TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150559
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2024113800,2020572444
出願日
2024-07-17,2019-07-19
発明の名称
高性能繊維の弾道変換効率
出願人
ハネウェル・インターナショナル・インコーポレーテッド
,
Honeywell International Inc.
代理人
個人
,
個人
,
個人
,
個人
主分類
D04H
3/04 20120101AFI20241016BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】繊維引張特性を改善した繊維性物品を提供する。
【解決手段】1つ以上の一方向性繊維プライを含む繊維性物品であって、各一方向性繊維プライが、ポリマー結合剤でコーティングされた複数の一方向に配向された繊維を含み、前記繊維性物品が、0.0345MPa(5psi)未満の圧力で押圧されることによってプライミングされており、前記繊維が、圧縮装置内で軸方向に伸張されており、前記圧縮装置が、2つの圧力作用要素を含む圧縮コンベヤであり、前記繊維が、軸方向に伸張される前の初期の破断伸び率の値、及び軸方向に伸張された後の減少した破断伸び率の値を有し、前記初期の破断伸び率の値が、前記減少した破断伸び率の値よりも大きく、前記減少した破断伸び率の値が、約2.0%~約3.9%であり、破断伸び率がASTM D2256によって測定される、繊維性物品とする。
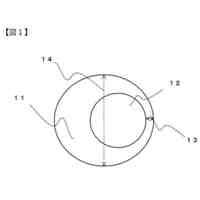
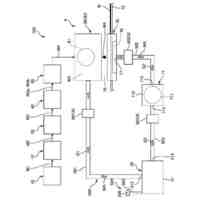
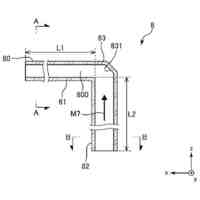
【選択図】図1
特許請求の範囲
【請求項1】
1つ以上の一方向性繊維プライを含む繊維性物品であって、各一方向性繊維プライが、ポリマー結合剤でコーティングされた複数の一方向に配向された繊維を含み、前記繊維性物品が、プライミングされており、前記繊維が、圧縮装置内で軸方向に伸張されており、前記繊維が、軸方向に伸張される前の初期の破断伸び率の値、及び軸方向に伸張された後の減少した破断伸び率の値を有し、前記初期の破断伸び率の値が、前記減少した破断伸び率の値よりも大きく、前記減少した破断伸び率の値が、約2.0%~約3.9%である、繊維性物品。
続きを表示(約 1,200 文字)
【請求項2】
前記初期の破断伸び率の値が3.0%以上である、請求項1に記載の繊維性物品。
【請求項3】
前記初期の破断伸び率の値が4.0%以上である、請求項1に記載の繊維性物品。
【請求項4】
繊維性プリプレグ複合材の繊維引張特性を向上させるための方法であって、前記方法が、
a)1つ以上の一方向性繊維プライを含む少なくとも1つの繊維性プリプレグ複合材を提供することであって、前記プライの各々が、ポリマー結合剤でコーティングされた複数の一方向に配向された繊維を含み、前記繊維が、7g/デニール以上の靭性及び150g/デニール以上の引張弾性率並びに少なくとも2.0%の破断伸び率を有し、前記繊維が、軟化温度及び融解温度を有する、提供することと、
b)前記複合材の前記繊維を、前記繊維の前記軟化温度よりも高いが前記繊維の前記融解温度よりも低い温度まで加熱することと、
c)前記繊維が前記繊維の前記軟化温度よりも高いが前記繊維の前記融解温度よりも低い前記温度である間に、前記複合材を軸方向伸張応力に供することであって、各繊維プライ内の前記繊維が、前記軸方向伸張応力によって軸方向に伸張され、それにより各プライにおける各繊維の前記靭性が少なくとも1%増加し、各繊維の前記破断伸び率が少なくとも1%減少する、供することと、を含む、方法。
【請求項5】
前記複合材が、圧縮コンベヤを通過している間に前記軸方向伸張応力に供され、前記軸方向伸張応力が、少なくとも約0.25キログラム力(2.45ニュートン)である、請求項4に記載の方法。
【請求項6】
前記圧縮コンベヤが、2つの圧力作用要素を含み、前記複合材が、前記圧力作用要素間で圧縮され、それにより、前記圧力作用要素は、前記複合材が前記圧縮コンベヤを通じて同時に搬送される間に、前記複合材を軸方向伸張応力に同時に供する、請求項5に記載の方法。
【請求項7】
前記複合材が、連続ウェブとして前記圧縮コンベヤを通過し、前記ウェブが、連続的かつ一定の軸方向張力下に維持される、請求項6に記載の方法。
【請求項8】
各複合材が、一体に圧密されている2つの交差プライされた一方向性繊維プライを含み、前記複合材が、圧縮コンベヤを通過している間に多軸伸張応力に供される、請求項5に記載の方法。
【請求項9】
各複合材が、一体に圧密されている2つの交差プライされた一方向性繊維プライを含み、前記複合材が、圧縮コンベヤを通過している間に多軸伸張応力に供される、請求項5に記載の方法。
【請求項10】
複数の前記複合材が、前記圧縮コンベヤに挿入され、前記複合材が、前記圧縮コンベ
ヤへの挿入時に互いに取り付けられていない、請求項9に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本技術は、防弾複合材料の改善に関し、具体的には、繊維性複合材料の引張特性を向上させるための効率的な方法に関する。
続きを表示(約 5,000 文字)
【背景技術】
【0002】
ポリオレフィン繊維などの高性能熱可塑性繊維は、複合材構造の製造に広く使用されている。高強度の熱可塑性繊維を製造するための様々な方法が既知であり、例えば、米国特許第4,413,110号、同第4,536,536号、同第4,551,296号、同第4,663,101号、同第5,032,338号、同第5,578,374号、同第5,736,244号、同第5,741,451号、同第5,958,582号、同第5,972,498号、同第6,448,359号、同第6,746,975号、同第6,969,553号、同第7,078,099号、同第7,344,668号、同第7,846,363号、同第8,361,366号、同第8,444,898号、同第8,747,715号、及び同第9,365,953号に記載されており、これらの開示は、本明細書と一致する範囲まで、参照により本明細書に組み込まれる。
【0003】
これらの特許の各々は、フィラメントが延伸されて、すなわち、一連の延伸ロールにわたって伸長されて、それらの引張強度特性を改善する、高強度フィラメントの製造のためのゲル紡糸技術について記載するものである。例えば、米国特許第4,413,110号、同第4,663,101号及び同第5,736,244号は、形成されたポリエチレンゲル前駆体と、ポリエチレンゲル前駆体から得られた低多孔性キセロゲルを伸長して高靭性の高弾性率繊維を形成することが記載されている。米国特許第5,578,374号及び同第5,741,451号は、特定の温度及び延伸速度で延伸することによって既に配向されているポリエチレン繊維の後伸長を記載している。米国特許第6,746,975号は、流体製品を形成するために、マルチオリフィス紡糸口金を通した押出を介して、ポリエチレン溶液から形成された高靭性の高弾性率マルチフィラメント糸を記載している。流体製品はゲル化され、伸長され、キセロゲルに形成される。次いで、キセロゲルを二段階伸長に供して、所望のマルチフィラメント糸を形成する。米国特許第7,078,099号は、分子構造の広がりを増加させた、延伸したゲル紡糸マルチフィラメント糸を記載している。糸は、改善された製造プロセスによって製造され、高分子量及び結晶的秩序を有するマルチフィラメント糸を得るために、特殊な条件下で延伸されている。米国特許第7,344,668号は、強制対流空気オーブ内で本質的に希釈剤を含まないゲル紡糸ポリエチレンマルチフィラメント糸を延伸するプロセス及びそのプロセスによって製造された延伸糸を記載している。延伸比、伸び率、滞留時間、オーブン長及び供給速度のプロセス条件は、効率及び生産性の向上を達成するように、互いに特定の関係で選択されている。米国特許第7,846,363号、同第8,361,366号、同第8,444,898号、同第8,747,715号及び同9,365,953号は各々、繊維引張特性を改善し、これにより、改善した繊維引張特性から形成される装甲複合材の防弾特性を改善する、当該技術分野の既知の方法における改善を教示している。
【0004】
上で参照された方法の全てによって必要とされる一般的な加工ステップは繊維延伸であり、これは、繊維強度を向上させることが従来知られており、非常に効果的な複合材装甲の製造において重要である。しかしながら、任意のこのような延伸方法を使用してフィラメントを延伸する過程で、繊維がその伸長限界に近づくと、フィラメントは破断する場合がある。破断したフィラメントは、延伸ロールのうちの1つの周りに巻かれる傾向があり、それらが延伸ロールの周りに巻き付くにつれて、それらのフィラメントは、多くの場合、同じ延伸ロール上の隣接する切れ目のないフィラメントと干渉し、隣接するフィラメ
ントもまた破断する。最終的には、これは、糸全体の破断につながる場合がある。糸が破断すると、同じ延伸装置によって同時に延伸される他の糸も破断し、プロセス不良及び実質的な製品廃棄をもたらす場合がある。これらの問題を考慮すると、それらの靭性を最大化するために繊維を最大限に延伸することは、非効率的であり、比較的低い製品歩留まりをもたらし得る。したがって、そのような繊維の破断及び廃棄を回避するために、初期製造後に有意な繊維延伸を行う必要なく、繊維引張特性を改善するための代替的手段が存在すれば、当該技術分野において有益なものとなるであろう。
【0005】
繊維引張特性を最大化することは、マトリックス(結合剤)が存在する場合の強度と同様に、有効な複合材装甲の製造にとって重要であり、特に、一方向性テープの繊維を一緒に保持するために結合剤が使用される不織布一方向性繊維性複合材からの有効な装甲の製造において重要である。しかしながら、複合材の強度は、混合物の規則に厳密に追従しない。すなわち、複合材の強度は、単に繊維及びマトリックス成分の強度の直接的な尺度とならない。特に、個々の成分を布地に加工する間、当該技術分野において変換効率と称される、原材料成分の強度に対して複合材の強度のいくらかの損失が生じる。これは、繊維から複合材への変換(繊維不整合、ボイド形成、又はコーティングの不均一な塗布など)中の加工条件又は不完全な加工結果による材料劣化などの、様々な理由で発生する可能性がある。これは、2つの重大な問題を提示するものである。最初に、強度損失の程度は予測不能であり、複合材の強度を予測不能にする。第2に、このような繊維から複合材への強度の変換効率の低さを補うため、複合材を装甲物品に変換する際に所望のレベルの対弾道性能を維持するために、より多くの材料層が必要とされ、このことは、望ましくないことに装甲の重量、嵩高性及びコストを不必要に増加させる。この問題に対処するための解決策が必要となる。
【0006】
本技術は、繊維伸長度を制限し、繊維強度を代替的な処理を通して最大化することにより、上述した製造上の非効率、すなわち、製造製品の損失による繊維歩留まりの低下と、繊維から複合材への強度変換効率の低下という問題の両方を解決するものであることが、予想外に見出されている。
【発明の概要】
【0007】
繊維及び結合剤強度の複合材強度への変換効率は、特に、最初に単プライの一方向性プリプレグウェブ、複数の隣接する/積層された一方向性プリプレグウェブ、プリプレグ一方向性テープ(単一の個別プリプレグプライ)、又は複数の隣接した/積層されたプリプレグプライをプライミング(すなわち、湿式ラミネーションなどの軽度条件下で軽く押圧)し、続いて、プライム型ウェブ、個別プライ、又は複数のプライ/ウェブを、等圧プレス機(二重ベルトプレス機)に通すことによって改善されることが見出されている。複数のプライ及び/又はウェブがプライミングされるとき、プライミングするステップは、プライ/ウェブを一緒に接着し、典型的には、2つ、4つ、6つ若しくは8つ又はそれを超える、プライ(層)を含むプリプレグ複合ウェブ/布地(本明細書では、「マルチプライ布地」又は「マルチプライプリプレグ布地」とも称される)あるいは2つ、4つ、6つ若しくは8つの全一方向性ウェブ(本明細書では、「マルチプライウェブ」又は「マルチプライプリプレグウェブ」とも称される)を含むプリプレグ複合ウェブ/布地を形成する。各個々のウェブは、単一のウェブ層/ウェブプライである。マルチプライプリプレグ布地又はマルチプライプリプレグウェブは、それ自体によって、又は1つ以上の他のマルチプライプリプレグ布地、若しくは一方向性プリプレグウェブによって、あるいは別のウェブ/個別プライと従前に組み合わされていない、又はそれに取り付けられた単一のプリプレグ一方向性テープ(単一の個別プライ)によって、等圧プレスを介して加工することができる。
【0008】
各実施形態では、プリプレグウェブ(複数可)/一方向性の単一の個別プリプレグプ
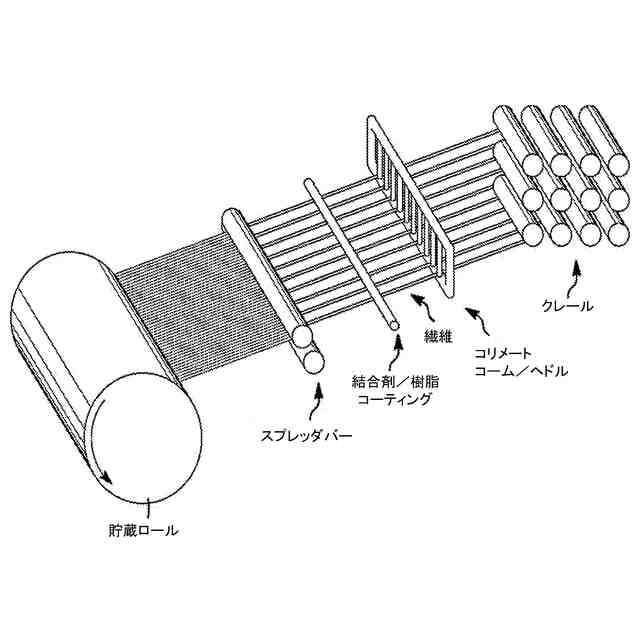
ライ/マルチプライプリプレグ布地は、ポリマー結合剤でコーティングされた繊維を含むか、あるいはポリマー結合剤で任意選択的にコーティングされた繊維性テープ(繊維を含む)若しくは非繊維性テープ(繊維を含まない)を含む。結合剤を用いたコーティングは、圧縮装置(例えば、圧縮コンベヤ)においてウェブ(複数可)/個別プライ/布地を軸方向への伸張に供する前に実施される。ウェブ(複数可)/個別プライ/プライをプライミングすることにより、成分繊維/テープの一方向の整列は、全ての成分繊維/テープが同じ軸方向に真っ直ぐかつより均一に整列され、繊維又はテープ(存在する場合)上の結合剤コーティングの均一性が改善されるように、より均一に作製される。この点に関して、繊維/テープは、樹脂でコーティングされているときにわずかに移動し得る。層をプライミングすることは、このような繊維/テープのより理想的な整列に役立つ。これは、一方向性繊維プライの繊維/テープ被覆率を最大化し、また、過剰な結合剤濃度の領域を調整し、それによって繊維/テープとの突出部の係合を最大化するが、軸方向伸張の準備において繊維/テープを真っ直ぐにする。プライミング後、プライミングされた一方向性ウェブ(複数可)/個別プライ/マルチプライ布地は、次いで、各ウェブ/個別プライの軸方向の軸方向伸張応力(複数可)に供される。従来の延伸による繊維の伸長を完了するのではなく、圧縮装置内の繊維/テープを軸方向に伸張することにより、繊維の最大延伸に伴う歩留まり損失の問題が回避される。加えて、本明細書に記載される条件下での圧縮装置内の繊維/テープの軸方向伸張は、繊維/テープの劣化を回避し、例えばフラットベッドラミネータ、オートクレーブ、又は成形装置において、5psi以上の圧力下で圧密化するなどの従来の製造方法と比較して、繊維/テープの引張特性から最終複合材の引張特性への変換効率の向上を達成するものである。
【0009】
より具体的には、1つ以上の一方向性繊維プライを含む繊維性物品であって、各一方向性繊維プライが、ポリマー結合剤でコーティングされた複数の一方向に配向された繊維を含み、複合材料繊維性物品が、プライミングされており、複合材料繊維が、圧縮装置内で軸方向に伸長されており、複合材料繊維が、軸方向に伸長される前の初期の破断伸び率の値、及び軸方向に伸長された後の減少した破断伸び率の値を有し、複合材料初期の破断伸び率の値が、複合材料減少した破断伸び率の値よりも大きく、複合材料減少した破断伸び率の値が、約2.0%~約3.9%である、繊維性物品が、提供される。
【0010】
また、繊維性プリプレグ複合材の繊維引張特性を向上させるための方法であって、複合材料方法が、
a)1つ以上の一方向性繊維プライを含む少なくとも1つの繊維性プリプレグ複合材を提供することであって、複合材料プライの各々が、ポリマー結合剤でコーティングされた複数の一方向に配向された繊維を含み、複合材料繊維が、7g/デニール以上の靭性及び150g/デニール以上の引張弾性率並びに少なくとも2.0%の破断伸び率を有し、複合材料繊維が、軟化温度及び融解温度を有する、提供することと、
b)複合材料複合材の繊維を、複合材料繊維の軟化温度よりも高いが複合材料繊維の融解温度よりも低い温度まで加熱することと、
c)複合材料繊維が複合材料繊維の軟化温度よりも高いが複合材料繊維の融解温度よりも低い複合材料温度である間に、複合材料複合材を軸方向伸張応力に供することであって、各繊維プライ内の繊維が、複合材料軸方向伸張応力によって軸方向に伸張され、それにより各プライにおける各繊維の靭性が少なくとも1%増加し、各繊維の破断伸び率が少なくとも1%減少する、供することと、を含む方法が、提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
繊維構造体
2か月前
東レ株式会社
織編物及び衣服
2か月前
三菱ケミカル株式会社
繊維集合体
1か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社島精機製作所
横編機
23日前
帝人株式会社
織編物および熱防護衣料
3か月前
東レ株式会社
スパンボンド不織布の製造方法
2か月前
東レ株式会社
長繊維不織布およびその製造方法
1か月前
東レ株式会社
スパンボンド不織布およびマスク
2か月前
ユニチカ株式会社
化粧料含浸用基布の製造方法
3か月前
東レ株式会社
自着性繊維構造体およびその製造方法
3か月前
東レ株式会社
スパンボンド不織布およびその製造方法
2か月前
東洋紡エムシー株式会社
長繊維不織布及び土木用資材
2か月前
東洋紡せんい株式会社
抗スナッグ性編物
1か月前
東レ株式会社
長繊維不織布、分離膜支持体および分離膜
1か月前
株式会社島精機製作所
編地の編成方法、および編地
2か月前
セイコーエプソン株式会社
複合体
3か月前
佰龍機械廠股ふん有限公司
両面丸編機
2か月前
セイコーエプソン株式会社
シート製造装置
1か月前
セイコーエプソン株式会社
シート製造装置
3か月前
花王株式会社
不織布
2か月前
日本バイリーン株式会社
中綿、および、当該中綿を備えた衣類
2か月前
東洋紡エムシー株式会社
不織布積層体及びそれを用いた袋状物
3日前
タイガースポリマー株式会社
熱膨張性不織布およびその製造方法
3か月前
セイコーエプソン株式会社
成形体の製造方法
3か月前
旭ファイバーグラス株式会社
フライトコンベア
3か月前
花王株式会社
吸収性物品用不織布
2か月前
花王株式会社
不織布及び吸収性物品
2か月前
セイコーエプソン株式会社
分散装置および堆積装置
3か月前
タピルス株式会社
エレクトレット不織布
2か月前
花王株式会社
不織布の製造方法
1か月前
株式会社 松田工務店
積層体布帛用シングル丸編地及び積層体布帛
1か月前
三菱ケミカル株式会社
多孔質電極基材及びその製造方法
3か月前
セイコーエプソン株式会社
緩衝材及び緩衝材の製造方法
23日前
佰龍機械廠股ふん有限公司
両面ロングパイル編み物
1か月前
佰龍機械廠股ふん有限公司
多色ジャカード両面編み物
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ