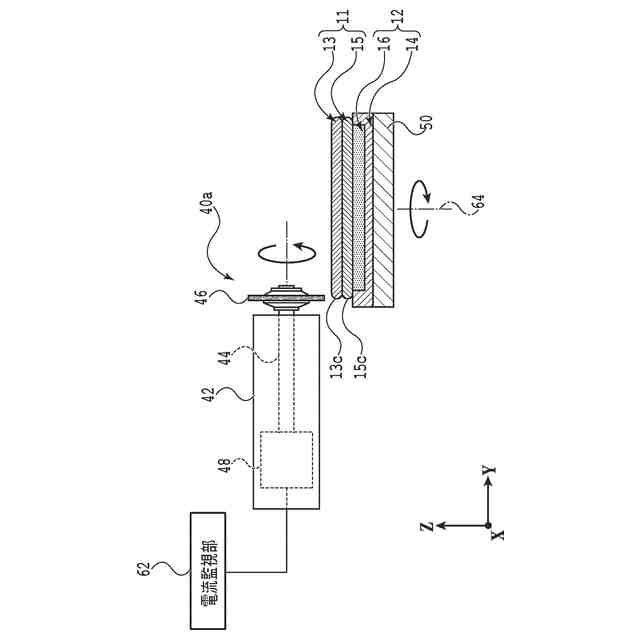
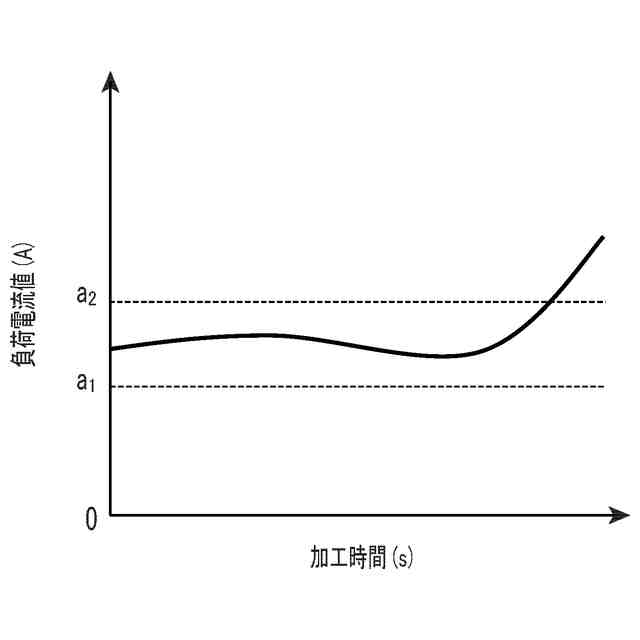
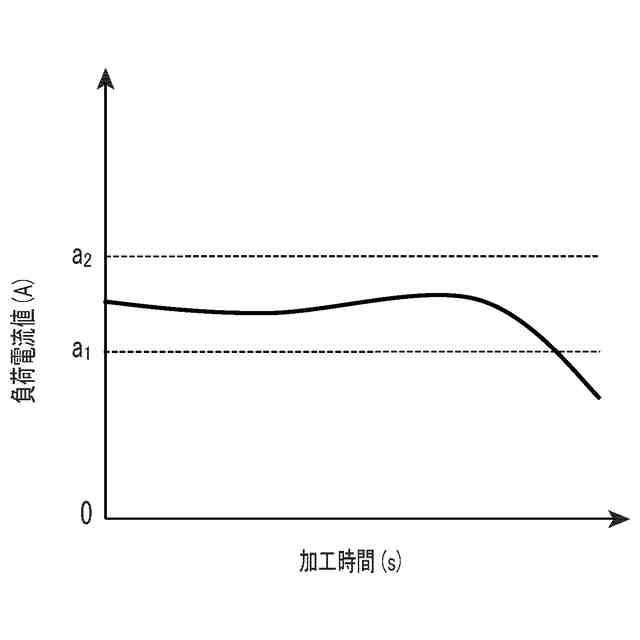
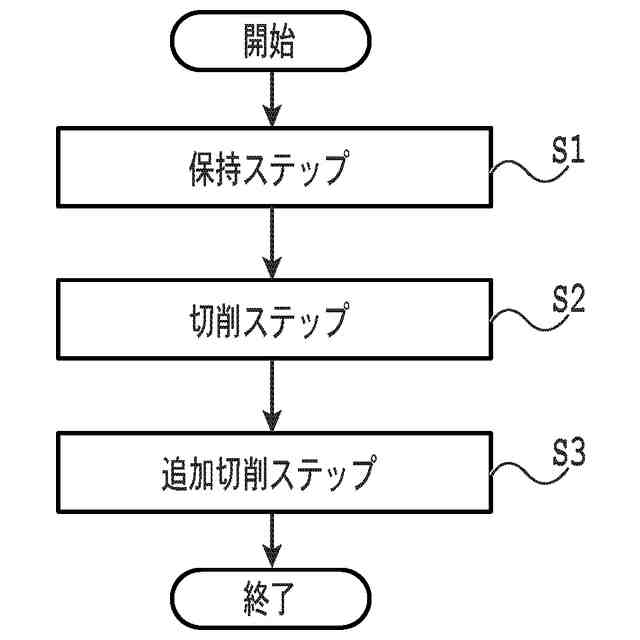
積層ウェーハの第2ウェーハ側を保持する保持ステップと、先端部に切削ブレードが装着されたスピンドルをモータにより回転させた状態で、第1ウェーハの該面に対して垂直な方向に沿って積層ウェーハとスピンドルとを相対的に移動させ、第1ウェーハの面に対して垂直な方向に沿う回転軸の周りに積層ウェーハを回転させることにより、第1ウェーハに切削ブレードを切り込ませて第1ウェーハの周縁部を切削する切削ステップと、を含み、切削ステップでは、モータを流れる電流の電流値を監視し、電流値がしきい値により規定される範囲から外れたことを検出する。
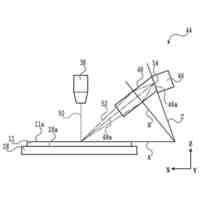
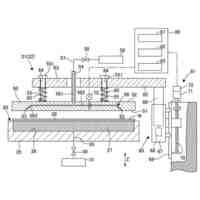
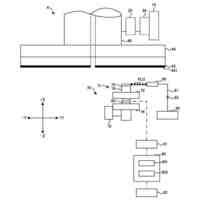
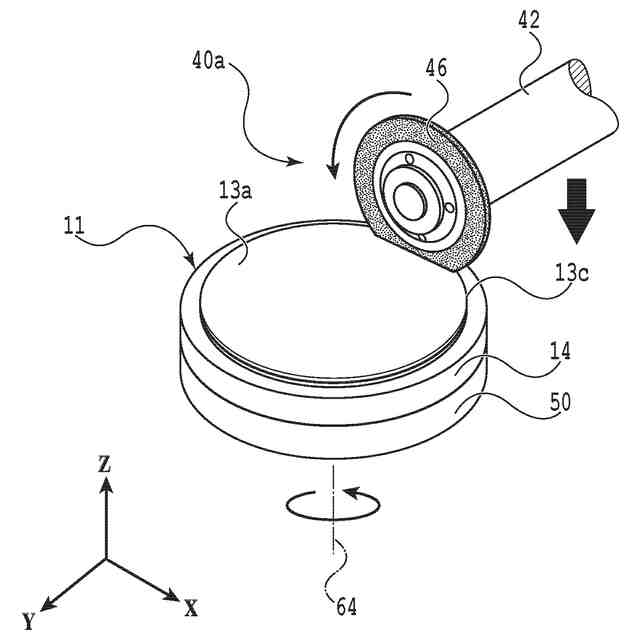
【選択図】図3
特許請求の範囲
【請求項1】
第1ウェーハと第2ウェーハとが重ねられた積層ウェーハの該第1ウェーハの周縁部を加工する加工方法であって、
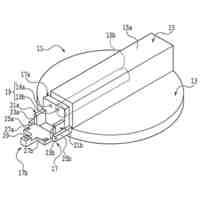
該第1ウェーハの該第2ウェーハと重ねられている面と反対側の面が露出するように該積層ウェーハの該第2ウェーハ側を保持する保持ステップと、
先端部に切削ブレードが装着されたスピンドルをモータにより回転させた状態で、該第1ウェーハの該面に対して垂直な方向に沿って該積層ウェーハと該スピンドルとを相対的に移動させ、該第1ウェーハの該面に対して垂直な方向に沿う回転軸の周りに該積層ウェーハを回転させることにより、該第1ウェーハに該切削ブレードを切り込ませて該第1ウェーハの該周縁部を切削する切削ステップと、を含み、
該切削ステップでは、該モータを流れる電流の電流値を監視し、該電流値がしきい値により規定される範囲から外れたことを検出する加工方法。
続きを表示(約 290 文字)
【請求項2】
該切削ステップでは、該電流値がしきい値により規定される範囲から外れた時点で該積層ウェーハと該スピンドルとの相対的な移動を止める請求項1に記載の加工方法。
【請求項3】
該切削ステップでは、該積層ウェーハと該スピンドルとを相対的に移動させながら該積層ウェーハを回転させる請求項1又は請求項2に記載の加工方法。
【請求項4】
該切削ステップの後、該積層ウェーハと該スピンドルとの相対的な移動を止めた状態で該回転軸の周りに該積層ウェーハを回転させる追加切削ステップを更に含む請求項1又は請求項2に記載のウェーハの面取り加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体デバイスの製造工程では、ウェーハの表面に複数のストリートが格子状に設定され、この複数のストリートによって区画された複数の領域のそれぞれに、IC(Integrated circuit)及びLSI(Large Scale Integration)等のデバイスが形成される。このウェーハは、例えば、研削装置等により裏面側を研削されて所定の厚みに薄化された後、切削装置等によりストリートに沿って切断され、個々の領域に分割される。これにより、それぞれがデバイスを有する複数の半導体デバイスチップが得られる。
【0003】
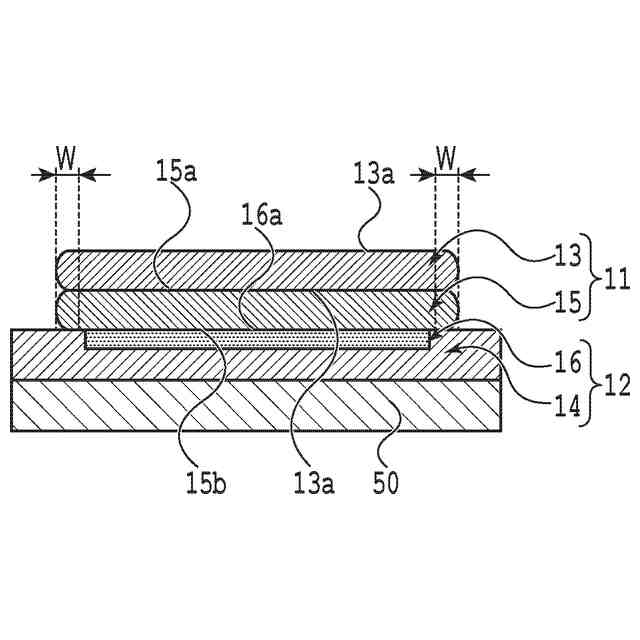
ウェーハの周縁部には、このウェーハの機械的な強度を高めるために、周縁部の角が除去され丸みを帯びた面取り部が形成されている。このような面取り部が形成されたウェーハを、例えば、厚みが半分以下になるまで薄化すると、ウェーハの周縁部の形状が薄く鋭利な形状(所謂シャープエッジ)となり、その部分の機械的な強度が低下することによりウェーハが破損する可能性がある。これを防ぐために、ウェーハの周縁部を切削して面取り部を除去(トリミング)してから、ウェーハを薄化する技術が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2000-173961号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
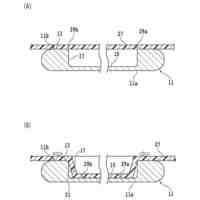
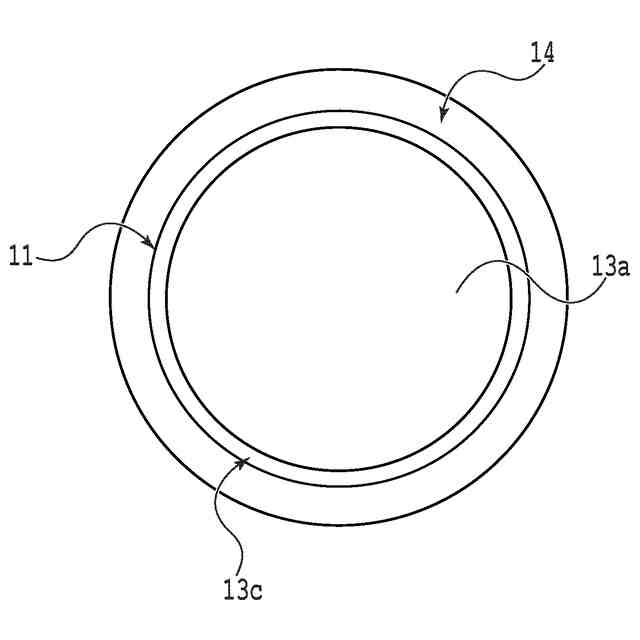
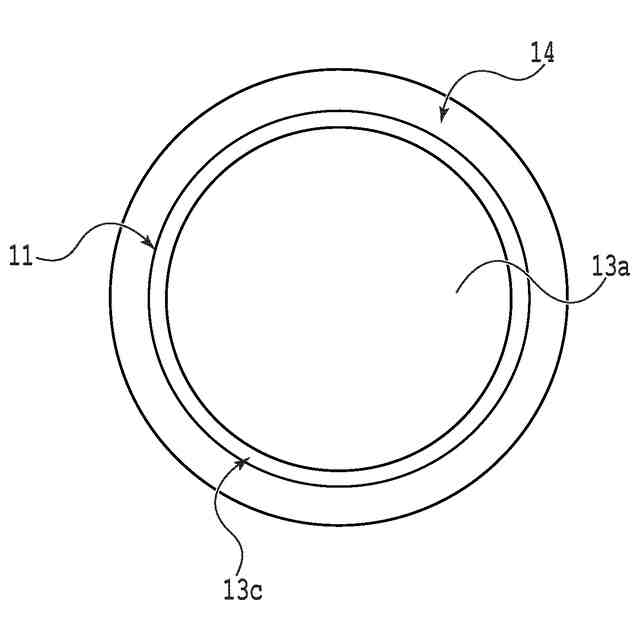
ところで、上述のようなウェーハは、別のウェーハに重ねられた積層ウェーハの状態で研削されることがある。例えば、研削の対象となる第1ウェーハに対して接合や接着等の方法で第2ウェーハが重ねられている場合には、第1ウェーハの周縁部を切削することにより、第1ウェーハの面取り部が除去される。
【0006】
しかしながら、第1ウェーハの材質と第2ウェーハの材質とが異なる場合に、第1ウェーハの周縁部の切削後に切削ブレードが第2ウェーハにまで切り込んでしまうと、様々な問題が引き起こされる。例えば、第2ウェーハの硬度が第1ウェーハの硬度よりも高い場合には、切削ブレードが第2ウェーハにまで切り込むことよって、切削加工の負荷が極端に増大し、ウェーハの加工不良や、切削ブレードの異常消耗等が発生する可能性が高い。
【0007】
よって、本発明の目的は、第1ウェーハと第2ウェーハとが重ねられた積層ウェーハの第1ウェーハの周縁部を切削する際に、第1ウェーハの切削が完了したことを適切に検出して第2ウェーハへの切削ブレードの切り込みを制御できる加工方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の一側面によれば、第1ウェーハと第2ウェーハとが重ねられた積層ウェーハの第1ウェーハの周縁部を加工する加工方法であって、該第1ウェーハの該第2ウェーハと重ねられている面とは反対側の面が露出するように該積層ウェーハの該第2ウェーハ側を保持する保持ステップと、先端部に切削ブレードが装着されたスピンドルをモータにより回転させた状態で、該第1ウェーハの該面に対して垂直な方向に沿って該積層ウェーハと該スピンドルとを相対的に移動させ、該第1ウェーハの該面に対して垂直な方向に沿う回転軸の周りに該積層ウェーハを回転させることにより、該第1ウェーハに該切削ブレードを切り込ませて該第1ウェーハの該周縁部を切削する切削ステップと、を含み、該切削ステップでは、該モータを流れる電流の電流値を監視し、該電流値がしきい値により規定される範囲から外れたことを検出する加工方法が提供される。
【0009】
好ましくは、該切削ステップでは、該電流値がしきい値により規定される範囲から外れた時点で該積層ウェーハと該スピンドルとの相対的な移動を止める。
【0010】
好ましくは、該切削ステップでは、該積層ウェーハと該スピンドルとを相対的に移動させながら該積層ウェーハを回転させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
試験装置
13日前
株式会社ディスコ
確認装置
28日前
株式会社ディスコ
研磨装置
20日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工方法
21日前
株式会社ディスコ
加工方法
21日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
冷却機構
28日前
株式会社ディスコ
カセット
13日前
株式会社ディスコ
加工工具
今日
株式会社ディスコ
処理装置
7日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研削方法
29日前
株式会社ディスコ
ドローン
今日
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研削装置
7日前
株式会社ディスコ
処理システム
7日前
株式会社ディスコ
粉体分離装置
7日前
株式会社ディスコ
バリ除去装置
今日
株式会社ディスコ
チャックテーブル
29日前
株式会社ディスコ
治具及び加工装置
28日前
株式会社ディスコ
保持具及びケース
29日前
株式会社ディスコ
定温液体供給装置
今日
株式会社ディスコ
積層体の製造方法
今日
株式会社ディスコ
保護膜の剥離方法
1日前
株式会社ディスコ
ウエーハ分割装置
今日
株式会社ディスコ
ウエーハの加工方法
21日前
株式会社ディスコ
ウエーハの加工方法
今日
株式会社ディスコ
ウェーハの処理方法
7日前
株式会社ディスコ
ウェーハの研削方法
7日前
株式会社ディスコ
被加工物の分割方法
28日前
株式会社ディスコ
被加工物の研削方法
1日前
株式会社ディスコ
ウェーハの分割方法
22日前
株式会社ディスコ
インゴットの検査方法
1日前
株式会社ディスコ
SiC基板の加工方法
20日前
株式会社ディスコ
チャックテーブル機構
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ