TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142821
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023055165
出願日
2023-03-30
発明の名称
オーステナイト系ステンレス鋳鋼の補修方法
出願人
トーカロ株式会社
代理人
弁理士法人一色国際特許事務所
主分類
B23K
26/342 20140101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】オーステナイト系ステンレス鋳鋼をレーザメタルデポジション法によって補修するに際して、オーステナイト系ステンレス鋳鋼が受ける熱的影響を抑える。
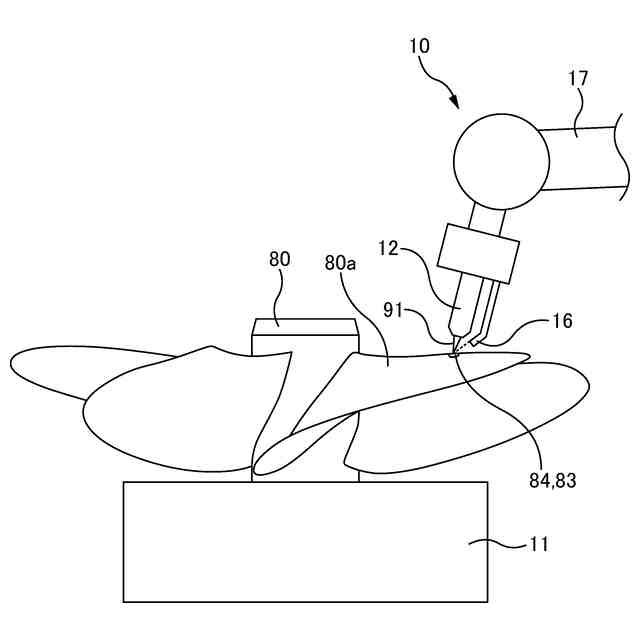
【解決手段】インペラ80の表面の補修部位84に対してレーザビーム91を照射するとともに金属粉92を噴射し、金属粉92がレーザビーム91により溶融されることによって形成された溶融池85の温度を検出し、検出された溶融池85の温度に基づいてレーザビーム91の強度を調整し、強度が調整されたレーザビーム91の照射箇所及び金属粉92の噴出箇所を補修部位84の表面形状に沿って移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
オーステナイト系ステンレス鋳鋼の表面の補修部位に対し、レーザビームを照射するとともに金属粉を噴射する第1の工程と、
前記金属粉が前記レーザビームにより溶融されることにより前記補修部位に形成された溶融池の温度を検出する第2の工程と、
検出された前記溶融池の温度に基づいて、前記レーザビームの強度を調整する第3の工程と、
前記レーザビームの照射箇所及び前記金属粉の噴射箇所を、前記補修部位の形状に沿って移動させる第4の工程と、
を有するオーステナイト系ステンレス鋳鋼の補修方法。
続きを表示(約 780 文字)
【請求項2】
前記第3の工程において、前記レーザビームの強度の調整により前記溶融池の温度を一定に維持する
請求項1に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項3】
前記第3の工程においては、検出された前記溶融池の温度が所定の設定温度に等しい場合、前記レーザビームの強度を維持し、検出された前記溶融池の温度が前記設定温度を超える場合、前記レーザビームの強度を低下させ、検出された前記溶融池の温度が前記設定温度未満である場合、前記レーザビームの強度を増大させる
請求項1に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項4】
前記オーステナイト系ステンレス鋳鋼の表面に生じた損傷部の周辺を取り除くことによって、前記補修部位としての開先を前記オーステナイト系ステンレス鋳鋼の表面に形成する形成工程を有し、
前記開先は、その底に向かって窄まるよう斜面が設けられている請求項1に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項5】
前記開先の斜面の勾配αは20°~70°である請求項4に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項6】
前記金属粉は、オーステナイト系ステンレス鋼材である請求項1に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項7】
前記オーステナイト系ステンレス鋼材からなる金属粉は、補修部位であるオーステナイト系ステンレス鋳鋼よりも炭素含有率が小さい請求項6に記載のオーステナイト系ステンレス鋳鋼の補修方法。
【請求項8】
前記オーステナイト系ステンレス鋼材からなる金属粉は、炭素含有率が0.03%以下である請求項7に記載のオーステナイト系ステンレス鋳鋼の補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、オーステナイト系ステンレス鋳鋼の補修方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、タービン動翼には、耐食性および加工硬化特性に優れるオーステナイト系ステンレス鋼材が使用されることが知られている(特許文献1)。また、タービン動翼に生じた亀裂を補修する方法としては、亀裂を除去し、その除去した箇所をレーザメタルデポジション(Laser Metal Deposition:LMD法)により多層肉盛することで補修する方法が知られている(特許文献2)。
【先行技術文献】
【特許文献】
【0003】
特開2013-036451号公報
特開2011-106431号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
オーステナイト系ステンレス鋼材は、600℃~800℃の高温状態で一定時間保持されると、鋼材中のクロムと炭素とが結合し、クロム炭化物が析出され、クロム欠乏領域が生じる。クロム欠乏領域が生じると、耐食性が著しく低下して腐食が進みやすくなる。更に、オーステナイト系ステンレス鋼材の中でも、鋳造法により形成される鋳鋼は、凝固偏析に伴い、鋳鋼中に炭素量が多く、かつ、クロム量が少ない領域が生じるため、局所的なクロム欠乏領域が生じやすい。ここで、特許文献2に記載のように、亀裂を除去した箇所に対して多層肉盛する補修を行う場合、レーザビームが照射された補修部位周辺の鋳鋼に熱が蓄積し、高温状態となる。そのため、オーステナイト系ステンレス鋳鋼に対して、レーザメタルデポジション法による補修を適用する場合、補修部位周辺の鋳鋼への熱影響を考慮する必要がある。
【0005】
そこで、本発明は、上記事情に鑑みてなされたものであって、補修対象物たるオーステナイト系ステンレス鋳鋼をレーザメタルデポジション法によって補修するに際して、オーステナイト系ステンレス鋳鋼の耐食性の低下を抑制することを目的とする。
【課題を解決するための手段】
【0006】
以上の課題を解決するために、オーステナイト系ステンレス鋳鋼の表面の補修部位に対し、レーザビームを照射するとともに金属粉を噴射する第1の工程と、前記金属粉が前記レーザビームにより溶融されることにより前記補修部位に形成された溶融池の温度を検出する第2の工程と、検出された前記溶融池の温度に基づいて、前記レーザビームの強度を調整する第3の工程と、調整された前記強度のレーザビームの照射箇所及び前記金属粉の噴射箇所を、前記補修部位の形状に沿って移動させる第4の工程と、を有するオーステナイト系ステンレス鋳鋼の補修方法が提供される。
【発明の効果】
【0007】
本発明によれば、レーザビームの強度が、検出された溶融池の温度に基づいて調整されることにより、補修部位周辺のオーステナイト系ステンレス鋳鋼が高温状態に保持されることを抑制できる。
【図面の簡単な説明】
【0008】
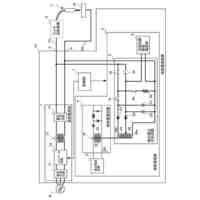
レーザメタルデポジション装置の概略図である。
レーザメタルデポジション装置の要部の概略図である。
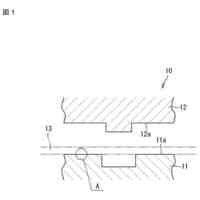
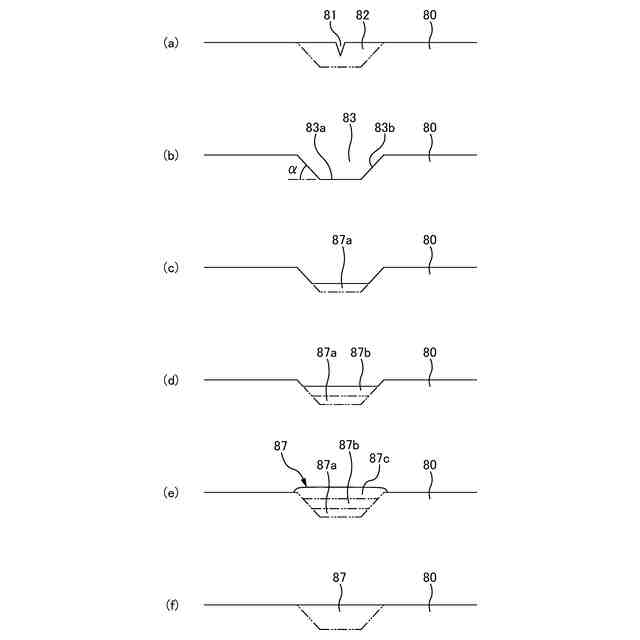
補修対象物の損傷部の周辺の断面の状態を工程順に示した工程図である。
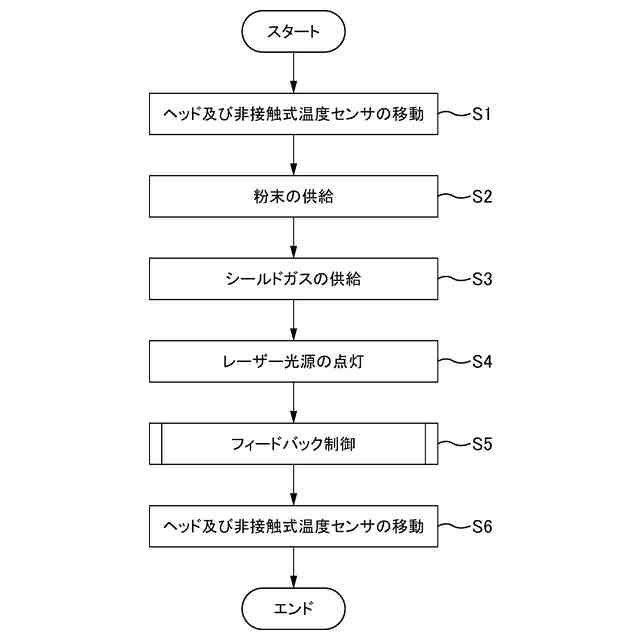
制御装置の処理のフローチャートである。
制御装置の処理のフローチャートである。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本発明の実施形態について説明する。以下に述べる実施形態には、本発明を実施するために技術的に好ましい種々の限定が付されているが、本発明の範囲を以下の実施形態及び図示例に限定するものではない。
【0010】
1. 補修対象物
補修対象物は、本発明の実施形態に係る補修方法を実施する対象である。補修対象物は、オーステナイト系ステンレス鋳鋼である。補修対象物には、異物の衝突又は経年劣化等で亀裂等が生じる。この亀裂等及びその周辺部を切削加工又はブラスト加工により除去することで、補修対象物に開先を形成する。亀裂は損傷部の一例である。開先は、補修部位に相当する。なお、開先を形成することなく、損傷部に対してそのまま、本実施形態に係る補修方法を適用してもよい。この場合、損傷部は、補修部位に相当する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
1日前
個人
面取り装置
2か月前
個人
作業用治具
29日前
個人
トーチノズル
28日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
シヤチハタ株式会社
組立ライン
22日前
日東精工株式会社
組み付け装置
20日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
7日前
エンシュウ株式会社
工作機械
28日前
株式会社ダイヘン
アーク溶接制御方法
8日前
株式会社ダイヘン
インチング制御方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
20日前
株式会社FUJI
ワーク置き台
1か月前
株式会社MOLDINO
ドリル
3か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
光精工株式会社
クーラントタンク
1か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社ムラタ溶研
剪断装置
2か月前
株式会社メタルクリエイト
切削装置
14日前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
住友重機械工業株式会社
レーザ装置
1日前
古川精機株式会社
タッピングガイド
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
株式会社大林組
構造物形成方法
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
ブラザー工業株式会社
工作機械
20日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ