TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024152887
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2024139394,2022192528
出願日
2024-08-21,2015-06-10
発明の名称
部品実装機
出願人
株式会社FUJI
代理人
弁理士法人 共立特許事務所
主分類
H05K
13/08 20060101AFI20241018BHJP(他に分類されない電気技術)
要約
【課題】実装制御の精度向上を図ることができる部品実装機を提供することを目的とする。
【解決手段】部品実装機は、供給位置に供給された電子部品を保持する吸着ノズルと吸着ノズルを自転させる一の回転方向と他の回転方向から角度決めするモータと、吸着ノズルに保持された電子部品を所定の撮像角度で撮像する部品カメラと、所定の撮像角度に対して吸着ノズルを一の回転方向から角度決めする高精度モードと、吸着ノズルを一の回転方向から撮像角度へと角度決めすることを要しない通常モードとを装着サイクルごとに何れかを選択する制御装置と、を備える。
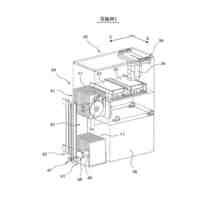
【選択図】図3
特許請求の範囲
【請求項1】
供給位置に供給された電子部品を保持する吸着ノズルと、
前記吸着ノズルを自転させる一の回転方向と他の回転方向から角度決めするモータと、
前記吸着ノズルに保持された前記電子部品を所定の撮像角度で撮像する部品カメラと、
前記所定の撮像角度に対して前記吸着ノズルを前記一の回転方向から角度決めする高精度モードと、前記吸着ノズルを前記一の回転方向から前記撮像角度へと角度決めすることを要しない通常モードとを装着サイクルごとに何れかを選択する制御装置と、
を備える部品実装機。
続きを表示(約 490 文字)
【請求項2】
供給位置に供給された電子部品を所定の吸着角度で吸着して保持する吸着ノズルと、
前記吸着ノズルを自転させる一の回転方向と他の回転方向から角度決めするモータと、
前記所定の吸着角度に対して前記吸着ノズルを前記一の回転方向から角度決めする高精度モードと、前記吸着ノズルを前記一の回転方向から前記吸着角度へと角度決めすることを要しない通常モードとを装着サイクルごとに何れかを選択する制御装置と、
を備える部品実装機。
【請求項3】
前記吸着ノズルは、ノズル本体の下面形状が異方的である、請求項1または2に記載の部品実装機。
【請求項4】
前記吸着ノズルは、ノズル本体の下面が前記電子部品の外形に応じた形状に形成される、請求項1または2に記載の部品実装機。
【請求項5】
前記装着サイクルは、供給された前記電子部品を複数の前記吸着ノズルにそれぞれ保持してから当該保持した前記電子部品の数量に等しい回数分の装着動作が繰り返し終えるまでの動作である、請求項1-4の何れか一項に記載の部品実装機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電子部品を回路基板に実装する部品実装機に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
部品実装機は、電子部品を保持する保持部材を移動させる直動機構や保持部材を回転させる旋回機構を構成する駆動装置を備える。部品実装機は、駆動装置におけるバックラッシュやロストモーションによる実装制御への影響を受ける。そのため、部品実装機の制御装置は、例えば特許文献1に示されるように、キャリブレーション処理を予め実行する。部品実装機の制御装置は、実装制御における駆動装置の動作を、キャリブレーション処理の結果に基づいて校正して、バックラッシュ等の影響の低減を図っている。
【先行技術文献】
【特許文献】
【0003】
特開2014-86687号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のようにキャリブレーション処理の結果を用いた実装制御においても、少なからずバックラッシュやロストモーションによる影響が残存する。一方で、部品実装機の実装制御には、例えば回路基板製品を小型化するために、電子部品を高密度に且つ高精度に実装することが望まれる。
【0005】
本発明は、このような事情に鑑みて成されたものであり、実装制御の精度向上を図ることができる部品実装機を提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に係る部品実装機は、供給位置に供給された電子部品を保持する吸着ノズルと前記吸着ノズルを自転させる一の回転方向と他の回転方向から角度決めするモータと、前記吸着ノズルに保持された前記電子部品を所定の撮像角度で撮像する部品カメラと、前記所定の撮像角度に対して前記吸着ノズルを前記一の回転方向から角度決めする高精度モードと、前記吸着ノズルを前記一の回転方向から前記撮像角度へと角度決めすることを要しない通常モードとを装着サイクルごとに何れかを選択する制御装置と、を備える。
本明細書に記載の部品実装機の制御装置は、供給位置に供給された電子部品を保持部材により保持し、旋回機構の動作によって前記保持部材を回転軸周りに回転させて回路基板上の装着位置に所定の装着角度で当該電子部品を移載する部品実装機に適用され、前記保持部材の回転動作を制御する。前記部品実装機の機内における異なる複数の前記装着位置ごとの前記装着角度のそれぞれに対して前記旋回機構の動作による規定の回転方向および角度にあるそれぞれの角度を、複数の前記装着角度ごとの準備角度とする。制御装置は、前記保持部材を現在角度から前記装着角度へと回転させる場合に、前記装着角度に対応する一つの前記準備角度に前記保持部材を回転させた後に、当該準備角度から前記装着角度へと前記保持部材を回転させる処理を実行する。
【0007】
本明細書に記載の部品実装機の制御方法は、供給位置に供給された電子部品を保持部材により保持し、直動機構の動作によって前記保持部材を水平な推進方向に移動させて回路基板上の装着位置まで当該電子部品を移載する部品実装機に適用され、複数の前記装着位置に前記電子部品を移載する順序が示された制御プログラムに従って前記保持部材の移動動作を制御する。前記部品実装機の機内における前記装着位置を含む複数の処理位置のそれぞれに対して前記直動機構の動作による規定の推進方向および距離にあるそれぞれの位置を、複数の前記処理位置ごとの準備位置とする。
制御方法は、前記保持部材を現在位置から前記処理位置へと移動させる場合に、前記準備位置を経由させる高精度モードであるか、当該準備位置の経由を要しない通常モードであるかを示す制御情報に基づいて、前記高精度モードおよび前記通常モードを切り換え、
前記処理位置への移動動作が前記高精度モードである場合に、前記現在位置から前記処理位置に対応する前記準備位置に前記保持部材を移動させた後に、当該準備位置から前記処理位置へと前記保持部材を移動させ、前記処理位置への移動動作が前記通常モードである場合に、前記現在位置から前記処理位置へと前記保持部材を移動させ、前記制御プログラムは、複数の前記装着位置のうち移動動作が前記高精度モードである複数の前記装着位置に対応したそれぞれの前記準備位置への前記保持部材の移動に伴う当該保持部材の移動量または移動時間に基づいて、前記電子部品を移載する順序を最適化される。
【発明の効果】
【0008】
本明細書に記載の構成によると、保持部材は、現在位置から装着位置へと移動する際に、準備位置を経由する。これにより、準備位置から装着位置へと移動する際の保持部材の移動量が規定の推進方向の距離に応じて定量となる。そのため、移動後の装着位置においてバックラッシュ等により発生する位置誤差が小さくなる。そのため、当該位置誤差を校正するための校正値を用いて実装制御することにより、実装制御の精度向上を図ることができる。
【0009】
また、保持部材は、現在角度から装着角度へと回転する際に、準備角度を経由する。これにより、準備角度から装着角度への保持部材の回転が規定の回転方向の角度に応じて定量となる。そのため、回転後の保持部材の装着角度においてバックラッシュ等により発生する角度誤差が小さくなる。そのため、当該角度誤差を校正するための校正値を用いて実装制御することにより、実装制御の精度向上を図ることができる。
【図面の簡単な説明】
【0010】
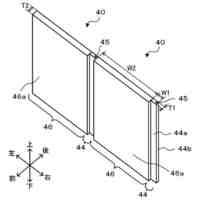
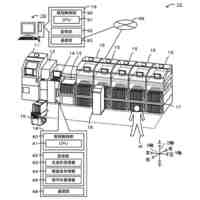
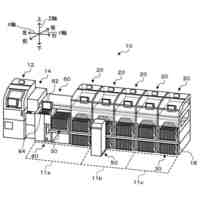
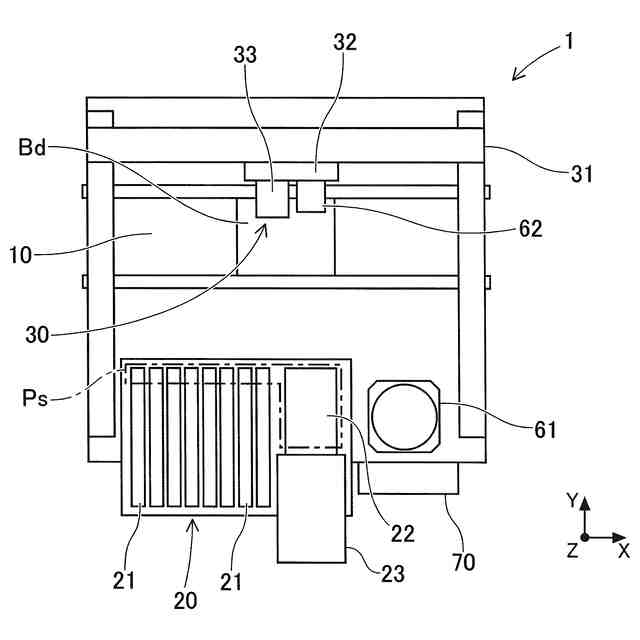
実施形態における部品実装機の全体を示す平面図である。
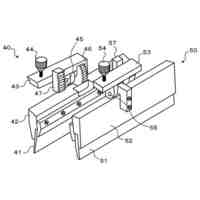
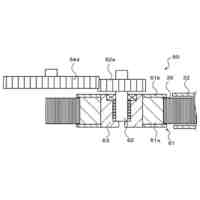
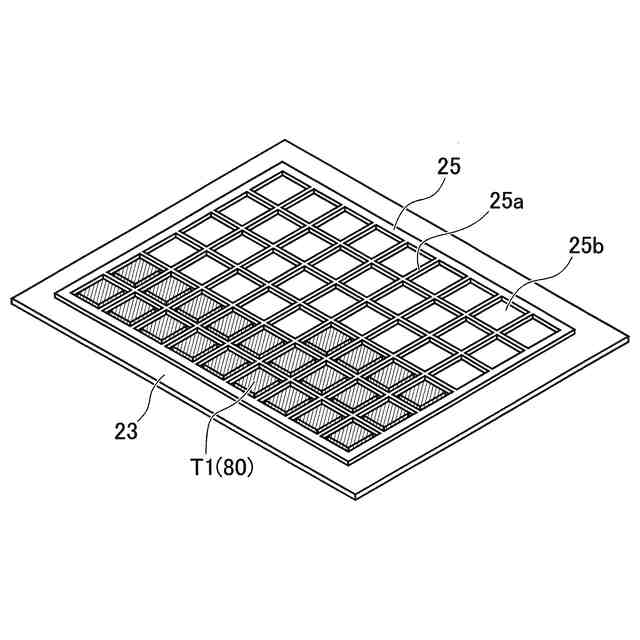
図1におけるパレットの斜視図である。
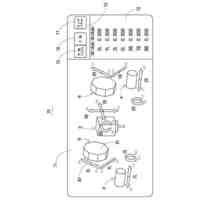
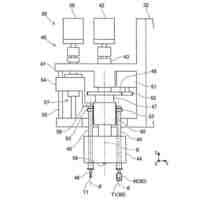
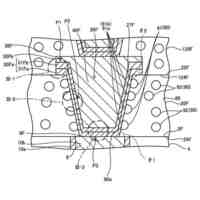
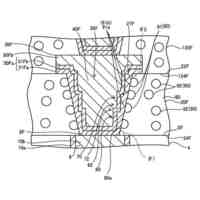
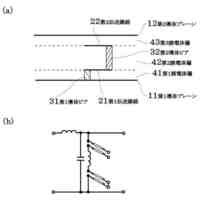
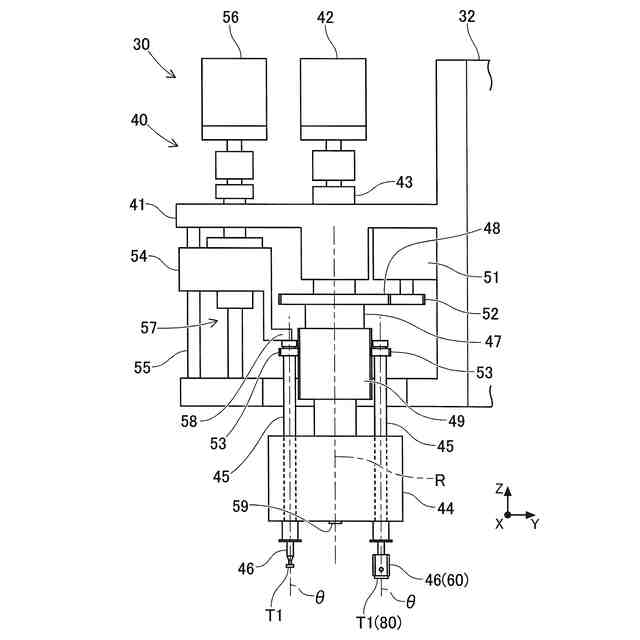
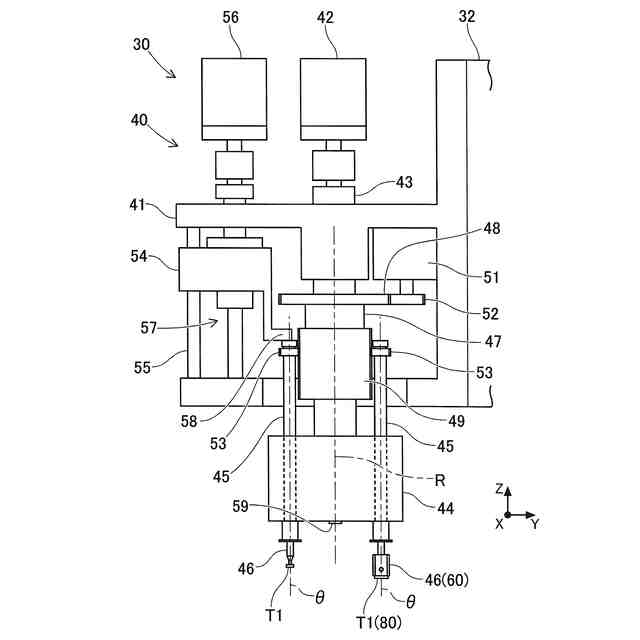
図1における装着ヘッドを示す図である。
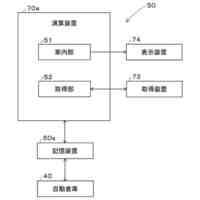
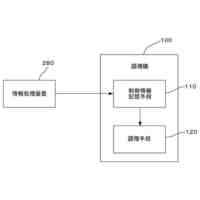
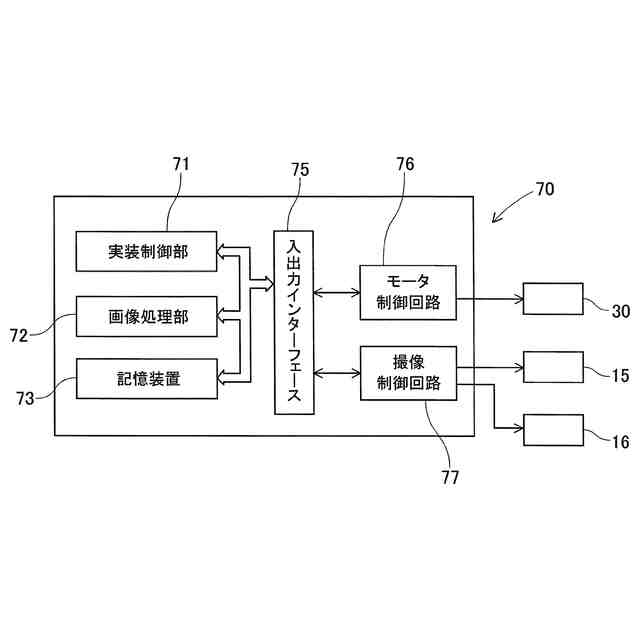
部品実装機の制御装置を示すブロック図である。
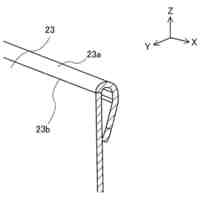
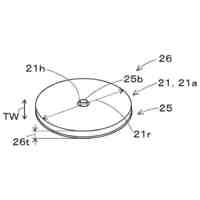
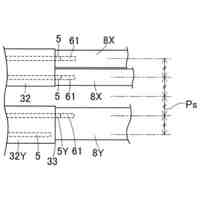
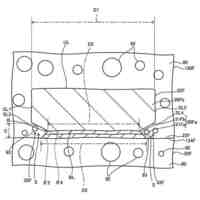
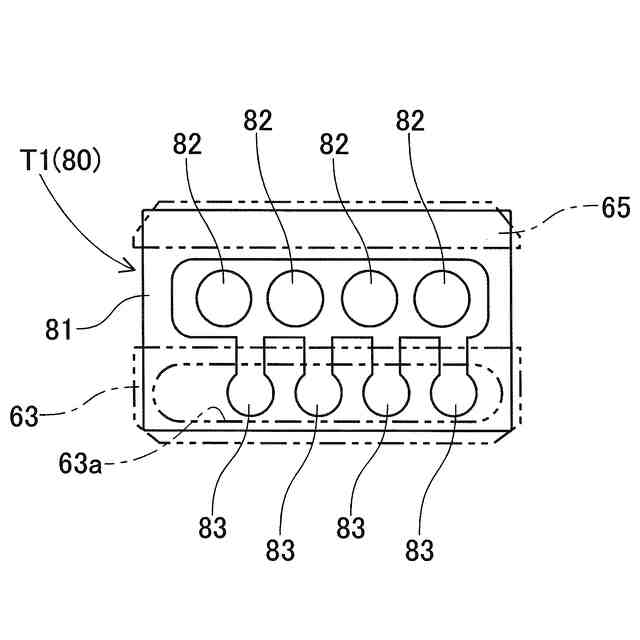
LED素子の上面にLED用の吸着ノズルを併せて示す上面図である。
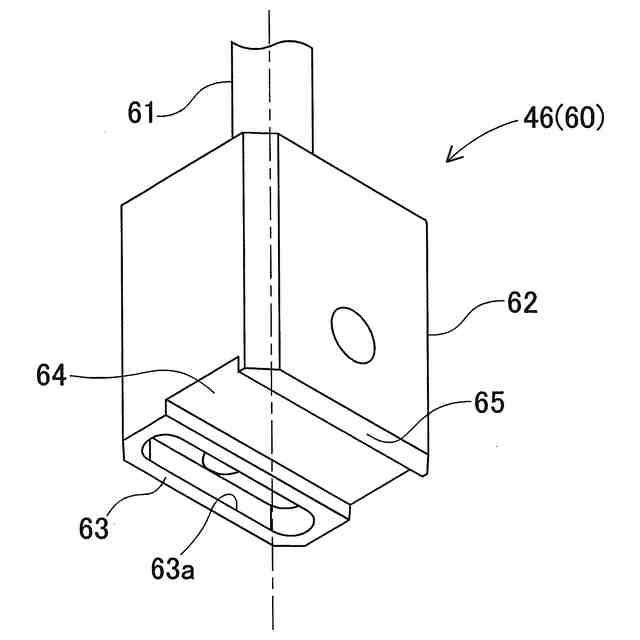
図3におけるLED素子用の専用ノズルを拡大して示す斜視図である。
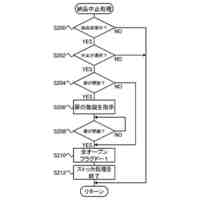
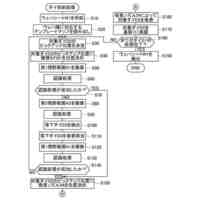
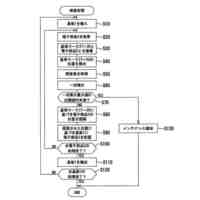
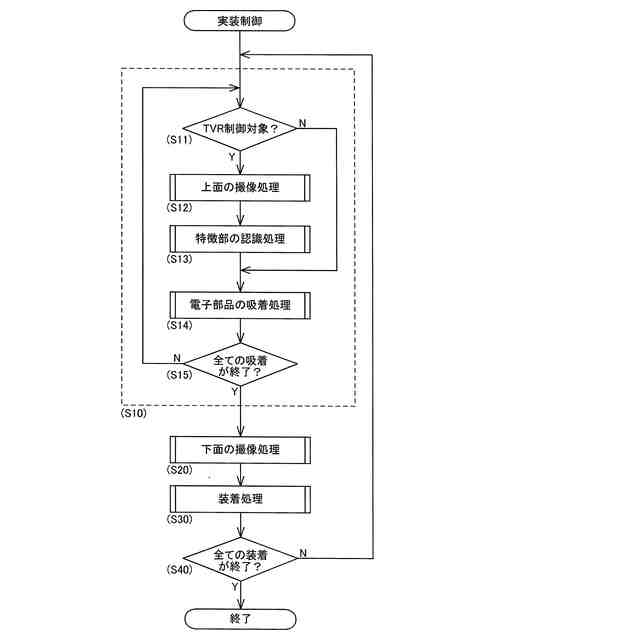
部品実装機による実装制御を示すフローチャートである。
キャリブレーション処理における吸着ノズルの動作軌跡を示す図である。
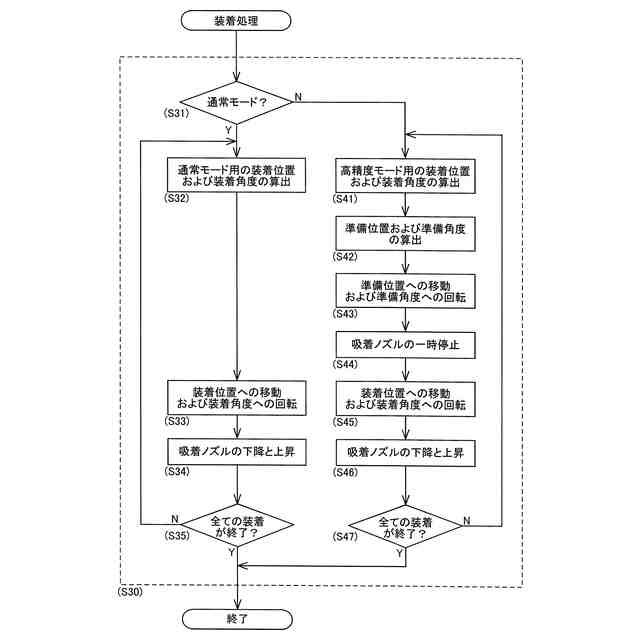
部品実装機による装着処理を示すフローチャートである。
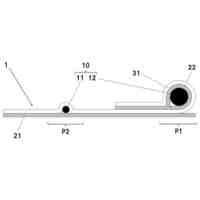
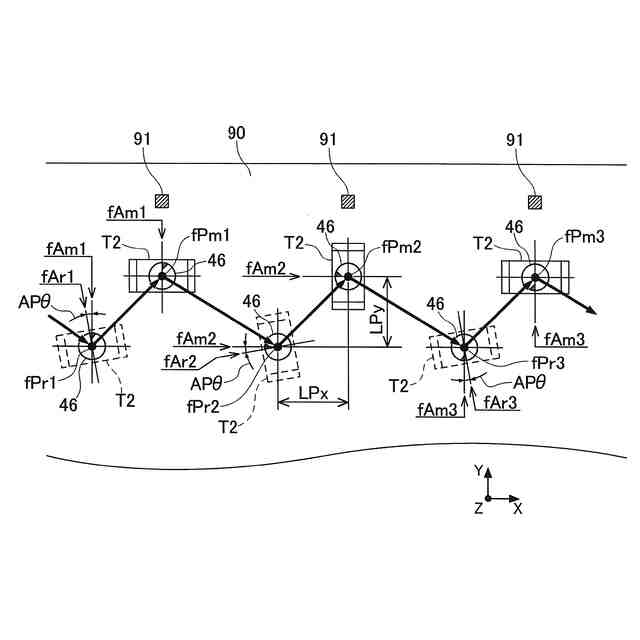
高精度モードの装着処理における吸着ノズルの動作軌跡を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
フィーダ
4日前
株式会社FUJI
印刷装置
12日前
株式会社FUJI
ストッカ
1か月前
株式会社FUJI
テープフィーダ
1か月前
株式会社FUJI
リール回転装置
1か月前
株式会社FUJI
物品案内システム
6日前
株式会社FUJI
納品庫およびストッカ
25日前
株式会社FUJI
加工寸法管理システム
1か月前
株式会社FUJI
工作機械の操作システム
18日前
株式会社FUJI
ロッカーおよび管理方法
1か月前
株式会社FUJI
ピッキング条件決定システム
1か月前
株式会社FUJI
ダイ供給装置及びダイ供給方法
1か月前
株式会社FUJI
リール補強部材および自動倉庫
6日前
株式会社FUJI
ダイ供給装置及びダイ供給方法
25日前
株式会社FUJI
部品実装機および部品実装方法
12日前
株式会社FUJI
対基板作業装置及び対基板作業方法
1か月前
株式会社FUJI
保守装置、実装装置及び実装システム
18日前
株式会社FUJI
部品実装機、部品実装システムおよび部品実装方法
1か月前
株式会社FUJI
交換装置
1か月前
株式会社FUJI
部品実装機
1か月前
株式会社FUJI
貸与システム
1か月前
株式会社FUJI
部品実装ライン
5日前
株式会社FUJI
テープフィーダ
12日前
株式会社FUJI
情報処理装置、ストッカシステム、情報処理方法及びプログラム
27日前
株式会社FUJI
フィーダ、フィーダセットアップ装置およびキャリアテープ装填方法
1か月前
株式会社FUJI
フィーダ入替システム
1か月前
株式会社FUJI
フィーダ保管庫及び部品実装システム
27日前
日星電気株式会社
面状ヒータ
1か月前
日本精機株式会社
電子回路装置
1か月前
イビデン株式会社
配線基板
1か月前
株式会社下村漆器店
調理機
5日前
イビデン株式会社
配線基板
1か月前
イビデン株式会社
配線基板
1か月前
株式会社下村漆器店
調理機
5日前
富山県
EBG構造基板
5日前
株式会社クラベ
基材及び面状ユニット
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ