TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024147114
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2023059895
出願日
2023-04-03
発明の名称
ラミネート装置
出願人
ブラザー工業株式会社
代理人
個人
,
個人
主分類
B29C
63/02 20060101AFI20241008BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シートの一方側からのみ加熱可能なラミネート装置において、透明フィルムを綺麗に熱接着する。
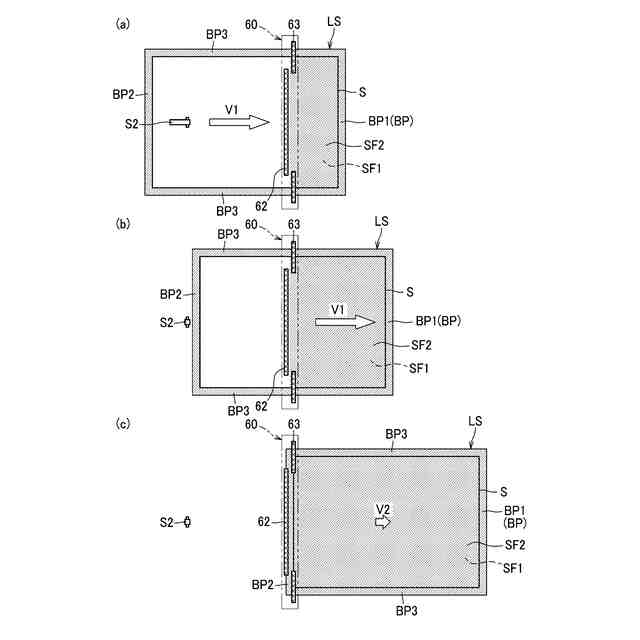
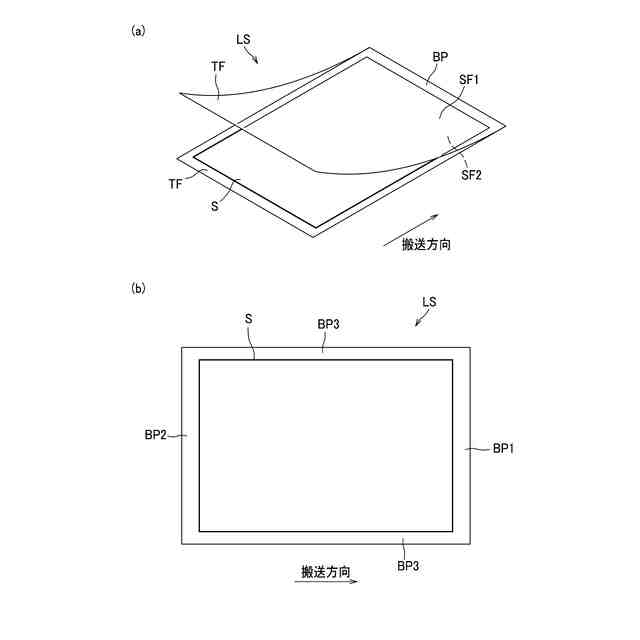
【解決手段】ラミネート装置は、積層シートLSの第1面SF1を加熱回転体(加熱ローラ60)に向けた状態で、加熱回転体と加圧回転体の間で積層シートLSを搬送し、積層シートLSの第1面SF1を加熱する第1接着処理と、第1接着処理がされた積層シートLSの、第1面SF1とは反対側の第2面SF2を加熱回転体に向けた状態で、加熱回転体と加圧回転体の間で積層シートLSを搬送し、積層シートLSの第2面SF2を加熱する第2接着処理と、を実行可能である。制御部は、第2接着処理において、積層シートLSの後端部以外の部分の積層シートLSの搬送速度を第1搬送速度V1にして積層シートを搬送し、後端部における積層シートの搬送速度を、第1搬送速度V1よりも小さい第2搬送速度V2にして積層シートLSを搬送する。
【選択図】図7
特許請求の範囲
【請求項1】
シートの両面に透明フィルムを熱接着するラミネート装置であって、
シートを一対の透明フィルムで挟んでなる積層シートを加熱する加熱回転体と、
前記加熱回転体に圧接した状態で前記加熱回転体との間で積層シートを搬送する加圧回転体と、
制御部と、を備え、
前記制御部は、
積層シートの第1面を前記加熱回転体に向けた状態で、前記加熱回転体と前記加圧回転体の間で積層シートを搬送し、積層シートの前記第1面を加熱する第1接着処理と、
前記第1接着処理がされた積層シートの、前記第1面とは反対側の第2面を前記加熱回転体に向けた状態で、前記加熱回転体と前記加圧回転体の間で積層シートを搬送し、積層シートの前記第2面を加熱する第2接着処理と、を実行可能であり、
前記第2接着処理において、積層シートの後端部以外の部分の積層シートの搬送速度を第1搬送速度にして積層シートを搬送し、前記後端部における積層シートの搬送速度を、前記第1搬送速度よりも小さい第2搬送速度にして積層シートを搬送することを特徴とするラミネート装置。
続きを表示(約 1,500 文字)
【請求項2】
前記ラミネート装置は、箔を含む箔フィルムを着脱可能なフィルムカートリッジを装着可能であり、フィルムカートリッジが装着された状態で、前記加熱回転体と前記加圧回転体の間で、画像が形成されたシートと箔フィルムを挟むことで、シートの画像に箔を転写することが可能な箔転写装置であることを特徴とする請求項1に記載のラミネート装置。
【請求項3】
前記制御部は、処理対象物が積層シートであることを示す信号を受信したことを条件として前記第1接着処理および前記第2接着処理を実行することを特徴とする請求項2に記載のラミネート装置。
【請求項4】
前記処理対象物が積層シートであることを示す信号を入力する入力部をさらに備えることを特徴とする請求項3に記載のラミネート装置。
【請求項5】
表示装置をさらに備え、
前記制御部は、
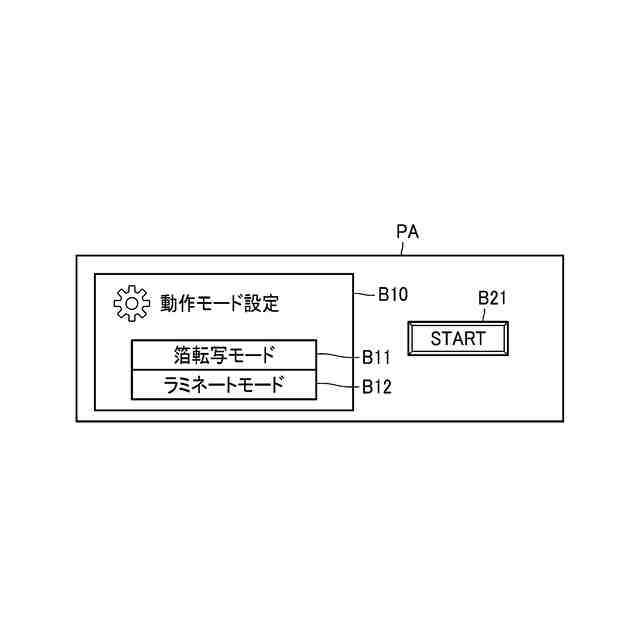
前記入力部として、前記表示装置に、処理対象物が積層シートであることを選択可能な選択肢を表示し、
処理対象物が積層シートであることを示す選択肢が選択されたことを条件として前記第1接着処理および前記第2接着処理を実行することを特徴とする請求項4に記載のラミネート装置。
【請求項6】
前記フィルムカートリッジの装着を検出するカートリッジセンサと、前記箔フィルムの装着を検出するフィルムセンサと、をさらに備え、
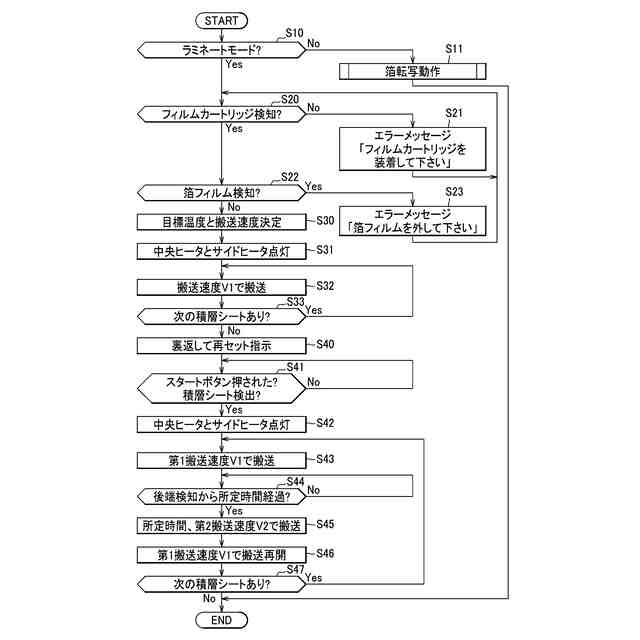
前記制御部は、前記カートリッジセンサおよび前記フィルムセンサからの信号に基づいて、前記フィルムカートリッジが装着されており、かつ、前記箔フィルムが装着されていないと判定したことを条件として前記第1接着処理および前記第2接着処理を実行することを特徴とする請求項2に記載のラミネート装置。
【請求項7】
前記制御部は、ユーザによって処理対象物として積層シートが選択され、かつ、前記フィルムセンサからの信号に基づいて、前記箔フィルムが装着されていると判定した場合には、箔フィルムを外すことを促すエラーメッセージを出力することを特徴とする請求項6に記載のラミネート装置。
【請求項8】
積層シートの搬送方向における前記加熱回転体の上流側に積層シートを検知するセンサをさらに備え、
前記制御部は、前記第2接着処理において、前記センサが積層シートの後端を検知したときから所定時間後に積層シートの搬送速度を遅くすることを特徴とする請求項1に記載のラミネート装置。
【請求項9】
前記制御部は、処理対象物の種類に対応して前記加熱回転体の目標温度を複数記憶したメモリを有し、
前記メモリは、前記処理対象物の種類としての積層シートと、積層シートの処理に最適な目標温度とを対応付けて記憶しており、
前記制御部は、前記処理対象物が積層シートであることを示す信号を受信した場合に、前記メモリから積層シートの処理に最適な目標温度を取得し、取得した目標温度に近づくように前記加熱回転体の温度を制御することを特徴とする請求項1に記載のラミネート装置。
【請求項10】
前記メモリは、前記処理対象物としての積層シートと、積層シートの処理に最適な搬送速度とを対応付けて記憶しており、
前記制御部は、前記処理対象物が積層シートであることを示す信号を受信した場合に、前記メモリから積層シートの処理に最適な搬送速度を取得し、取得した搬送速度で積層シートを搬送するように前記加熱回転体および前記加圧回転体の回転速度を制御することを特徴とする請求項9に記載のラミネート装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シートの両面に透明フィルムを熱接着するラミネート装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
透明フィルムをシートに熱接着するラミネート装置において、画像形成装置の熱定着装置を利用する技術が知られている(特許文献1)。また、シートに箔フィルムを重ねて加熱することで、シートに箔を転写する箔転写装置が知られている(特許文献2)。これらの装置では、シートの一方側のみに、ヒータを有する加熱回転体が配置され、加熱回転体と加圧回転体の間でシートを搬送可能である。
【先行技術文献】
【特許文献】
【0003】
特開2017-194636号公報
特開2021-160295号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
箔転写装置においても、特許文献1の画像形成装置のように、ラミネート加工ができるようにすることで、利便性が向上することが期待される。ところが、画像形成装置または箔転写装置を用いて、シートの一方の面からの加熱でシートの両面に透明フィルムを熱接着しようとする場合、十分な加熱ができず、接着不良になるおそれがある。この改善策として、シートの一方側から加熱して熱接着した後、シートを裏返し、シートの他方側から加熱して再度熱接着するという方法が考えられる。しかしながら、このような方法でラミネート加工を行うと、次のような問題が生じる。
【0005】
まず、シートの一方の面から熱接着をすると、2枚の透明フィルムのうちシートの周囲を囲む部分が互いに接着される。これにより、2枚の透明フィルムの間に閉じた空間が形成される。その後、シートの他方の面から熱接着をすると、シートの他方の面に透明フィルムが接着されるとともに、2枚の透明フィルムの間の空気が、搬送されるシートの後端部に集まる。ところが、2枚の透明フィルムの外周部は閉じられているため、透明フィルム間の空気をスムーズに外部に排出することはできない。この空気は、透明フィルムに圧力を十分にかけることで排出することも可能である。しかし、この場合には、一度熱接着された外周部を剥がし、その剥がれた部分から空気を排出することになるため、透明フィルムの外周の一部に接着不良となる部分が残るという問題がある。
【0006】
そこで、本発明では、シートの一方側からのみ加熱可能なラミネート装置において、透明フィルムを綺麗に熱接着することを目的とする。
【課題を解決するための手段】
【0007】
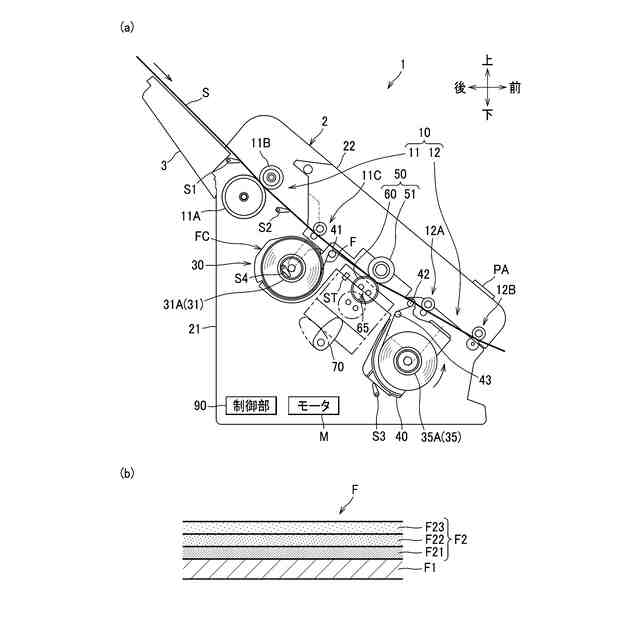
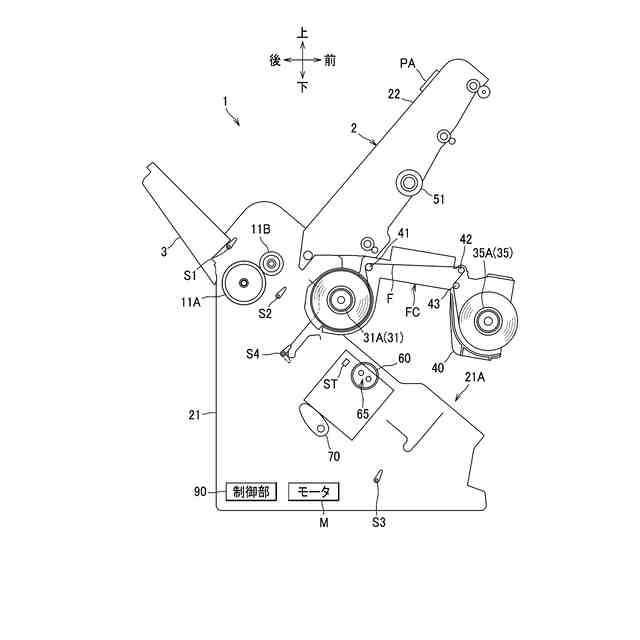
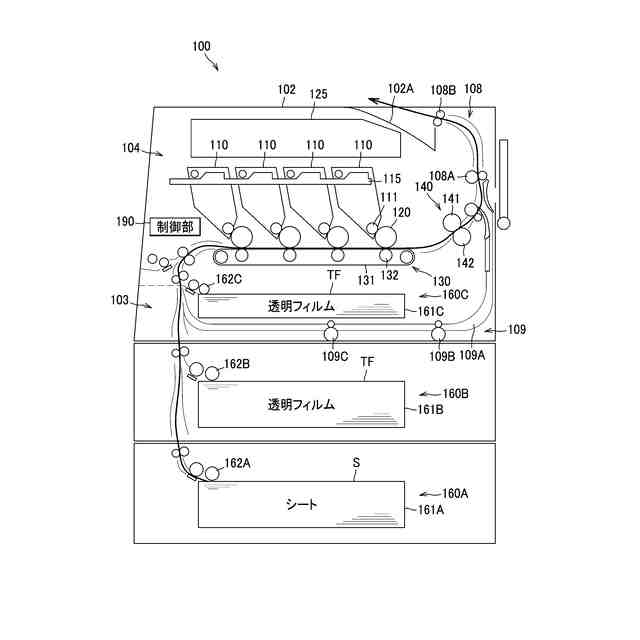
前記課題を解決するための、シートの両面に透明フィルムを熱接着するラミネート装置は、シートを一対の透明フィルムで挟んでなる積層シートを加熱する加熱回転体と、加熱回転体に圧接した状態で加熱回転体との間で積層シートを搬送する加圧回転体と、制御部と、を備える。
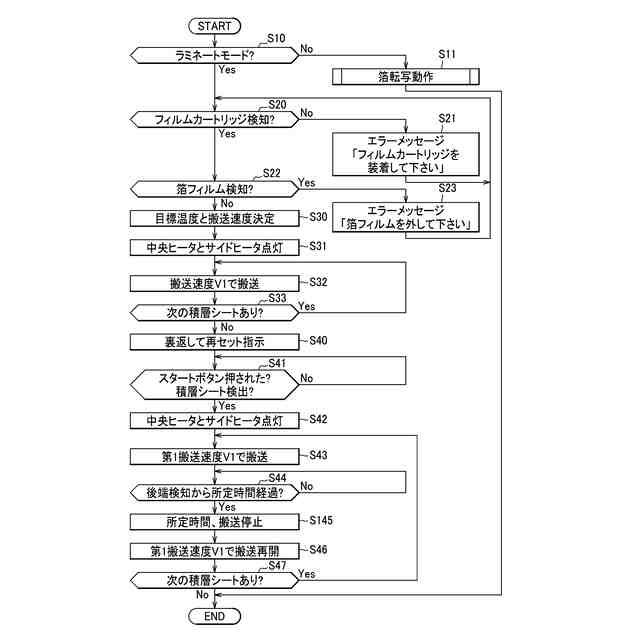
制御部は、積層シートの第1面を加熱回転体に向けた状態で、加熱回転体と加圧回転体の間で積層シートを搬送し、積層シートの第1面を加熱する第1接着処理と、第1接着処理がされた積層シートの、第1面とは反対側の第2面を加熱回転体に向けた状態で、加熱回転体と加圧回転体の間で積層シートを搬送し、積層シートの第2面を加熱する第2接着処理と、を実行可能である。
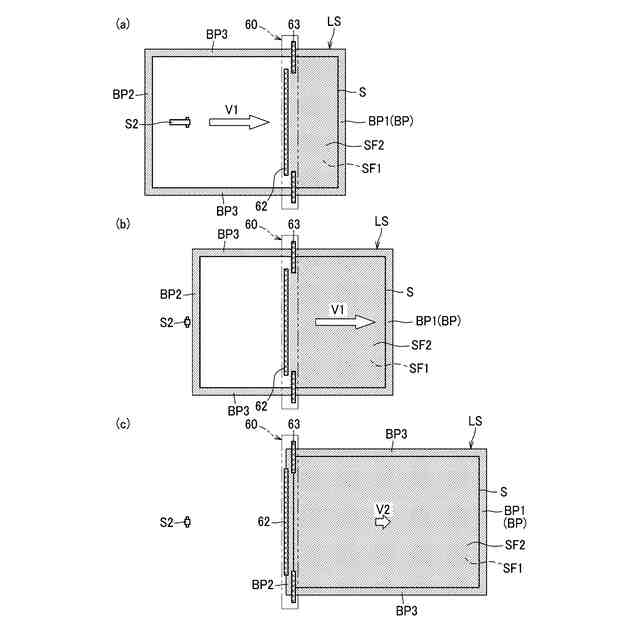
制御部は、第2接着処理において、積層シートの後端部以外の部分の積層シートの搬送速度を第1搬送速度にして積層シートを搬送し、後端部における積層シートの搬送速度を、第1搬送速度よりも小さい第2搬送速度にして積層シートを搬送する。
【0008】
このようなラミネート装置では、第2接着処理において、積層シートの後端部以外の部分の搬送速度を第1搬送速度にしし、後端部における積層シートの搬送速度を、第1搬送速度よりも小さい第2搬送速度にするので、透明フィルムの後端部の一部が剥がれたとしても、その部分を第2搬送速度で搬送する際に、再度接着することができる。これにより、シートの一方側からのみ加熱可能なラミネート装置において、透明フィルムを綺麗に熱接着することができる。
【0009】
ラミネート装置は、箔を含む箔フィルムを着脱可能なフィルムカートリッジを装着可能であり、フィルムカートリッジが装着された状態で、加熱回転体と加圧回転体の間で、画像が形成されたシートと箔フィルムを挟むことで、シートの画像に箔を転写することが可能な箔転写装置であってもよい。
【0010】
ラミネート装置が、箔転写装置である場合、箔転写装置で、箔の転写とラミネート加工の2つの機能を実現することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
津田駒工業株式会社
連続成形機
11か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
18日前
個人
樹脂可塑化方法及び装置
25日前
株式会社FTS
成形装置
1か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社シロハチ
真空チャンバ
3か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
12日前
株式会社日本製鋼所
押出成形装置
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形方法
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社リコー
シート処理システム
5か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
6か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
トヨタ自動車株式会社
真空成形装置
9か月前
小林工業株式会社
振動溶着機
7か月前
株式会社城北精工所
押出成形用ダイ
11か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社日本製鋼所
射出成形機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































