TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164461
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023079947
出願日
2023-05-15
発明の名称
プレス金型の製造方法、及びプレス金型
出願人
トーカロ株式会社
,
マツダ株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B21D
37/20 20060101AFI20241120BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 成型品におけるスプリンバックの発生を抑制することができ、うねりが発生することもない、プレス金型の製造方法を提供すること。
【解決手段】 鋼板の成型に用いられるプレス金型の成型面の一部に粗面領域を形成する粗面化工程を有し、前記粗面化工程は、粗面化前の成型面より突出した凸部と粗面化前の成型面より凹んだ凹部とを有する粗面領域を形成する工程であって、前記凹部の平均深さが前記凸部の平均高さよりも大きい粗面領域を形成する、プレス金型の製造方法。
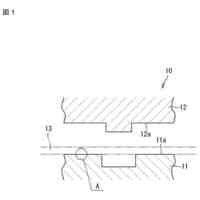
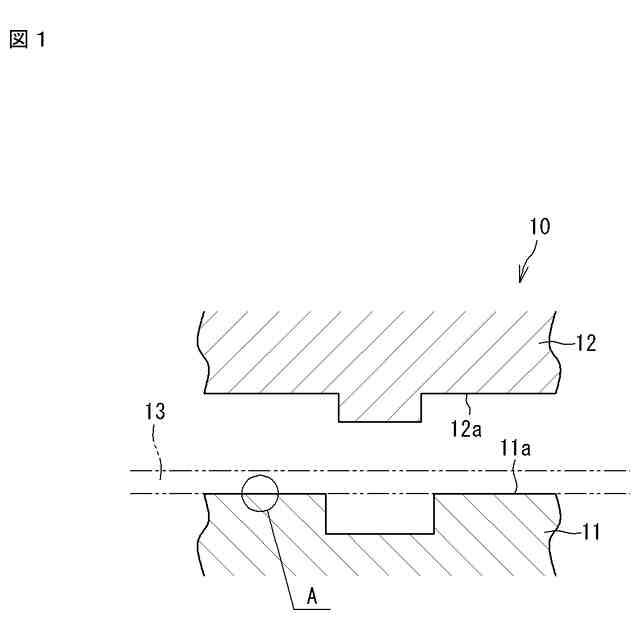
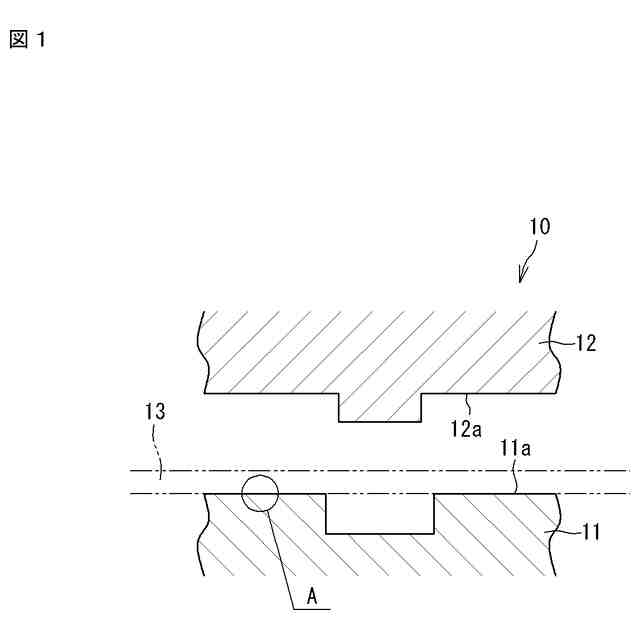
【選択図】 図1
特許請求の範囲
【請求項1】
鋼板の成型に用いられるプレス金型の成型面の一部に粗面領域を形成する粗面化工程を有し、
前記粗面化工程は、
粗面化前の成型面より突出した凸部と粗面化前の成型面より凹んだ凹部とを有する粗面領域を形成する工程であって、前記凹部の平均深さが前記凸部の平均高さよりも大きい粗面領域を形成する、プレス金型の製造方法。
続きを表示(約 710 文字)
【請求項2】
前記粗面領域として、表面粗さRzが500μm以下で、凸部の平均高さが12μm以上である粗面領域を形成する、請求項1に記載のプレス金型の製造方法。
【請求項3】
前記粗面領域として、表面粗さRsmは150μm以上である粗面領域を形成する、請求項1又は2に記載のプレス金型の製造方法。
【請求項4】
前記粗面化工程は、レーザを用いて行う、請求項1又は2に記載のプレス金型の製造方法。
【請求項5】
前記鋼板の厚さは、1.5mm以下である請求項1又は2に記載のプレス金型の製造方法。
【請求項6】
前記鋼板は、自動車用鋼板である請求項1又は2に記載のプレス金型の製造方法。
【請求項7】
鋼板の成型に用いられるプレス金型であって、
金型の成型面は、粗面化された粗面領域を有し、
前記粗面領域は、粗面化前の成型面に相当する基準面より突出した凸部と、前記基準面より凹んだ凹部とを備え、かつ、前記凹部の平均深さが前記凸部の平均高さよりも大きい、プレス金型。
【請求項8】
前記粗面領域として、表面粗さRzが500μm以下で、凸部の平均高さが12μm以上である粗面領域を有する、請求項7に記載のプレス金型。
【請求項9】
前記粗面領域として、表面粗さRsmが150μm以上である粗面領域を有する、請求項7又は8に記載のプレス金型。
【請求項10】
前記鋼板の厚さは、1.5mm以下である請求項7又は8に記載のプレス金型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型の製造方法、及びプレス金型に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車用鋼板の成型方法として、プレス成型が一般的に知られている。
プレス金型を用いて自動車用鋼板をプレス成型した場合、プレス成型された部材をプレス金型から離型した後に、成型品に生じるスプリングバック(弾性回復とも呼ばれる)に起因して、当該成型品に予期せぬ反りや変形が発生することがあり、問題視されている。
【0003】
そこで、弾性回復を低減する方法として、例えば、特許文献1には、第1成形面を有する第1成形型に第2成形面を有する第2成形型を相対移動させ、上記第1成形面と上記第2成形面との共働によって素材金属板を成形するプレス成形方法であって、上記第1成形面及び/又は上記第2成形面に線状突起部を設け、プレス成形の際に曲げ変形あるいは曲げ戻し変形を受けた部位に上記線状突起部を食い込ませて、プレス成形部材の板厚に応じた所定の形状の線状凹部を形成する、プレス成形方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-087816号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法で成型品(プレス成型部材)を製造した場合、得られた成型品の線状凹部が形成された面と反対側の面に、うねりが発生する場合があることが見出された。
自動車用鋼板の外板面にうねりが発生すると、その成型品は、外観不良となる。
【0006】
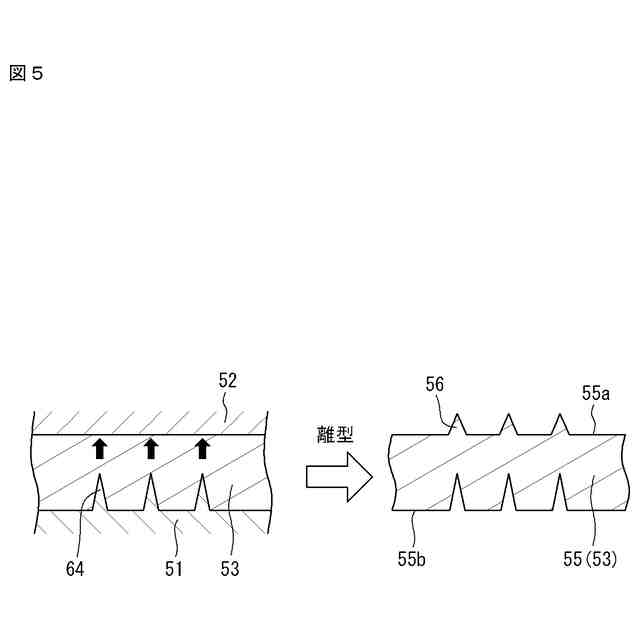
図5は、うねりの発生原理を説明する図である。
図5に示すように、成形面に突起部が設けられた第1成形型(下金型)51と、成形面が平坦な第2成形型(上金型)52とを用いて、鋼板53をプレス成型した場合、得られた成型品55において、第1成形型51と対向する側の面55bと反対側の面(図中、上側の面)55aにうねり56が生じる場合がある。これは、プレス中の鋼板53に第1成形型51の線状突起部64が突き刺さることによって、鋼板53に内部応力が蓄積し、離型された際にその内部応力が解放されて、鋼板53の第2成形型52側の面にうねり56が生じたと考えられる。
【0007】
本発明は、このような実情に鑑みてなされたものであり、スプリングバックに起因した反りや変形の発生を抑制しつつ、上述のうねりの発生を回避することができる、プレス金型の製造方法、及びプレス金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)本発明のプレス金型の製造方法は、
鋼板の成型に用いられるプレス金型の成型面の一部に粗面領域を形成する粗面化工程を有し、
上記粗面化工程は、
粗面化前の成型面より突出した凸部と粗面化前の成型面より凹んだ凹部とを有する粗面領域を形成する工程であって、上記凹部の平均深さが上記凸部の平均高さよりも大きい粗面領域を形成する。
【0009】
上記プレス金型の製造方法は、成型面の一部に所定の凹凸形状の粗面領域を形成する。このようにして製造されたプレス金型を用いてプレス成型を行うことで、成型品におけるスプリングバックに起因した反りや変形の発生を抑制することができる。
上記プレス金型の製造方法は、凹部の平均深さが凸部の平均高さよりも大きい粗面領域を形成する。このようにして製造されたプレス金型を用いてプレス成型を行うことで、成型品におけるうねりの発生を抑制することができる。
【0010】
(2)上記(1)のプレス金型の製造方法は、上記粗面領域として、表面粗さRzが500μm以下で、凸部の平均高さが12μm以上である粗面領域を形成する、ことが好ましい。
(3)上記(1)又は(2)のプレス金型の製造方法は、上記粗面領域として、表面粗さRsmが150μm以上である粗面領域を形成する、ことが好ましい。
(4)上記(1)~(3)のいずれかのプレス金型の製造方法において、上記粗面化工程は、レーザを用いて行う、ことが適している。
(5)上記(1)~(4)のいずれかのプレス金型の製造方法は、鋼板の厚さが1.5mm以下である場合に好適である。
(6)上記(1)~(5)のいずれかのプレス金型の製造方法は、鋼板が自動車用鋼板である場合に好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
今日
トーカロ株式会社
オーステナイト系ステンレス鋳鋼の補修方法
1か月前
個人
金型装置
4か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
27日前
株式会社プロテリアル
熱間鍛造用金型
2か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
2か月前
日伸工業株式会社
加工システム
21日前
トヨタ自動車株式会社
プレス成型方法
4か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社リード
金属管曲げ型
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
株式会社不二越
歯車転造加工ユニット
4か月前
大同特殊鋼株式会社
鋼種判別装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
27日前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
株式会社不二越
転造加工用鋼製平ダイス
19日前
トヨタ紡織株式会社
カシメ装置
27日前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ