TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024152961
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2024143179,2020105494
出願日
2024-08-23,2020-06-18
発明の名称
セラミックス焼結体の製造方法、電極埋設部材の製造方法、および電極埋設部材
出願人
日本特殊陶業株式会社
代理人
個人
,
個人
主分類
C04B
37/02 20060101AFI20241018BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】大電流化に対応できるビアを有するセラミックス焼結体の製造方法、電極埋設部材の製造方法、および電極埋設部材を提供する。
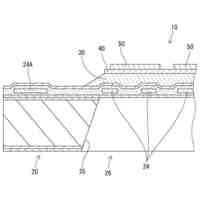
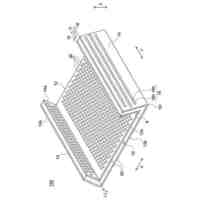
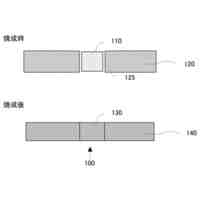
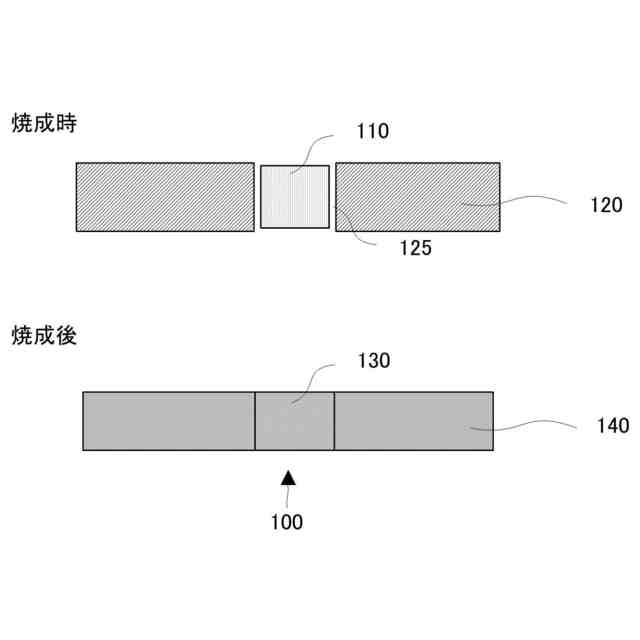
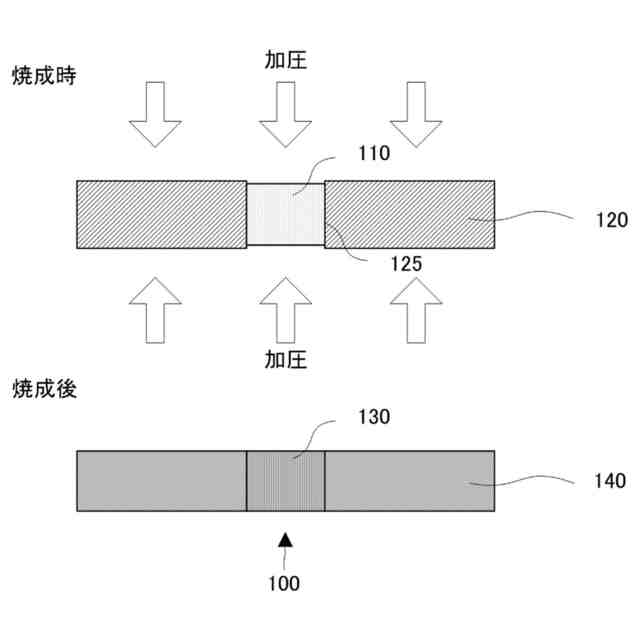
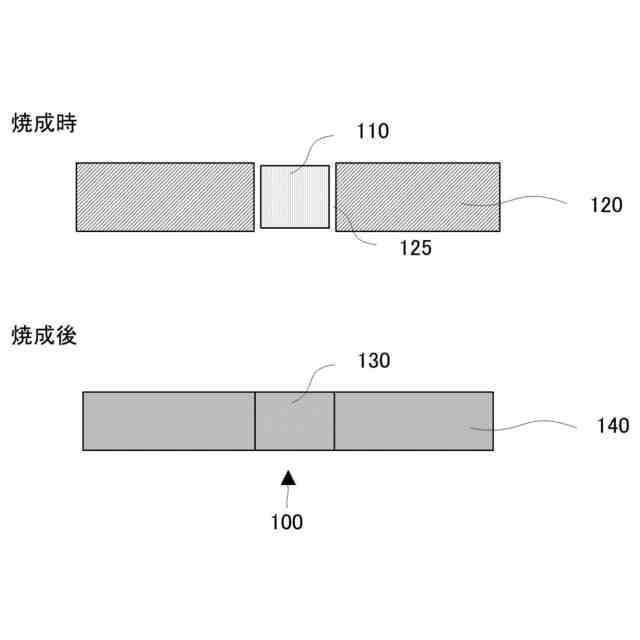
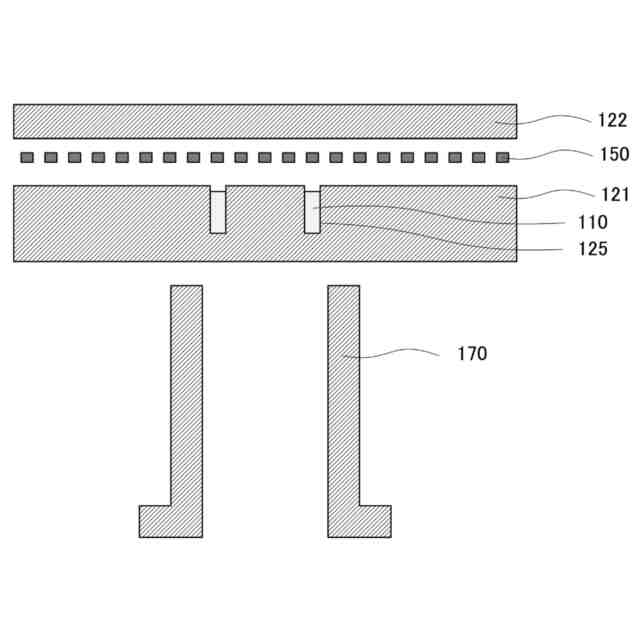
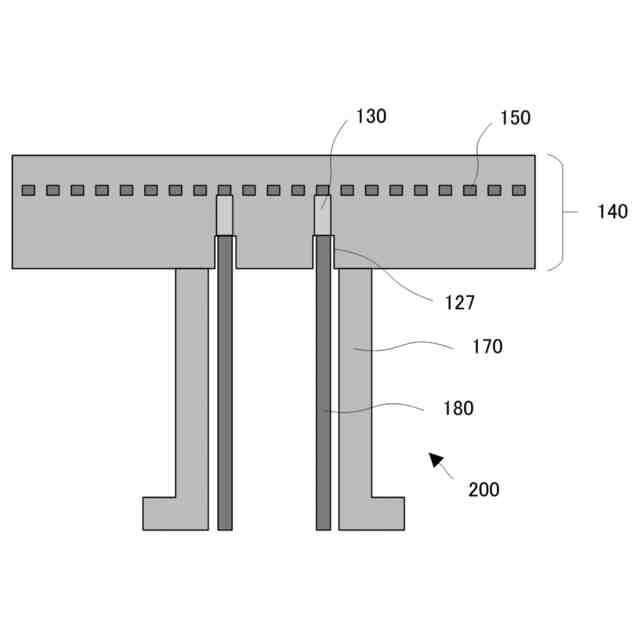
【解決手段】ビアを有するセラミックス焼結体100の製造方法であって、タングステン、モリブデン、またはこれらのうち少なくとも1つを含む材料により形成され、焼結により前記ビア130となる多孔体110を準備する工程と、平板状のセラミックス成形体120を準備し、前記セラミックス成形体120に前記多孔体110が配置される穴部125を設ける工程と、前記穴部125に前記多孔体110を配置する工程と、前記多孔体110が配置された前記セラミックス成形体120を焼成する工程と、を含み、前記多孔体110は、前記セラミックス成形体120と同時に焼成されて、前記セラミックス焼結体に埋設された前記ビア130となる。
【選択図】図3
特許請求の範囲
【請求項1】
ビアを有するセラミックス焼結体の製造方法であって、
タングステン、モリブデン、またはこれらのうち少なくとも1つを含む材料により形成され、焼結により前記ビアとなる多孔体を準備する工程と、
平板状のセラミックス成形体を準備し、前記セラミックス成形体に前記多孔体が配置される穴部を設ける工程と、
前記穴部に前記多孔体を配置する工程と、
前記多孔体が配置された前記セラミックス成形体を焼成する工程と、を含み、
前記多孔体は、前記セラミックス成形体と同時に焼成されて、前記セラミックス焼結体に埋設された前記ビアとなることを特徴とするセラミックス焼結体の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記多孔体は、前記穴部に隙間なく配置され、
前記セラミックス成形体を焼成する工程は、前記多孔体の高さ方向に加圧する1軸ホットプレス焼成により焼成することを特徴とする請求項1に記載のセラミックス焼結体の製造方法。
【請求項3】
前記多孔体は、前記セラミックス成形体を焼成する工程後に最大径1.0mm以上、高さ1.0mm以上の円柱状になるように形成されていることを特徴とする請求項1または請求項2に記載のセラミックス焼結体の製造方法。
【請求項4】
ビアを有する電極埋設部材の製造方法であって、
タングステン、モリブデン、またはこれらのうち少なくとも1つを含む材料により形成され、焼成により前記ビアとなる多孔体を準備する工程と、
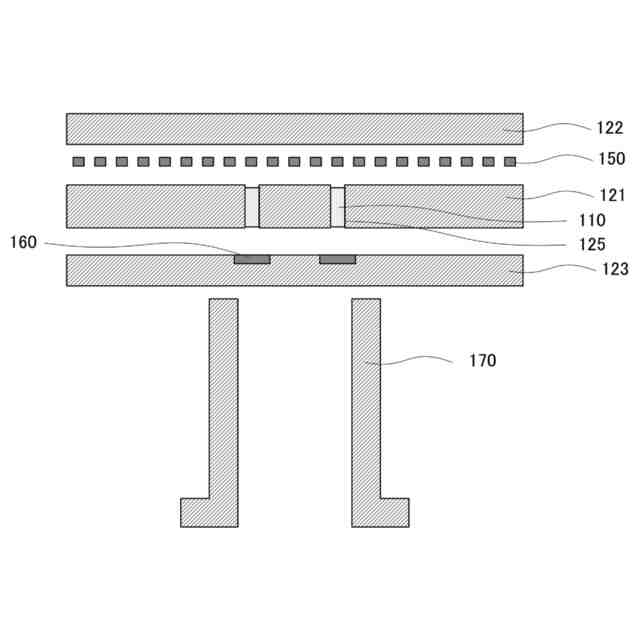
平板状の第1のセラミックス成形体を準備し、前記第1のセラミックス成形体に前記多孔体が配置される穴部を設ける工程と、
前記穴部に前記多孔体を配置する工程と、
内部電極を準備し、前記穴部と重なるように前記第1のセラミックス成形体の上面に前記内部電極を配置する工程と、
前記内部電極および前記多孔体が配置された前記第1のセラミックス成形体の上面に、第2のセラミックス成形体を配置する工程と、
前記第1および第2のセラミックス成形体を焼成する工程と、を含み、
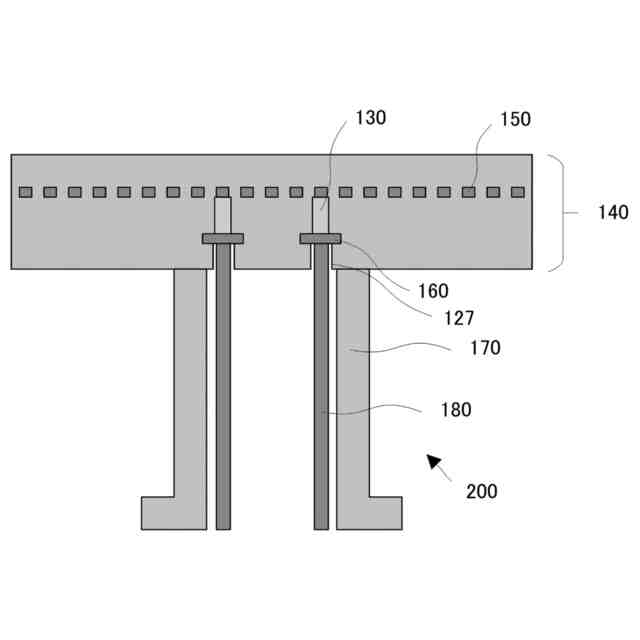
前記多孔体は、前記第1および第2のセラミックス成形体と同時に焼成されて、セラミックス焼結体に埋設され、前記内部電極に電気的に接続された前記ビアとなることを特徴とする電極埋設部材の製造方法。
【請求項5】
第2の内部電極を準備し、前記穴部と重なるように前記第1のセラミックス成形体の下面に前記第2の内部電極を配置する工程と、
前記第2の内部電極および前記多孔体が配置された前記第1のセラミックス成形体の下面に、第3のセラミックス成形体を配置する工程をさらに含み、前記穴部は前記第1のセラミックス成形体を貫通し、
前記多孔体は、前記第1、第2、および第3のセラミックス成形体と同時に焼成されて、セラミックス焼結体に埋設され、前記内部電極と前記第2の内部電極とを電気的に接続する前記ビアとなることを特徴とする請求項4に記載の電極埋設部材の製造方法。
【請求項6】
セラミックス焼結体により形成された基体と、
前記基体の内部の複数の層に埋設された複数の内部電極と、
前記基体の内部に埋設され、前記複数の内部電極のうち少なくとも2つを電気的に接続するビアと、を備え、
前記ビアは、タングステン、モリブデン、またはこれらのうち少なくとも1つを含む材料により形成され、
前記ビアは、最大径1.0mm以上、高さ1.0mm以上の柱状に形成されていることを特徴とする電極埋設部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ビアを有するセラミックス焼結体の製造方法、電極埋設部材の製造方法、および電極埋設部材に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
半導体製造装置用部材としての電極埋設部材を作製する際にはセラミックスに埋設された内部電極と端子や内部電極同士を接続するためにビア(電気的接続部材)が形成される。
【0003】
特許文献1は、電極埋設部材の基材のクラックの不具合を抑制するため、複数の金属粒子を含む粉末原料を加圧成形することにより接続部材となる金成形体を準備する準備工程と、内部電極及び金属成形体が埋設されたセラミックス体を作製するセラミックス体作製工程と、内部電極及び金属成形体が埋設されたセラミックス体を焼成することにより内部に金属の存在しない空間を有する接続部材が埋設された基材を作製する基材作製工程と、を有する電極埋設部材の製造方法が開示されている。
【0004】
特許文献2は、板状セラミック体の給電端子と静電吸着用電極とが電気的に接続する接続部の周囲の静電吸着用電極の表面が電流密度が大きくなり異常発熱することで、ウェハの面内温度差が大きくなり均熱が悪くなることを防ぐため、板状セラミック体の一方の主面を、ウェハを載せる載置面とするとともに、上記板状セラミック体中に少なくとも一つの内部電極を備えるとともに、上記載置面以外の板状セラミック体の表面に、上記内部電極と電気的に接続される給電端子を有するウェハ支持部材において、上記給電端子と上記内部電極とが電気的に接続する接続部の周囲の上記内部電極の厚みをその他の内部電極の厚みより大きくするウェハ支持部材が開示されている。
【0005】
特許文献3は、高温領域で長時間運転しながら空気等にさらされても、埋設部材の浸食や絶縁不良などが生じないようにするため、セラミックス部材の接合層と接触する接合面に金属部材の一部が露出して金属露出部を形成しており、この接合面に沿ってセラミックス部材と金属露出部とがそれぞれ接合層を介して金属接合部材へと接合され、接合層の主成分が金、白金およびパラジウムからなる群より選ばれた一種以上の金属であるセラミックスの接合構造が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2019-208006号公報
特開2005-277335号公報
特開平11-12053号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の半導体製造プロセスで要求されるヒーターや静電チャックの大電流化に対応するためには、ビアの局所発熱を抑制する必要がある。そのためには、ビアは大径かつできるだけ緻密な方がよいが、特許文献1は、接続部材の緻密化は考慮しておらず、特許文献3は端子の大径化は考慮していない。
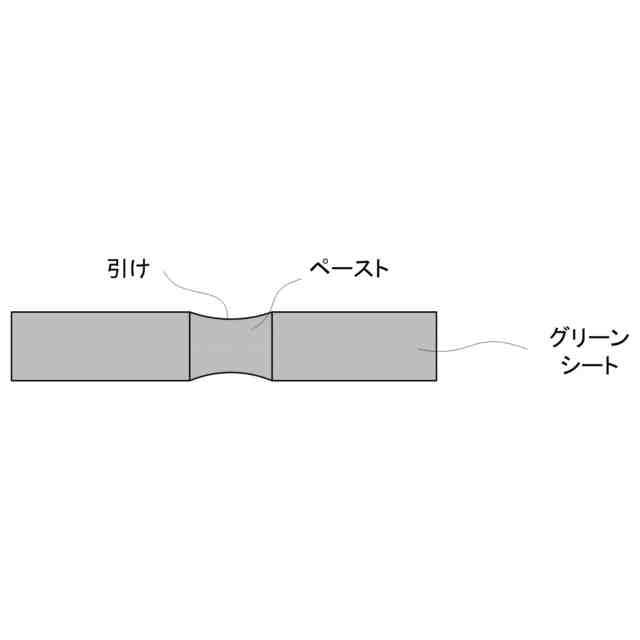
【0008】
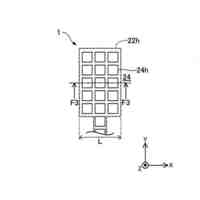
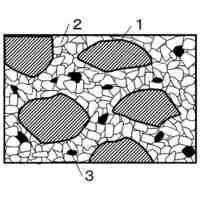
また、特許文献2のような、グリーンシート積層法の場合、スクリーン印刷によりシートに開けた穴部分にペースト状にしたタングステンまたはモリブデンを埋め込みビアホールを形成するが、ペーストにはペースト状にするための有機バインダや溶剤成分が多く含まれているため、焼成前の乾燥工程で、表面部分に図1に示されるような引けが発生し、セラミックス表面に対してペースト表面が凹形状となるため、これを積層したときに導通不良が発生する問題があった。特に、セラミックスグリーンシートの厚みが厚い場合やビアの径が大きい場合に当該不具合が発生しやすかった。また、セラミックス粉末のプレス成形によるセラミックス成形体が用いられる場合、セラミックス成形体に設けた穴へのペースト注入によるビア形成は更に困難であった。
【0009】
また、ペーストの代わりにビアをタングステン(W)やモリブデン(Mo)をペレット状の金属とし、これを電極と同時にセラミックス成形体の中に埋設し、同時に焼成してビアを作製することも行われてきた。しかし、セラミックス成形体に大きなペレットを埋設して同時焼成すると、セラミックスとWやMoの焼成収縮率の差に起因して応力が発生し、焼成後に両者の境界付近にクラックが発生する場合が多かった。そのため、WやMoのペレットの寸法は大きくすることができなかった。そのため、ペレット自体をビアとして設けて、そのビアに大電流を流す用途には適用の限界があった。
【0010】
本発明は、このような事情に鑑みてなされたものであり、大電流化に対応できるビアを有するセラミックス焼結体の製造方法、電極埋設部材の製造方法、および電極埋設部材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本特殊陶業株式会社
保持装置
7日前
日本特殊陶業株式会社
反応装置
16日前
日本特殊陶業株式会社
反応装置
16日前
日本特殊陶業株式会社
保持装置
16日前
日本特殊陶業株式会社
保持装置
15日前
日本特殊陶業株式会社
保持装置
15日前
日本特殊陶業株式会社
ガスセンサ
17日前
日本特殊陶業株式会社
スパークプラグ
1か月前
日本特殊陶業株式会社
スパークプラグ
16日前
日本特殊陶業株式会社
セラミックスヒータ
7日前
日本特殊陶業株式会社
ガスセンサユニット
7日前
日本特殊陶業株式会社
二酸化炭素の回収装置
7日前
日本特殊陶業株式会社
接合体、および、静電チャック
29日前
日本特殊陶業株式会社
印刷版、および印刷物の製造方法
7日前
日本特殊陶業株式会社
印刷版、および印刷物の製造方法
7日前
日本特殊陶業株式会社
印刷版、および印刷物の製造方法
7日前
日本特殊陶業株式会社
ガスセンサ及びガスセンサシステム
7日前
日本特殊陶業株式会社
ガスセンサ及びガスセンサシステム
7日前
日本特殊陶業株式会社
ガスセンサ及びガスセンサシステム
7日前
日本特殊陶業株式会社
保持装置
15日前
日本特殊陶業株式会社
セラミックス焼結体の製造方法、電極埋設部材の製造方法、および電極埋設部材
21日前
株式会社トクヤマ
水硬性組成物
16日前
株式会社トクヤマ
セメント系固化材
1か月前
太平洋マテリアル株式会社
吹付モルタル
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
三菱マテリアル株式会社
cBN焼結体
2か月前
太平洋マテリアル株式会社
吹付コンクリート
1か月前
三菱マテリアル株式会社
cBN焼結体
1か月前
東レ株式会社
多孔質炭素板およびその製造方法
2か月前
株式会社トクヤマ
セメント系硬化体の製造方法
1か月前
東京窯業株式会社
熱処理治具の製造方法
2か月前
MUマテックス株式会社
骨材組成物
1か月前
株式会社大木工藝
活性炭成形体の製造方法
21日前
品川リフラクトリーズ株式会社
不定形耐火物
3か月前
戸田建設株式会社
半水石膏を主材とする充填材
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ