TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024152866
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2024135280,2023117041
出願日
2024-08-14,2022-03-28
発明の名称
積層成形方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
43/18 20060101AFI20241018BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】好適にスループットの向上を図ることができる積層成形装置および積層成形システムを提供する。
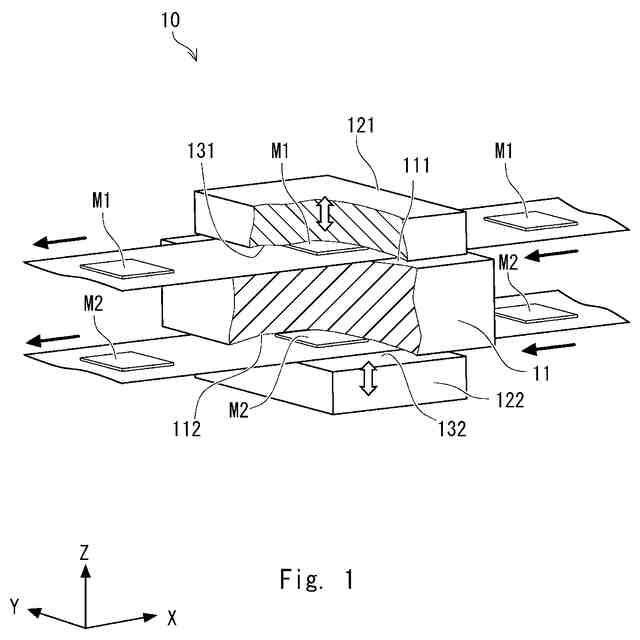
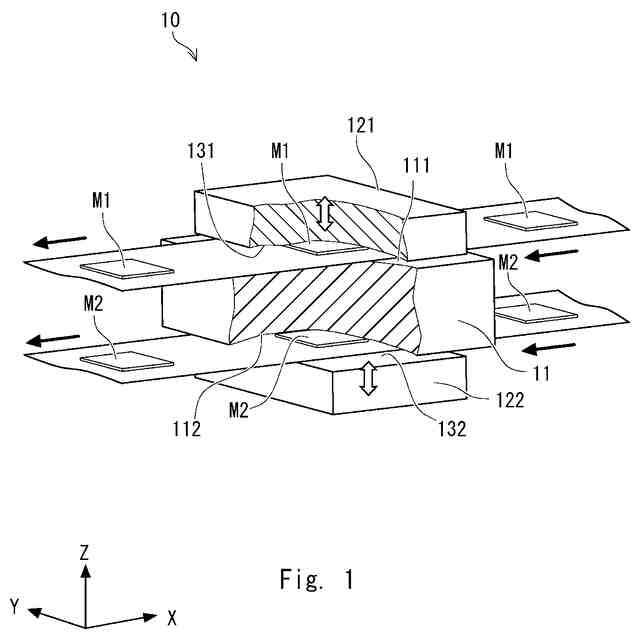
【解決手段】積層成形装置10は、基材と積層フィルムとを少なくとも含む複数の処理対象をそれぞれ押圧して複数の積層成形品を製造するものであって、中央盤11、上盤121および下盤122を有する。中央盤11は、水平面に平行な主面を有する。上盤121は、中央盤11の上方において中央盤11との距離が変動するように設けられ、中央盤11との距離が近づくことにより中央盤11の上面に配置された上側処理対象を押圧する。下盤122は、中央盤11の下方において中央盤11との距離が変動するように設けられ、中央盤11との距離が近づくことにより中央盤11の下面に配置された下側処理対象を押圧する。
【選択図】図1
特許請求の範囲
【請求項1】
水平面に平行な主面を有する中央盤と、
前記中央盤の上方において前記中央盤との距離が変動するように設けられた上盤と、
前記中央盤の下方において前記中央盤との距離が変動するように設けられた下盤と、
前記中央盤と前記上盤の間に挿通された上側搬送フィルムと、
前記中央盤と前記下盤の間に挿通された下側搬送フィルムと、
を有する、基材と積層フィルムとを少なくとも含む複数の処理対象をそれぞれ押圧して複数の積層成形品を製造する積層成形装置を用いた、積層成形方法であって、
(a)前記上側搬送フィルムに上側処理対象を設置する工程と、
(b)前記下側搬送フィルムに下側処理対象を設置する工程と、
(c)前記上側処理対象を前記中央盤と前記上盤で押圧する工程と、
(d)前記下側処理対象を前記中央盤と前記下盤で押圧する工程と、
を備える、積層成形方法。
続きを表示(約 550 文字)
【請求項2】
前記上側搬送フィルムと前記下側搬送フィルムとは、前記中央盤を基準として上下方向に平行に配置される、
請求項1に記載の積層成形方法。
【請求項3】
前記上側搬送フィルムは上側第1搬送フィルムと上側第2搬送フィルムとを含み、
前記工程(a)は、前記上側第2搬送フィルム上に前記上側処理対象を載せて、上側第1搬送フィルムで前記上側処理対象の上部を覆う工程、
を有し、
前記下側搬送フィルムは下側第1搬送フィルムと下側第2搬送フィルムとを含み、
前記工程(b)は、前記下側第2搬送フィルム上に前記下側処理対象を載せて、下側第1搬送フィルムで前記下側処理対象の上部を覆う工程、
を有する、
請求項2に記載の積層成形方法。
【請求項4】
前記上盤と前記下盤とは前記中央盤を基準として上下対称に配置され、
前記工程(c)と前記工程(d)とを並行して行う、
請求項1に記載の積層成形方法。
【請求項5】
前記工程(c)と前記工程(d)とを並行して行う際に、前記下盤を加熱して前記中央盤が下方から受けた熱を上方へ伝達する工程を含む、
請求項4に記載の積層成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は積層成形装置および積層成形システムに用いられる積層成形方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
処理対象に積層フィルムをラミネートする積層工程を施すことにより積層フィルムが積層された積層成形品を製造する積層成形システムが存在する。
【0003】
例えば特許文献1には、真空積載装置と、積層成型プレス装置とを有する積層成形システムが開示されている。積層成型プレス装置において、上盤または下盤の少なくとも一方の盤に取付けられた加圧ブロックには、エンジリアリングプラスチックまたは熱硬化性樹脂の樹脂フィルムを介して加圧面を構成する金属薄板が設けられ、樹脂フィルムの樹脂はポリイミド等が用いられる。
【0004】
特許文献2には、真空積層装置と、第1のプレス装置と、第2のプレス装置と、を有する積層成形システムが開示されている。真空積層装置は、真空チャンバ内で積層成形を行う。第1のプレス装置は、真空積層装置の後工程に設けられ、加圧ブロックの表面から離れる方向に向かって金属薄板、耐熱性エラストマーの順に積層される加圧面が設けられている。第2のプレス装置は、第1のプレス装置の後工程に設けられ、加圧ブロックの表面から離れる方向に向かって緩衝材、金属薄板の順に積層される加圧面が設けられている。
【先行技術文献】
【特許文献】
【0005】
特許第6900138号公報
特許第7025499号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の積層成形システム全体のスループットは、タクトタイムが相対的に長い所定の装置により拘束される。例えば所定のプレス装置のタクトタイムが他の装置のタクトタイムに比べて長い場合、そのプレス装置の工程を分割して複数のプレス装置に工程を分担させるという方法により、スループットの向上を図ることが考えられる。しかし、この方法は、熱硬化性樹脂を含む積層成形品をプレスする場合において、材料に負荷を掛けることになり品質を低下させる虞がある。またスループットの向上を目的として、複数の積層成形システムを設けるという方法が考えられる。しかしこの場合は、設備を設置する面積を要し、システムを操作する人員の負担が増大する。
【0007】
本開示は、このような課題を解決するためになされたものであって、好適にスループットの向上を図ることができる積層成形装置および積層成形システムを提供するものである。
【課題を解決するための手段】
【0008】
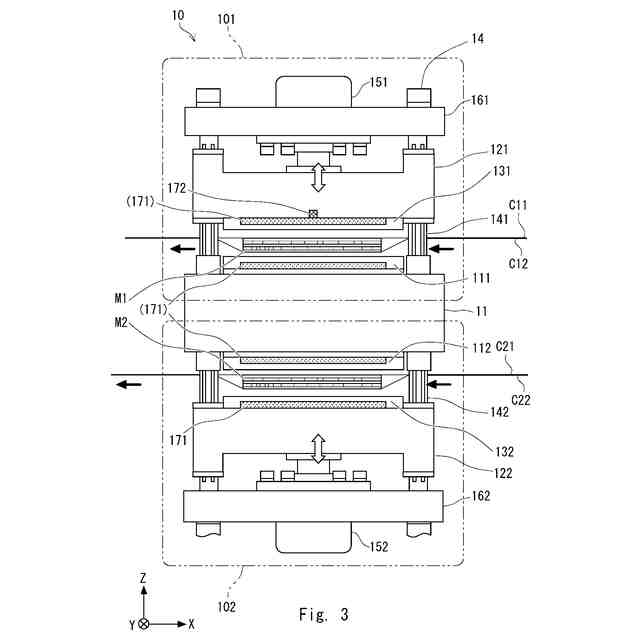
本開示にかかる積層成形装置は、基材と積層フィルムとを少なくとも含む複数の処理対象をそれぞれ押圧して複数の積層成形品を製造するものであって、中央盤、上盤および下盤を有する。中央盤は、水平面に平行な主面を有する。上盤は、中央盤の上方において中央盤との距離が変動するように設けられ、中央盤との距離が近づくことにより中央盤の上面に配置された上側処理対象を押圧する。下盤は、中央盤の下方において中央盤との距離が変動するように設けられ、中央盤との距離が近づくことにより中央盤の下面に配置された下側処理対象を押圧する。
【発明の効果】
【0009】
本開示によれば、好適にスループットの向上を図ることができる積層成形装置および積層成形システムを提供できる。
【図面の簡単な説明】
【0010】
実施の形態1にかかる積層成形装置の基本構成図である。
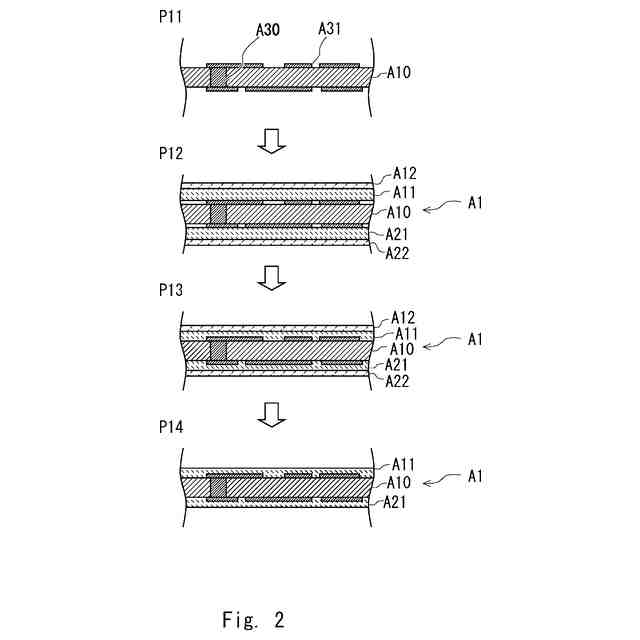
積層成形装置の工程を説明するための図である。
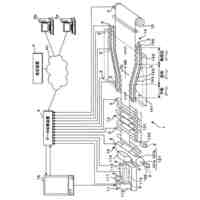
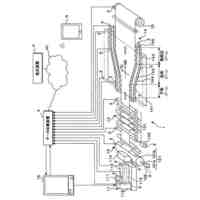
実施の形態1にかかる積層成形装置の構成図である。
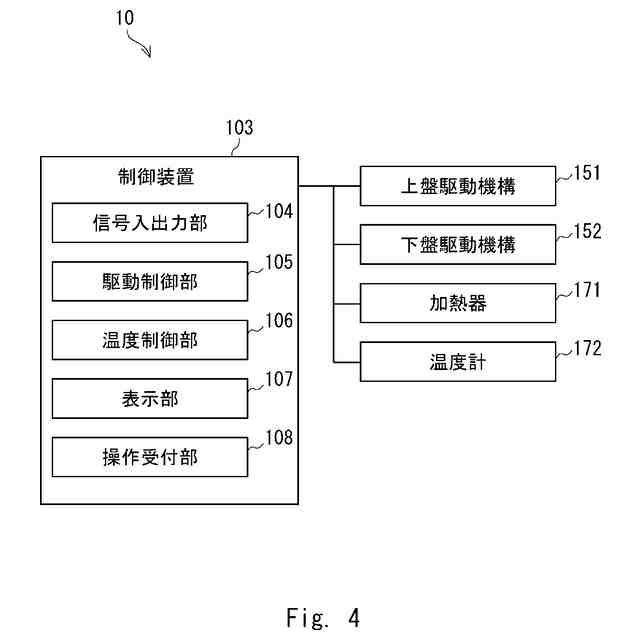
実施の形態1にかかる積層成形装置のブロック図である。
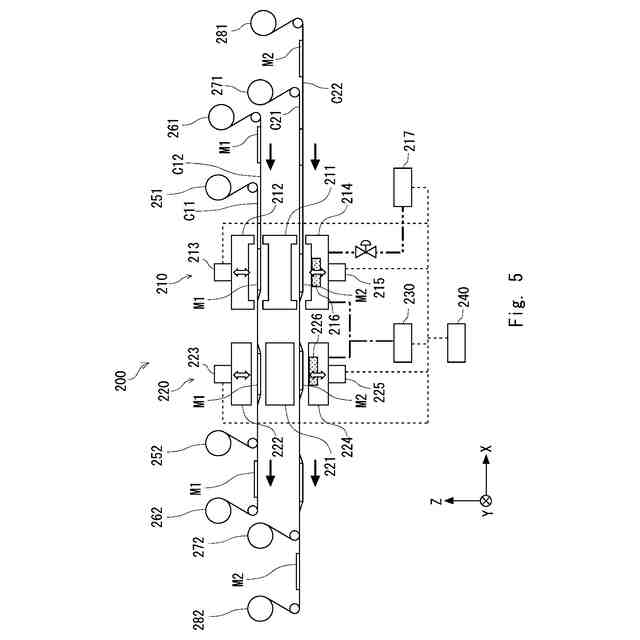
実施の形態2にかかる積層成形システムの構成図である。
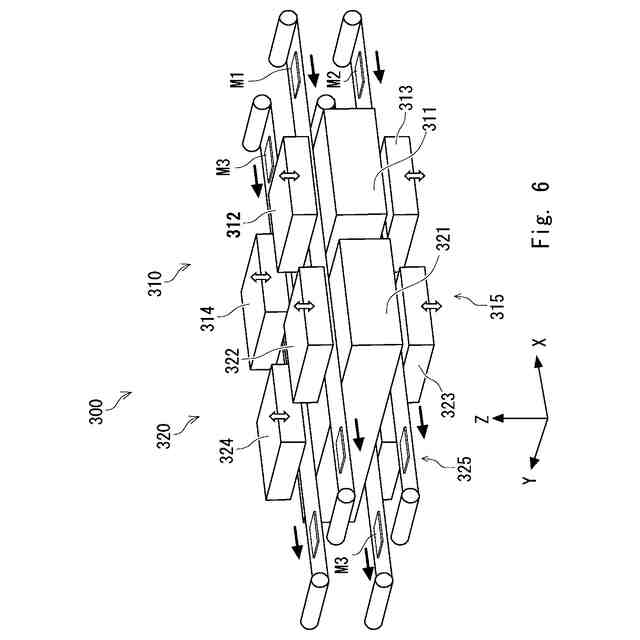
実施の形態3にかかる積層成形システムの構成図である。
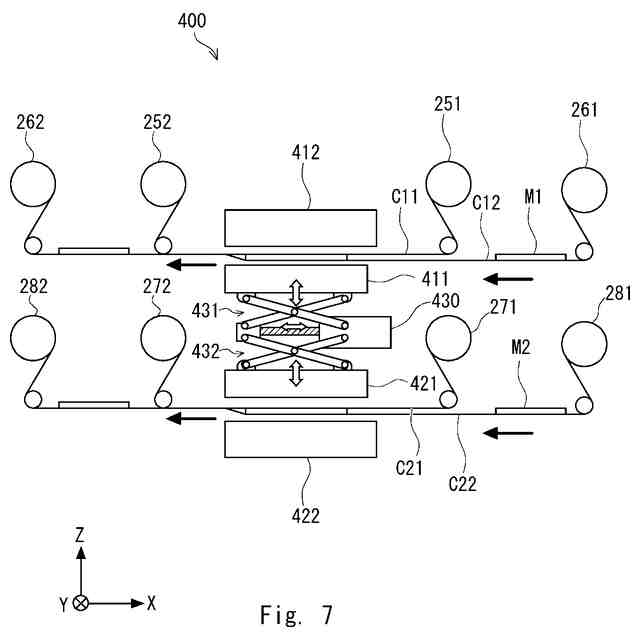
実施の形態4にかかる積層成形システムの構成図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
推定方法、コンピュータプログラム、推定装置及び推定システム
今日
株式会社日本製鋼所
成形条件パラメータの推定方法、コンピュータプログラム、推定装置及び推定システム
今日
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
津田駒工業株式会社
連続成形機
11か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
3か月前
株式会社FTS
ロッド
13日前
個人
樹脂可塑化方法及び装置
20日前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
5か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社FTS
セパレータ
7日前
株式会社リコー
画像形成システム
2か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社城北精工所
押出成形用ダイ
10か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形装置
9か月前
個人
ノズルおよび熱風溶接機
29日前
株式会社リコー
シート処理システム
5か月前
東レ株式会社
溶融押出装置および押出方法
28日前
KTX株式会社
シェル型の作製方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ