TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024149097
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062772
出願日
2023-04-07
発明の名称
成形機の型締装置
出願人
新潟機械株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/66 20060101AFI20241010BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ピンとトグルピースとの連結部分、および、ピンとエンドプレートとの連結部分において、ボルトの変形を防止する。
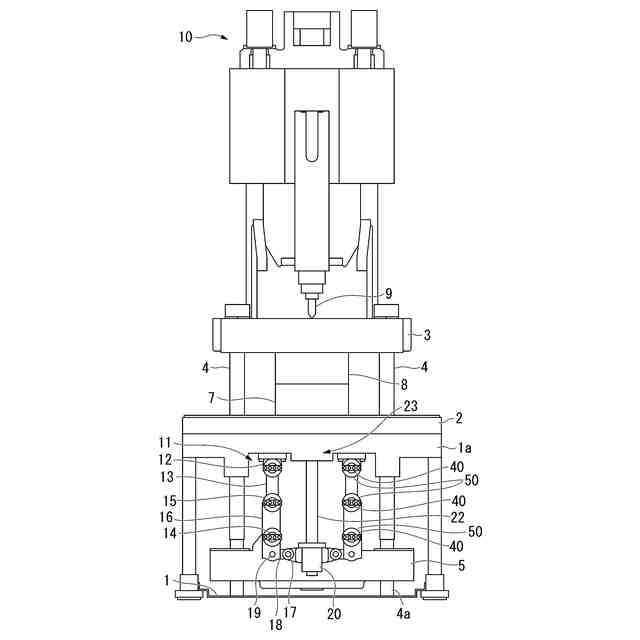
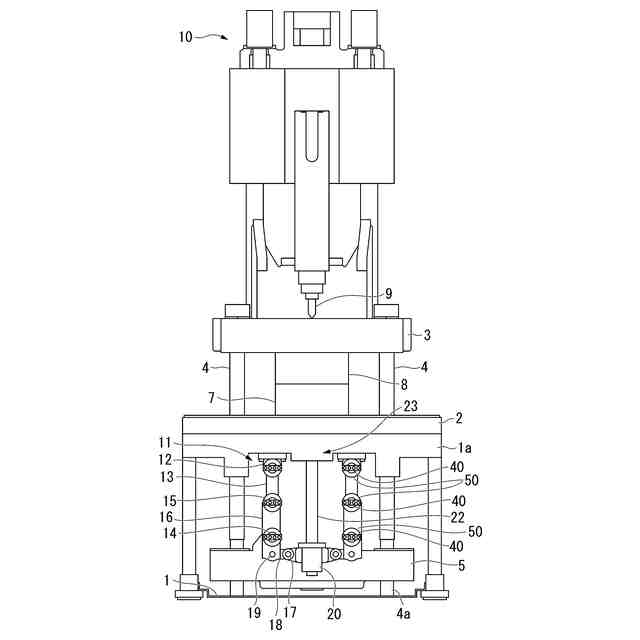
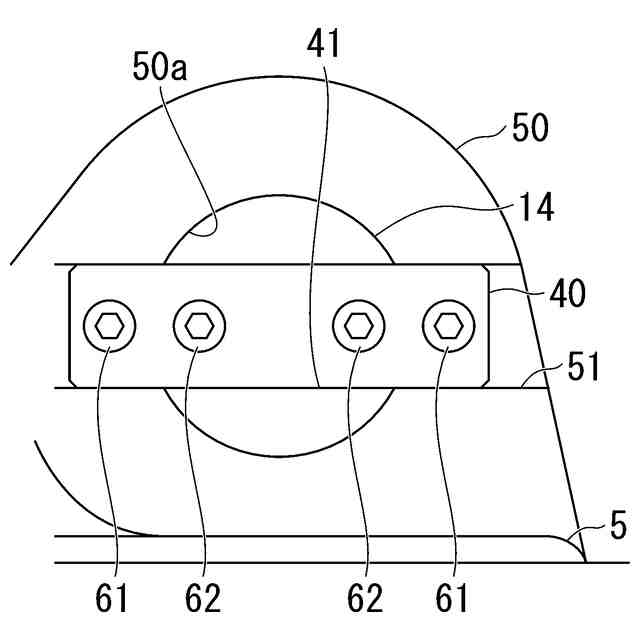
【解決手段】クロスヘッドの上下方向の移動によって伸長して可動盤を型締め移動させるトグル機構を有する射出成形機のトグル式型締装置であって、トグル機構は、トグルピンで上下に屈伸自在に連結されたトグルピース、フェースピースからなるトグルリンクを有し、トグルリンクの両端は、トグルピンで固定盤とエンドプレートとに連結され、トグルピンの端部は、支持部分の貫通孔を貫通し、トグルピンと支持部分とは、トグルピンの端面と支持部分とに連続したキー溝にキーが嵌められ、支持部分とキーとが、トグルピンと平行な軸線のボルトで接続され、変形許容間隙がボルト周囲のキーに形成され、ボルトは、変形許容間隙に配置された変形許容部品を介してキーに取り付けられる。
【選択図】図1
特許請求の範囲
【請求項1】
マシンボディに固定された固定盤と、
前記固定盤の上方に設けられタイバーの上端に固定された可動盤と、
前記固定盤の下方で前記タイバーの下端に固定されて、前記固定盤に対して前記可動盤と一緒に上下自在に移動するエンドプレートと、
前記固定盤の下方に上端が前記固定盤に軸支されて軸方向の移動を止めて鉛直に立設され、駆動源によって周方向に回転させられるねじ軸と、
前記ねじ軸に対して上下に移動自在に螺着されたクロスヘッドと、
前記固定盤と前記エンドプレートとの間に設けられ、前記クロスヘッドの上下方向の移動によって伸長して前記可動盤を型締め移動させるトグル機構と、
を有する縦型の射出成形機のトグル式型締装置であって、
前記トグル機構は、トグルピンで上下に屈伸自在に相互に連結されたトグルリンクを有し、
前記トグルリンクは、トグルピンで前記固定盤と前記エンドプレートとに連結され、
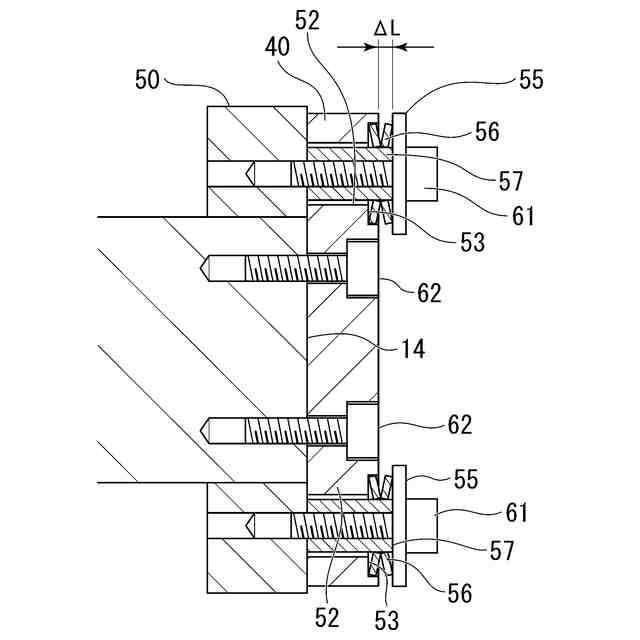
前記トグルピンの端部は、支持部分に形成された貫通孔を貫通し、
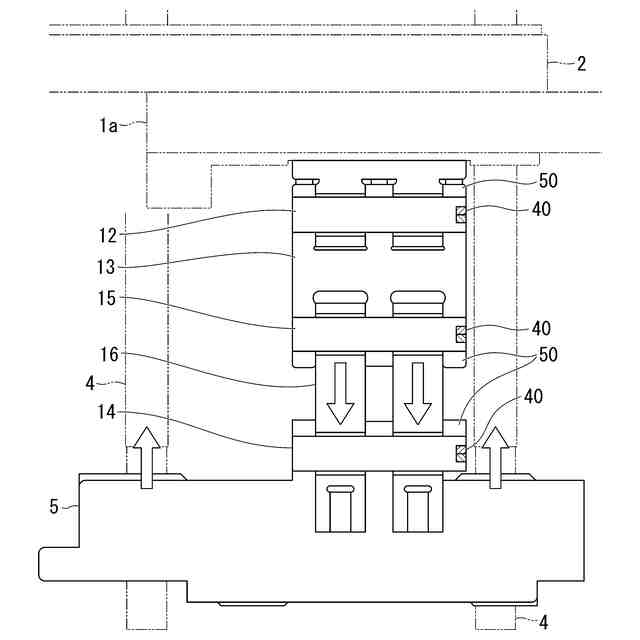
前記トグルピンと前記支持部分とは、前記トグルピンの端面と前記支持部分とに連続して形成されたキー溝に嵌められたキーによって連結され、
前記支持部分と前記キーとが、前記トグルピンと平行な軸線を有するボルトによって接続され、
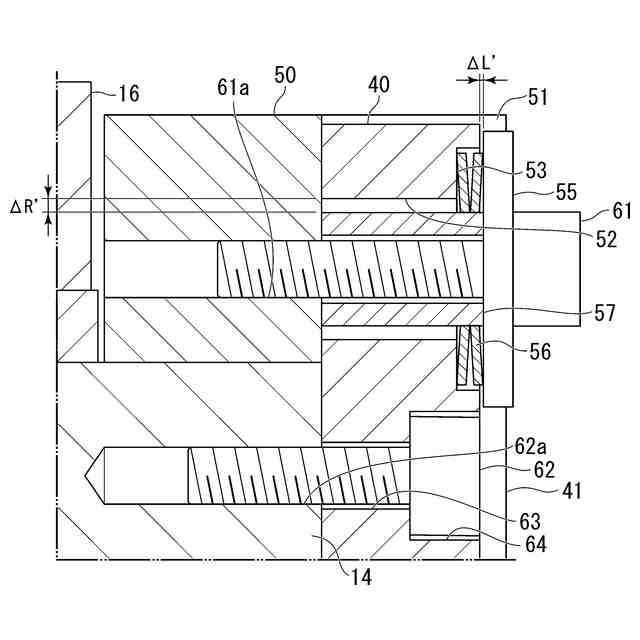
前記キーには、変形許容間隙が前記ボルトの周囲に形成され、前記ボルトは、前記変形許容間隙に配置された変形許容部品を介して前記キーを前記支持部分に取り付ける
ことを特徴とする成形機の型締装置。
続きを表示(約 300 文字)
【請求項2】
前記変形許容間隙は、前記ボルトのボルトヘッドと前記キーとの間に前記ボルトの軸方向に形成される
ことを特徴とする請求項1記載の成形機の型締装置。
【請求項3】
前記変形許容部品がワッシャである
ことを特徴とする請求項2記載の成形機の型締装置。
【請求項4】
前記変形許容部品が皿バネ・カラーである
ことを特徴とする請求項3記載の成形機の型締装置。
【請求項5】
前記変形許容間隙は、前記ボルトと前記キーとの間に前記ボルトの径方向に形成される
ことを特徴とする請求項1記載の成形機の型締装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は成形機の型締装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
射出成形機の型締機構は、特許文献1に記載されるように、リンク機構にて型開閉工程、型締工程を行っている。
リンク機構は、例えば、トグルピースおよびフェースピースからなる2つのアームとヒンジピン(ピン)とを有する。2つのアームどうしと、その両端の可動端(エンドプレート)および固定端とは、それぞれピンによって連結されている。
【0003】
例えば、ピンと支持部品、トグルピースとの連結部分、および、ピンと支持部品、エンドプレートとの連結部分を、それぞれ支持部分とする。ピンは、支持部品の貫通孔を貫通する。ピンと支持部品とは、キーを介して支持部分に連結される。ピンが回転しないように、ピン端面と支持部品端面とは、キー溝が形成される。キー溝には、キーが嵌る。
キーとピンとはボルトで固定される。キーと支持部品とはボルトで固定されている。これにより、ピンが支持部品の貫通孔より抜け出ない構成とされる。
【先行技術文献】
【特許文献】
【0004】
特開2003-112345号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の型締機構において、軽量化等を目的とした場合、支持部品の変形が懸念された。
このため、型締機構に型締力を作用させる際における解析を行った。その結果、支持部品の変形により、キーと支持部品端面を固定するボルトに引張荷重が作用することが明らかになった。この引張荷重が過大になるとボルトが折損してしまう可能性があるという問題が判明した。
【0006】
本発明は、上記の事情に鑑みてなされたもので、ピンとトグルピースとの連結部分、および、ピンとエンドプレートとの連結部分において、ボルトの変形を防止するという目的を達成しようとするものである。
【課題を解決するための手段】
【0007】
(1) 本発明の成形機の型締装置は、
マシンボディに固定された固定盤と、
前記固定盤の上方に設けられタイバーの上端に固定された可動盤と、
前記固定盤の下方で前記タイバーの下端に固定されて、前記固定盤に対して前記可動盤と一緒に上下自在に移動するエンドプレートと、
前記固定盤の下方に上端が前記固定盤に軸支されて軸方向の移動を止めて鉛直に立設され、駆動源によって周方向に回転させられるねじ軸と、
前記ねじ軸に対して上下に移動自在に螺着されたクロスヘッドと、
前記固定盤と前記エンドプレートとの間に設けられ、前記クロスヘッドの上下方向の移動によって伸長して前記可動盤を型締め移動させるトグル機構と、
を有する縦型の射出成形機のトグル式型締装置であって、
前記トグル機構は、トグルピンで上下に屈伸自在に相互に連結されたトグルリンクを有し、
前記トグルリンクは、トグルピンで前記固定盤と前記エンドプレートとに連結され、
前記トグルピンの端部は、支持部分に形成された貫通孔を貫通し、
前記トグルピンと前記支持部分とは、前記トグルピンの端面と前記支持部分とに連続して形成されたキー溝に嵌められたキーによって連結され、
前記支持部分と前記キーとが、前記トグルピンと平行な軸線を有するボルトによって接続され、
前記キーには、変形許容間隙が前記ボルトの周囲に形成され、前記ボルトは、前記変形許容間隙に配置された変形許容部品を介して前記キーを前記支持部分に取り付ける
ことを特徴とする。
(2) 本発明の成形機の型締装置は、上記(1)において、
前記変形許容間隙は、前記ボルトのボルトヘッドと前記キーとの間に前記ボルトの軸方向に形成される
ことができる。
(3) 本発明の成形機の型締装置は、上記(2)において、
前記変形許容部品がワッシャである
ことができる。
(4) 本発明の成形機の型締装置は、上記(3)において、
前記変形許容部品が皿バネ・カラーである
ことができる。
(5) 本発明の成形機の型締装置は、上記(1)において、
前記変形許容間隙は、前記ボルトと前記キーとの間に前記ボルトの径方向に形成される
ことができる。
【0008】
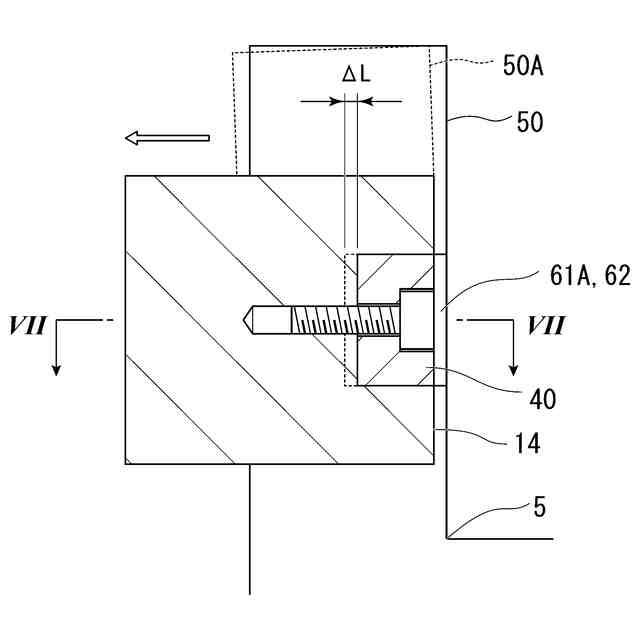
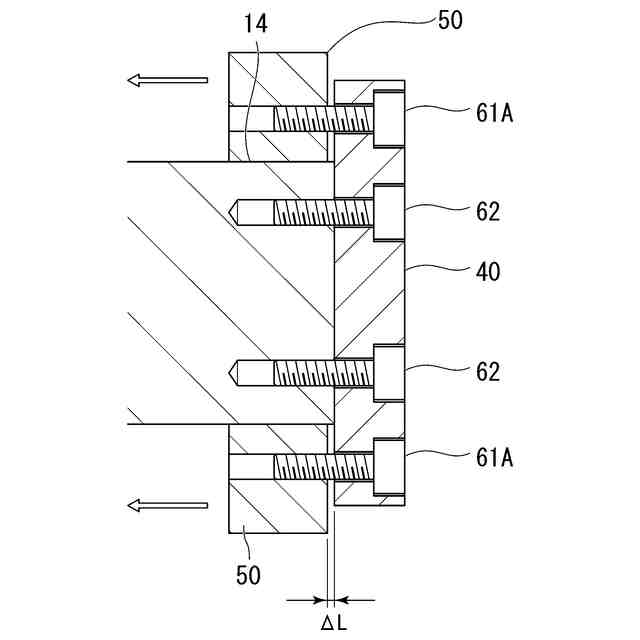
本発明の成形機の型締装置は、上記(1)の構成を有することにより、支持部分がボルトの軸方向に倒れるような変形を起こした場合に、キーを支持部分に固定するボルトに対して、支持部分の変形にともなって支持部分とともに移動した場合でも、キーとボルトとの間に変形許容間隙が形成されていることにより、この変形許容間隙によってボルトがキーに接触することがないので、ボルトに荷重が印加されない。したがって、ボルトが変形、欠損することがない。
キーと溝の嵌めあいの関係で、ピンが微小に回転してしまう場合にもボルトに荷重が印加されないという効果を奏することができる。
変形許容間隙は、キーのみに形成することが可能である。
【0009】
本発明の成形機の型締装置は、上記(2)の構成を有することにより、支持部分がボルトの軸方向に倒れるような変形を起こした場合に、ボルトがトグルピンの軸線から傾くような方向に移動した場合でも、キーとボルトとの間に変形許容間隙が形成されていることにより、この変形許容間隙によってボルトがキーに接触することがないので、ボルトに引張荷重、および、曲げ荷重が印加されない。したがって、ボルトが変形、欠損することがない。同時に、キーによってトグルピンの抜け止め作用を呈することができる。
特に、変形許容間隙は、ボルトヘッドの近傍となる位置にボルト全周に形成されることが好ましい。
【0010】
本発明の成形機の型締装置は、上記(3)の構成を有することにより、ワッシャがボルトヘッドの近傍となる位置にボルト全周に形成された変形許容間隙を覆う配置とされる。これにより、ワッシャが変形許容間隙を跨いだ状態となり、ピンが抜け出てきた場合に、キーを介して抜けを止めることが可能となる。また、内部にバネ部品を挿入した場合、バネ部品の過大変形による破損防止にもなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新潟機械株式会社
成形機の型締装置
1か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社イクスフロー
成形装置
7か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
20日前
日本プラスト株式会社
嵌合構造
1か月前
株式会社FTS
ブローニードル
今日
株式会社コスメック
磁気クランプ装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ