TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151462
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023064804
出願日
2023-04-12
発明の名称
生タイヤ供給装置
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29D
30/06 20060101AFI20241018BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生タイヤのストック部と加硫機との間のスペースについて、スペース効率を向上させることが可能な生タイヤ供給装置を提供する。
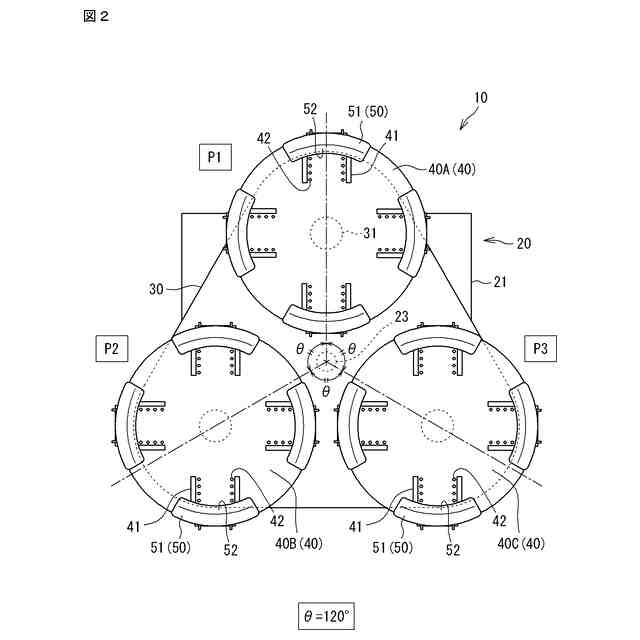
【解決手段】生タイヤ供給装置10は、本体フレーム21と、本体フレーム21に対して第1回転軸23を介して回転可能に支持されるメインテーブル30と、メインテーブル30に対して第2回転軸31を介して回転可能に支持されるサブテーブル40と、メインテーブル30及びサブテーブル40を回転駆動する駆動部24と、駆動部24を制御するコントローラ60と、を備え、コントローラ60が、加硫機6に対する生タイヤRの仮置き位置Aとサブテーブル40の位置とが一致するように、メインテーブル30の第1回転軸23回りの位相を調整し、かつ、サブテーブル40に載置された生タイヤRの周方向の位相が加硫機6への投入に適した所定の位相となるように、サブテーブル40の第2回転軸31回りの位相を調整する。
【選択図】図2
特許請求の範囲
【請求項1】
加硫機の直前の仮置き位置に生タイヤを供給する生タイヤ供給装置であって、
本体フレームと、
前記本体フレームに対して第1回転軸を介して回転可能に支持されるメインテーブルと、
前記メインテーブルに対して第2回転軸を介して回転可能に支持されるサブテーブルと、
前記メインテーブル及び前記サブテーブルを回転駆動する駆動部と、
前記駆動部を制御するコントローラと、
を備え、
前記コントローラが、
前記仮置き位置と前記サブテーブルの位置とが一致するように、前記メインテーブルの前記第1回転軸回りの位相を調整し、かつ、
前記サブテーブルに載置された前記生タイヤの周方向の位相が前記加硫機への投入に適した所定の位相となるように、前記サブテーブルの前記第2回転軸回りの位相を調整する、生タイヤ供給装置。
続きを表示(約 770 文字)
【請求項2】
前記生タイヤに付された識別子を検出する検出部をさらに備え、
前記検出部が、前記仮置き位置に位置する前記サブテーブル上の前記生タイヤの前記識別子を読み取り、
前記コントローラが、
前記検出部が前記識別子から読み取った情報に基づいて、前記サブテーブルの前記第2回転軸回りの位相を調整する、請求項1に記載の生タイヤ供給装置。
【請求項3】
複数の前記サブテーブルを備え、
前記駆動部が、
前記複数のサブテーブルのうちの前記仮置き位置に位置する1つの前記サブテーブルを駆動可能に構成される、請求項1又は請求項2に記載の生タイヤ供給装置。
【請求項4】
3個の前記サブテーブルを備え、
前記コントローラが、前記メインテーブルを120度ずつ回動させて、前記3個のサブテーブルのうちの1つの前記サブテーブルを、前記仮置き位置に位置させる、請求項1又は請求項2に記載の生タイヤ供給装置。
【請求項5】
前記サブテーブルにおいて、前記生タイヤが載置される受け部材をさらに備え、
前記受け部材が、リング状に配置された複数のセグメントで構成される、請求項1又は請求項2に記載の生タイヤ供給装置。
【請求項6】
前記受け部材が、4個の前記セグメントで構成される、請求項5に記載の生タイヤ供給装置。
【請求項7】
前記セグメントが、前記サブテーブルの径方向についての位置を調整可能な支持部材を介して前記サブテーブルに支持される、請求項5に記載の生タイヤ供給装置。
【請求項8】
前記セグメントが、前記サブテーブルの径方向の内側に向かって先下がりとなる傾斜部を有する、請求項5に記載の生タイヤ供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、生タイヤの供給装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
タイヤの製造工程では、ストック部にストックされた生タイヤを加硫機に供給するための生タイヤ供給装置が用いられる。生タイヤ供給装置は、加硫機に対して生タイヤを1本ずつ供給する。従来のタイヤ供給装置としては、例えば、特許文献1に開示されたものが知られている。
【先行技術文献】
【特許文献】
【0003】
特開2001-163002号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、生タイヤのストック部と加硫機との間のスペースについて、スペース効率を向上させることが可能な生タイヤ供給装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
(1)本発明に係る生タイヤ供給装置は、加硫機の直前の仮置き位置に生タイヤを供給する生タイヤ供給装置であって、本体フレームと、前記本体フレームに対して第1回転軸を介して回転可能に支持されるメインテーブルと、前記メインテーブルに対して第2回転軸を介して回転可能に支持されるサブテーブルと、前記メインテーブル及び前記サブテーブルを回転駆動する駆動部と、前記駆動部を制御するコントローラと、を備え、前記コントローラが、前記仮置き位置と前記サブテーブルの位置とが一致するように、前記メインテーブルの前記第1回転軸回りの位相を調整し、かつ、前記サブテーブルに載置された前記生タイヤの周方向の位相が前記加硫機への投入に適した所定の位相となるように、前記サブテーブルの前記第2回転軸回りの位相を調整する。
【0006】
上記構成の生タイヤ供給装置は、ストック部から加硫機に生タイヤを供給するとともに、生タイヤの位相を調整することができる。これにより、生タイヤのストック部と加硫機との間のスペースについて、スペース効率を向上させることができる。
【0007】
(2)本発明の前記(1)の態様の生タイヤ供給装置は、前記生タイヤに付された識別子を検出する検出部をさらに備え、前記検出部が、前記仮置き位置に位置する前記サブテーブル上の前記生タイヤの前記識別子を読み取り、前記コントローラが、前記検出部が前記識別子から読み取った情報に基づいて、前記第2回転軸回りの位相を調整すると好ましい。
上記構成の生タイヤ供給装置は、生タイヤを加硫機へ投入する直前のタイミングで、次に加硫機へ投入される生タイヤの識別子を1つずつ検出するため、生タイヤの個体と、加硫機に対する生タイヤの投入順序とを紐づけた情報を確実に取得することができる。このため、上記構成の生タイヤ供給装置は、生タイヤの加硫機への投入タイミングを確実に把握することができる。
【0008】
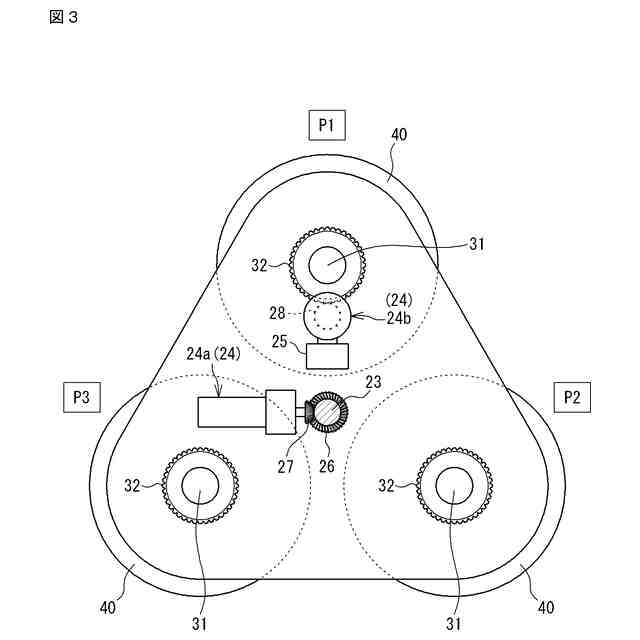
(3)本発明の前記(1)又は(2)の態様の生タイヤ供給装置は、複数の前記サブテーブルを備え、前記駆動部が、前記複数のサブテーブルのうちの前記仮置き位置に位置する1つの前記サブテーブルを駆動可能に構成されると好ましい。
上記構成の生タイヤ供給装置は、各サブテーブルについて個別に駆動部を設ける場合に比べて、駆動部の構成を簡素にすることができる。これにより、生タイヤ供給装置をよりコンパクトに構成することが可能となる。また、生タイヤ供給装置の製造コストを抑制することができる。
【0009】
(4)本発明の前記(1)~(3)の何れかの態様の生タイヤ供給装置は、3個の前記サブテーブルを備え、前記コントローラが、前記メインテーブルを120度ずつ回動させて、前記3個のサブテーブルのうちの1つの前記サブテーブルを、前記仮置き位置に位置させると好ましい。
上記構成の生タイヤ供給装置は、メインテーブル上において、3個の生タイヤを周方向に並べて保持することができる。このため、生タイヤ供給装置は、3個の生タイヤを直線上に並べて保持した場合に比べて、ストック部と加硫機との間に確保すべき距離を短くすることができる。上記構成の生タイヤ供給装置は、生タイヤのストック部と加硫機との間のスペースについて、スペース効率を向上させることができる。
【0010】
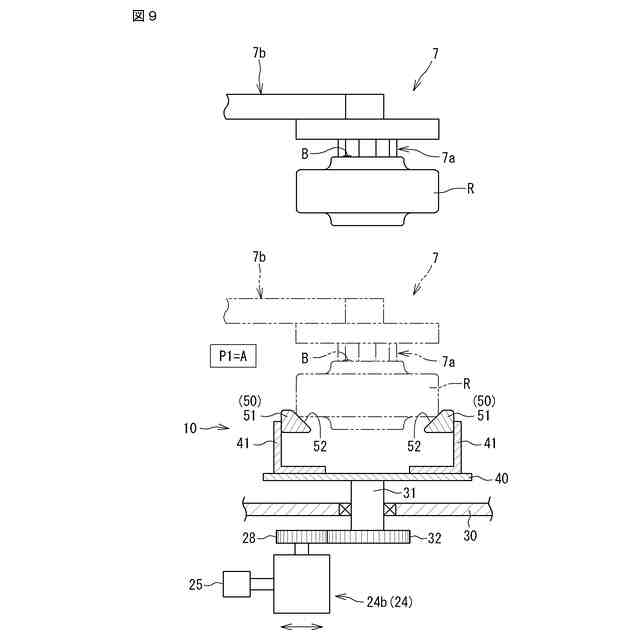
(5)本発明の前記(1)~(4)の何れかの態様の生タイヤ供給装置は、前記サブテーブルにおいて、前記生タイヤが載置される受け部材をさらに備え、前記受け部材が、リング状に配置された複数のセグメントで構成されると好ましい。
上記構成の生タイヤ供給装置によれば、サブテーブル上に載置した生タイヤの変形を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
1日前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
小林工業株式会社
振動溶着機
5か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社FTS
ブローニードル
1日前
株式会社日本製鋼所
射出成形機
4か月前
株式会社イクスフロー
成形装置
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
日本プラスト株式会社
嵌合構造
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社スリーエス
光造形装置
6か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































