TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148524
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061723
出願日
2023-04-05
発明の名称
対基板作業装置及び対基板作業方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/04 20060101AFI20241010BHJP(他に分類されない電気技術)
要約
【課題】メンテナンス時期を予測してエラー停止前にメンテナンス作業を行うための技術を提供する。
【解決手段】対基板作業装置は、基板作業部と、撮像部と、制御部とを備える。基板作業部は、基板に対して所定の作業を行う。撮像部は、装置内の所定の位置に設けられた基準マークを含む画像を撮像する。制御部は、画像中の基準マークを検出した結果に基づき、基板に対して基板作業部の位置決めを行う。制御部は、劣化判定処理部と、メンテナンス通知部とを備える。劣化判定処理部は、基準マークの輝度値の最大値の減少、基準マークの輝度値の一次微分最大値D1の減少、及び基準マークの形状の悪化、から選択される少なくとも1つの判断材料に基づき、基準マークの劣化の有無を判定する。メンテナンス通知部は、基準マークの劣化ありと判定した場合に、メンテナンスの時期がきたことを通知する。
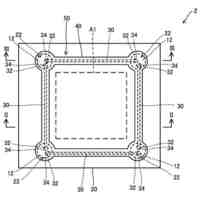
【選択図】図4
特許請求の範囲
【請求項1】
基板に対して所定の作業を行う基板作業部と、
装置内の所定の位置に設けられた基準マークを含む画像を撮像する撮像部と、
前記画像中の前記基準マークを検出した結果に基づき、前記基板に対して前記基板作業部の位置決めを行う制御部と、を備え、
前記制御部は、
前記基準マークの輝度値の最大値の減少、前記基準マークの輝度値の一次微分最大値の減少、及び前記基準マークの形状の悪化、から選択される少なくとも1つの判断材料に基づき、前記基準マークの劣化の有無を判定する劣化判定処理部と、
前記劣化判定処理部が前記基準マークの劣化ありと判定した場合に、メンテナンスの時期がきたことを通知するメンテナンス通知部と、
を備える、対基板作業装置。
続きを表示(約 870 文字)
【請求項2】
前記劣化判定処理部は、前記3つの判断材料、前記基準マークの輝度値の最小値の増加、及び前記基準マークの輝度値の最大値から最小値を減じた値である振幅の減少、から選択される少なくとも1つの判断材料に基づき、劣化有無判定を行う、請求項1に記載の対基板作業装置。
【請求項3】
前記劣化判定処理部は、
前記基準マークの輝度値の一次微分最大
値
の減少を第1の判断材料とし、かつ、前記基準マークの輝度値の一次微分最大
値
の減少を除く前記複数の判断材料から選択される1つの判断材料を第2の判断材料とし、
前記第1及び第2の判断材料に基づき、劣化有無判定を行う、
請求項2に記載の対基板作業装置。
【請求項4】
前記基準マークは、円形状を有しており、
前記基準マークの形状の悪化とは、前記円形状の真円度または円形度の悪化である、
請求項1~3のいずれか1項に記載の対基板作業装置。
【請求項5】
前記対基板作業装置は、部品実装装置であり、
前記基板作業部は、保持した電子部品を基板に装着する装着ヘッドを備えており、
前記基準マークは、前記装着ヘッドに設けられている、
請求項1~3のいずれか1項に記載の対基板作業装置。
【請求項6】
所定の位置に設けられた基準マークを含む画像を撮像し、前記画像中の前記基準マークを検出した結果に基づき、基板に対して基板作業部の位置決めを行う対基板作業方法であって、
前記基準マークの輝度値の最大値の減少、前記基準マークの輝度値の一次微分最大値の減少、及び前記基準マークの形状の悪化、から選択される少なくとも1つの判断材料に基づき、前記基準マークの劣化の有無を判定する劣化判定ステップと、
前記基準マークの劣化ありと判定した場合に、メンテナンスの時期がきたことを通知するメンテナンス通知ステップと、
を含む、対基板作業方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、対基板作業装置及び対基板作業方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、所定の位置に設けられた基準マークを含む画像を撮像し、画像中の基準マークを検出した結果に基づき、基板に対して基板作業部の位置決めを行う対基板作業装置がよく知られている。例えば、対基板作業装置が部品実装装置である場合の従来技術としては、特許文献1に開示されたものがある。また、基準マークを検出した結果に基づき基板に対して基板作業部の位置決めを行う場合において、基準マークに汚れが付着している等の理由により、基準マークの位置が正常に検出されなくなることがある。このような基準マークの位置の誤検出が発生したときに、異常を検知する従来技術としては、特許文献2に開示されたものがある。特許文献2の従来技術では、異常を検知して部品実装装置をエラー停止することで、基板に対する電子部品の実装精度の低下を防止している。
【先行技術文献】
【特許文献】
【0003】
特開2015-015357号公報
WO2019/187054号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来技術のように異常を検知して装置をエラー停止させる技術では、部品実装作業等の対基板作業をエラー停止後に再開するためには、汚れ等により劣化した基準マークの清掃などといった、突発的なメンテナンス作業を行うことが必要になる。すなわち、従来技術においては、異常検知による突然の装置のエラー停止が実際に発生してからメンテナンス作業を行っており、メンテナンス時期を予測してエラー停止前にメンテナンス作業を行うことはできていなかった。本明細書は、メンテナンス時期を予測してエラー停止前にメンテナンス作業を行うための技術を提供する。
【課題を解決するための手段】
【0005】
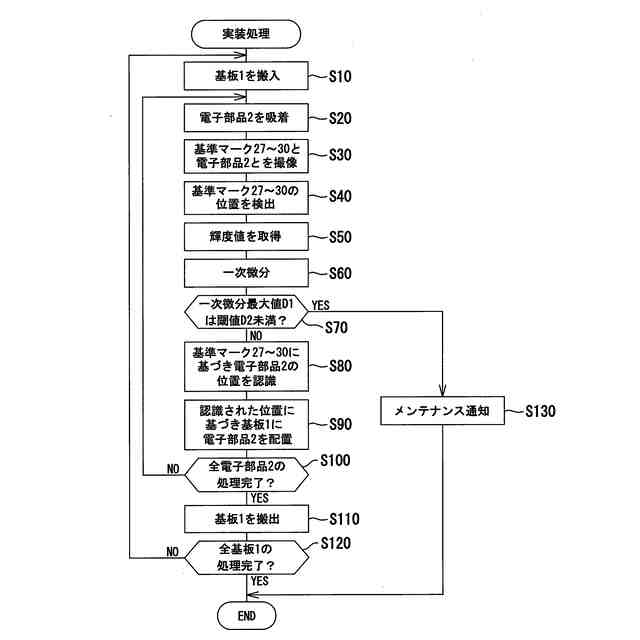
本明細書は、基板作業部と、撮像部と、制御部とを備える対基板作業装置を開示する。基板作業部は、基板に対して所定の作業を行う。撮像部は、装置内の所定の位置に設けられた基準マークを含む画像を撮像する。制御部は、画像中の基準マークを検出した結果に基づき、基板に対して基板作業部の位置決めを行う。制御部は、劣化判定処理部と、メンテナンス通知部とを備える。劣化判定処理部は、基準マークの輝度値の最大値の減少、基準マークの輝度値の一次微分最大値の減少、及び基準マークの形状の悪化、から選択される少なくとも1つの判断材料に基づき、基準マークの劣化の有無を判定する。メンテナンス通知部は、劣化判定処理部が基準マークの劣化ありと判定した場合に、メンテナンスの時期がきたことを通知する。上述した構成によると、劣化判定処理部が上記の判断材料に基づいて基準マークの劣化の有無を判定するため、基準マークの劣化を適切に予測することができる。よって、メンテナンス時期を予測してエラー停止前にメンテナンス作業を行うことができる。
【0006】
また、本明細書は、所定の位置に設けられた基準マークを含む画像を撮像し、画像中の基準マークを検出した結果に基づき、基板に対して基板作業部の位置決めを行う対基板作業方法を開示する。この対基板作業方法は、劣化判定ステップと、メンテナンス通知ステップと、を含む。劣化判定ステップでは、基準マークの輝度値の最大値の減少、基準マークの輝度値の一次微分最大値の減少、及び基準マークの形状の悪化、から選択される少なくとも1つの判断材料に基づき、基準マークの劣化の有無を判定する。メンテナンス通知ステップでは、基準マークの劣化ありと判定した場合に、メンテナンスの時期がきたことを通知する。
【図面の簡単な説明】
【0007】
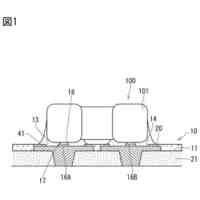
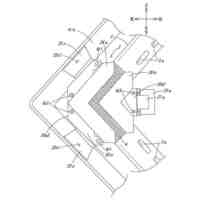
実施例1の部品実装システムを示す概略説明図である。
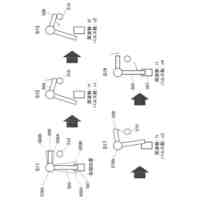
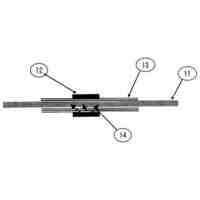
ロータリーヘッドを示す下面図である。
部品実装装置の電気的構成を示すブロック図である。
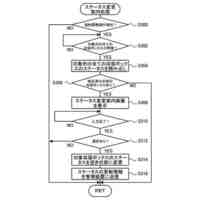
実装処理を示すフローチャートである。
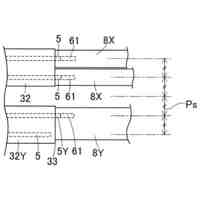
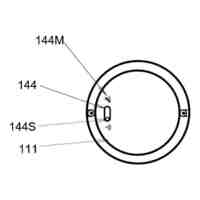
各基準マークを示す拡大図である。
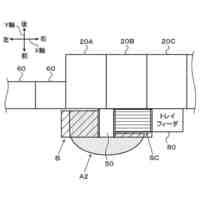
基準マークの中心位置の検出方法及び輝度値の検出方法を示す説明図である。
計測位置と輝度値(微分値)との関係を示すグラフである。
計測位置と輝度値(微分値)との関係を示すグラフである。
実施例2の実装処理を示すフローチャートである。
実施例3の実装処理を示すフローチャートである。
実施例3において、計測位置と輝度値との関係を示すグラフである。
実施例3において、計測位置と輝度値との関係を示すグラフである。
【発明を実施するための形態】
【0008】
(態様1) 本明細書に開示する対基板作業装置では、劣化判定処理部は、3つの判断材料、基準マークの輝度値の最小値の増加、及び基準マークの輝度値の最大値から最小値を減じた値である振幅の減少、から選択される少なくとも1つの判断材料に基づき、劣化有無判定を行ってもよい。
(態様2) 本明細書に開示する態様1に記載の対基板作業装置では、劣化判定処理部は、基準マークの輝度値の一次微分最大
値
の減少を第1の判断材料とし、かつ、基準マークの輝度値の一次微分最大
値
の減少を除く前記複数の判断材料から選択される1つの判断材料を第2の判断材料とし、第1及び第2の判断材料に基づき劣化有無判定を行ってもよい。
(態様3) 本明細書に開示する対基板作業装置では、基準マークは、円形状を有していてもよい。基準マークの形状の悪化とは、円形状の真円度または円形度の悪化であってもよい。
(態様4) 本明細書に開示する態様1に記載の対基板作業装置では、対基板作業装置は、部品実装装置であってもよい。基板作業部は、保持した電子部品を基板に装着する装着ヘッドを備えていてもよい。そして、基準マークは、装着ヘッドに設けられていてもよい。
【0009】
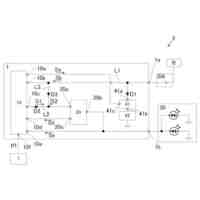
(実施例1)
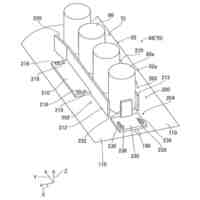
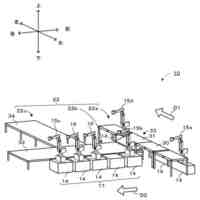
以下、本実施例の対基板作業装置について図面を参照して説明する。図1は、対基板作業装置の一例である部品実装装置11を備えた部品実装システム10を示す概略説明図である。部品実装システム10は、基板1に電子部品2を実装するシステムである。部品実装システム10は、基板1の搬送方向(X方向)に沿って複数台の部品実装装置11を配列することで構成されている。また、電子部品2の具体例としては、例えば、QFP(Quad Flat Package)や、BGA(Ball Grid Array)等の半導体パッケージや、チップ抵抗やチップコンデンサ等のチップ部品を挙げることができる。なお、図1では、説明の便宜上、部品実装装置11を1台のみ示している。
【0010】
図1に示すように、部品実装装置11は、基板1に電子部品2を実装するための装置である。部品実装装置11は、部品供給装置12、XYロボット13、基板搬送装置14、ヘッドユニット21(基板作業部)、マーク撮像装置40、パーツ撮像装置50、制御装置61(制御部)等を備えている。また、各部品実装装置11は、制御装置61と通信可能に構成された入出力装置71を備えている。入出力装置71は、作業者からの入力を受付可能であるとともに、部品実装装置11のステータス情報、及び各種の作業者への指示を表示可能に構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
テープフィーダ
11日前
株式会社FUJI
ストッカシステム
4日前
株式会社FUJI
部品実装機及びテープ回収方法。
5日前
株式会社FUJI
交換装置
3日前
株式会社FUJI
作業装置
12日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
18日前
株式会社FUJI
異物除去方法
10日前
株式会社FUJI
部品実装機、部品実装機のためのコンピュータプログラム及び部品実装機の制御方法
9日前
株式会社FUJI
実装方法及び印刷関連部材交換方法
10日前
株式会社FUJI
部品装着システムおよび情報管理方法
1か月前
株式会社コロナ
電気機器
2か月前
株式会社遠藤照明
照明装置
2か月前
日本精機株式会社
駆動装置
4か月前
日本精機株式会社
回路基板
5日前
日本精機株式会社
回路基板
3か月前
個人
非衝突型ガウス加速器
1か月前
株式会社プロテリアル
シールド材
4か月前
キヤノン株式会社
電子機器
2か月前
個人
節電材料
1か月前
日本放送協会
基板固定装置
3日前
アイホン株式会社
電気機器
1か月前
メクテック株式会社
配線基板
20日前
メクテック株式会社
配線基板
2か月前
マクセル株式会社
配列用マスク
2か月前
東レ株式会社
霧化状活性液体供給装置
16日前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
配線基板
12日前
イビデン株式会社
プリント配線板
3日前
イビデン株式会社
配線基板
1か月前
トキコーポレーション株式会社
照明器具
2か月前
サクサ株式会社
筐体の壁掛け構造
13日前
イビデン株式会社
プリント配線板
3か月前
イビデン株式会社
プリント配線板
2か月前
個人
電子機器収納ユニット
4か月前
日産自動車株式会社
電子機器
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ