TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148523
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061722
出願日
2023-04-05
発明の名称
ダイ供給装置及びダイ供給方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H01L
21/67 20060101AFI20241010BHJP(基本的電気素子)
要約
【課題】突き上げピンによるダイの突き上げを好適に行う。
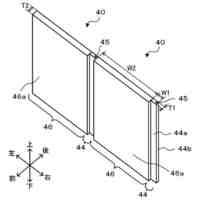
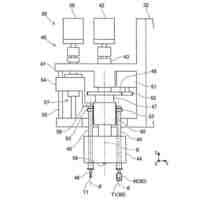
【解決手段】ダイ供給装置は、底面S1に凹凸を有するダイ4を供給する。ダイ供給装置は、エキスパンド装置と、突上装置62と、吸着ノズル4を備える。エキスパンド装置は、分割された半導体ウェハ3が表面に貼着されたウェハシート5を伸張させて、ダイ4間の隙間を広げる。突上装置62は、ウェハシート5の裏面側からダイ4を突き上げてウェハシート5からダイ4を剥離する突き上げピン63を有する。吸着ノズル49は、剥離されたダイ4を吸着して供給する。突き上げピン63は、ピン長手方向の一端に、その軸線C1に対して垂直かつ平坦な先端面63aを有する。先端面63aは、外形寸法がダイ4の外形寸法よりも小さい。先端面63aは、底面S1の少なくとも外周部にある凸部4aに対して、ウェハシート5を介して当接するように構成されている。
【選択図】図4
特許請求の範囲
【請求項1】
底面に凹凸を有するダイを供給する装置であって、
分割された半導体ウェハが表面に貼着されたウェハシートを伸張させて、前記ダイ間の隙間を広げるエキスパンド装置と、
前記ウェハシートの裏面側から前記ダイを突き上げて前記ウェハシートから前記ダイを剥離する突き上げピンを有する突上装置と、
剥離された前記ダイを吸着して供給する吸着ノズルと、
を備え、
前記突き上げピンは、ピン長手方向の一端に、その軸線に対して垂直かつ平坦な先端面を有し、
前記先端面は、外形寸法が前記ダイの外形寸法よりも小さく、かつ前記底面の少なくとも外周部にある凸部に対して前記ウェハシートを介して当接するように構成されている、
ダイ供給装置。
続きを表示(約 830 文字)
【請求項2】
前記ダイは、前記底面における離間した位置にて平行に形成された一対の突条を有しており、
前記先端面の外縁における2箇所が、前記一対の突条に対して前記ウェハシートを介して当接するように構成されている、
請求項1に記載のダイ供給装置。
【請求項3】
前記ダイは、0.5mm角以下の微小部品である、請求項2に記載のダイ供給装置。
【請求項4】
前記突き上げピンは断面円形状であり、前記先端面は平面視円形状である、請求項1~3のいずれか1項に記載のダイ供給装置。
【請求項5】
前記先端面は、前記ダイの凸部と当接する複数の当接領域を有しており、
前記突き上げピンは、前記先端面と前記ダイの凸部が当接する場合において、前記先端面と前記ダイを前記軸線に沿った方向で見たときに、前記複数の当接領域を結んだ支持面の内部に前記ダイの重心が位置するように構成されている、請求項1~3のいずれか一項に記載のダイ供給装置。
【請求項6】
底面に凹凸を有するダイを供給する方法であって、
分割された半導体ウェハが表面に貼着されたウェハシートを伸張させて、前記ダイ間の隙間を広げるシート伸長ステップと、
突き上げピンにより前記ウェハシートの裏面側から前記ダイを突き上げて、前記ウェハシートから前記ダイを剥離する突上ステップと、
剥離された前記ダイを吸着ノズルで吸着して供給する吸着供給ステップと、
を含み、
前記突き上げピンは、ピン長手方向の一端にその軸線に対して垂直かつ平坦な先端面を有し、
前記先端面は、前記ダイの外形寸法よりも小さい外形寸法を有し、
前記突上ステップは、前記先端面を前記底面の少なくとも外周部にある凸部に対して前記ウェハシートを介して当接させて、前記ウェハシートから前記ダイを剥離する、
ダイ供給方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、ダイ供給装置及びダイ供給方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、回路基板の生産時に基板にダイを供給するダイ供給装置がよく知られている。ダイ供給装置は、一般的に、エキスパンド装置、突上装置、吸着ノズルなどを備える。エキスパンド装置は、分割された半導体ウェハが表面に貼着されたウェハシートを伸張させて、ダイ間の隙間を広げる。突上装置は突き上げピンを有しており、突き上げピンでウェハシートの裏面側からダイを突き上げて、ウェハシートからダイを剥離する。剥離されたダイは、吸着ノズルで吸着されて基板に移送される。この種の技術としては、例えば、特許文献1に開示されたものが従来知られている。
【先行技術文献】
【特許文献】
【0003】
特開平11-31734号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
通常、ダイ供給装置では、先端が細く形成された突き上げピンでダイを突き上げてウェハシートから剥離するが、ダイが貼り付けられているウェハシートの条件は多岐にわたる。従って、ダイを破損させずに安定して剥離及び供給するためには、多岐にわたる条件ごとに最適な突き上げ条件を求めて設定する必要がある。とりわけ、ダイが極小部品であって剥離性が悪かったり、ダイの底面に凹凸があったりする場合には、突き上げピンの先端を特殊形状(例えば王冠形状など)に加工する必要がある。しかし、特殊形状の突き上げピンは、加工が難しく、先端が破損しやすい。
【0005】
そこで本明細書は、突き上げピンによるダイの突き上げ条件を最適化するための技術を提供する。
【課題を解決するための手段】
【0006】
本明細書は、底面に凹凸を有するダイを供給する装置を開示する。ダイ供給装置は、エキスパンド装置と、突上装置と、吸着ノズルと、を備える。エキスパンド装置は、分割された半導体ウェハが表面に貼着されたウェハシートを伸張させて、ダイ間の隙間を広げる。突上装置は、ウェハシートの裏面側からダイを突き上げてウェハシートからダイを剥離する突き上げピンを有する。吸着ノズルは、剥離されたダイを吸着して供給する。突き上げピンは、ピン長手方向の一端に、その軸線に対して垂直かつ平坦な先端面を有する。先端面は、外形寸法がダイの外形寸法よりも小さい。先端面は、底面の少なくとも外周部にある凸部に対して、ウェハシートを介して当接するように構成されている。従って、上述した構成によると、好適な寸法及び形状を有する突き上げピンの先端面が、剥離させたいダイの底面の凸部に対して、ウェハシートを介して面接触で当接する。よって、ダイの破損リスクを低減しつつ、ダイを安定して剥離及び供給することができる。
【0007】
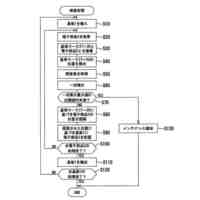
また、本明細書は、底面に凹凸を有するダイを供給する方法を開示する。ダイ供給方法は、シート伸長ステップと、突上ステップと、吸着供給ステップと、を含む。シート伸長ステップでは、分割された半導体ウェハが表面に貼着されたウェハシートを伸張させて、ダイ間の隙間を広げる。シート伸長ステップでは、突き上げピンによりウェハシートの裏面側からダイを突き上げて、ウェハシートからダイを剥離する。吸着供給ステップは、剥離されたダイを吸着ノズルで吸着して供給する。突き上げピンは、ピン長手方向の一端にその軸線に対して垂直かつ平坦な先端面を有する。先端面は、ダイの外形寸法よりも小さい外形寸法を有する。突上ステップでは、先端面を底面の少なくとも外周部にある凸部に対してウェハシートを介して当接させて、ウェハシートからダイを剥離する。
【図面の簡単な説明】
【0008】
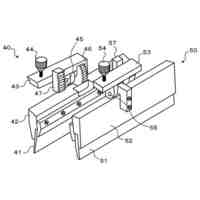
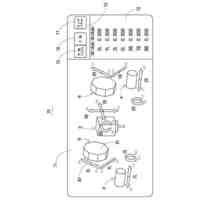
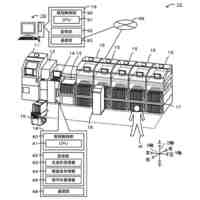
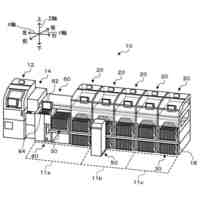
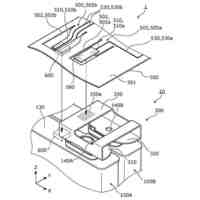
実施例のダイ供給装置を有する部品装着機を示す概略平面図である。
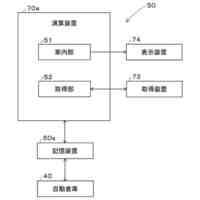
部品装着機の電気的構成を示すブロック図である。
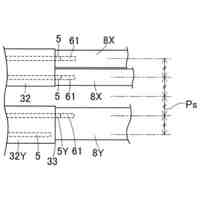
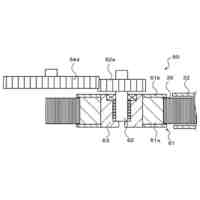
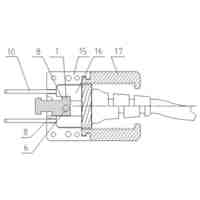
実施例の突上装置における突き上げピン(突き上げ前)の要部拡大断面図である。
実施例の突上装置における突き上げピン(突き上げ時)の要部拡大断面図である。
実施例の突き上げピンとダイとの位置関係を示す概略平面図である。
従来例の突き上げピンを示す要部拡大断面図である。
従来例の突き上げピンを示す要部拡大断面図である。
別の実施例の突き上げピンとダイとの位置関係を示す概略平面図である。
別の実施例の突き上げピンとダイとの位置関係を示す概略平面図である。
別の実施例の突き上げピンとダイとの位置関係を示す概略平面図である。
【発明を実施するための形態】
【0009】
(態様1) 本明細書に開示するダイ供給装置では、ダイは、底面における離間した位置にて平行に形成された一対の突条を有していてもよい。先端面の外縁における2箇所が、一対の突条に対してウェハシートを介して当接するように構成されていてもよい。
(態様2) 本明細書に開示する態様1に記載のダイ供給装置では、ダイは、0.5mm角以下の微小部品であってもよい。
(態様3) 本明細書に開示するダイ供給装置では、突き上げピンは断面円形状であり、先端面は平面視円形状であってもよい。
(態様4) 本明細書に開示するダイ供給装置では、先端面は、ダイの凸部と当接する複数の当接領域を有していてもよい。突き上げピンは、先端面とダイの凸部が当接する場合において、先端面とダイを軸線に沿った方向で見たときに、複数の当接領域を結んだ支持面の内部にダイの重心が位置するように構成されていてもよい。
【0010】
(実施例)
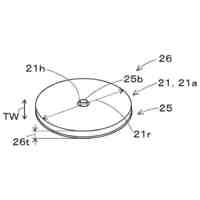
以下、ダイ供給装置を有する本実施例の部品装着機11について図面を参照して説明する。図1は、実施例のダイ供給装置41を有する部品装着機11を示す。図2は、部品装着機11の電気的構成を示す。部品装着機11は、基板1に電子部品2を装着する対基板作業を行う作業機である。部品装着機11は、基板搬送装置12、部品供給装置21、装着ヘッド移動装置31、装着ヘッド36、ダイ供給装置41、制御装置81などを備えている。以下の説明において、部品装着機11の水平幅方向(図1の左右方向)をX軸方向とし、部品装着機11の水平奥行き方向(図1の上下方向)をY軸方向とし、X軸及びY軸に垂直な鉛直方向(図1の紙面方向)をZ軸方向とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
フィーダ
2日前
株式会社FUJI
印刷装置
10日前
株式会社FUJI
ストッカ
1か月前
株式会社FUJI
テープフィーダ
1か月前
株式会社FUJI
リール回転装置
1か月前
株式会社FUJI
物品案内システム
4日前
株式会社FUJI
納品庫およびストッカ
23日前
株式会社FUJI
加工寸法管理システム
1か月前
株式会社FUJI
工作機械の操作システム
16日前
株式会社FUJI
ロッカーおよび管理方法
1か月前
株式会社FUJI
ピッキング条件決定システム
1か月前
株式会社FUJI
ダイ供給装置及びダイ供給方法
1か月前
株式会社FUJI
リール補強部材および自動倉庫
4日前
株式会社FUJI
ダイ供給装置及びダイ供給方法
23日前
株式会社FUJI
部品実装機および部品実装方法
10日前
株式会社FUJI
対基板作業装置及び対基板作業方法
1か月前
株式会社FUJI
保守装置、実装装置及び実装システム
16日前
株式会社FUJI
部品実装機、部品実装システムおよび部品実装方法
1か月前
株式会社FUJI
交換装置
1か月前
株式会社FUJI
部品実装機
1か月前
株式会社FUJI
貸与システム
1か月前
株式会社FUJI
部品実装ライン
3日前
株式会社FUJI
テープフィーダ
10日前
株式会社FUJI
情報処理装置、ストッカシステム、情報処理方法及びプログラム
25日前
株式会社FUJI
フィーダ、フィーダセットアップ装置およびキャリアテープ装填方法
1か月前
株式会社FUJI
フィーダ入替システム
1か月前
株式会社FUJI
フィーダ保管庫及び部品実装システム
25日前
個人
複円環アレーアンテナ
1か月前
個人
接触式電気的導通端子
17日前
日星電気株式会社
同軸ケーブル
24日前
オムロン株式会社
入力装置
1か月前
株式会社GSユアサ
蓄電装置
9日前
株式会社GSユアサ
蓄電装置
1か月前
個人
安全プラグ安全ソケット
19日前
オムロン株式会社
電磁継電器
1か月前
日本バイリーン株式会社
電極支持体
25日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ